Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Смазка сверлильного станка 2118 ⇐ ПредыдущаяСтр 3 из 3
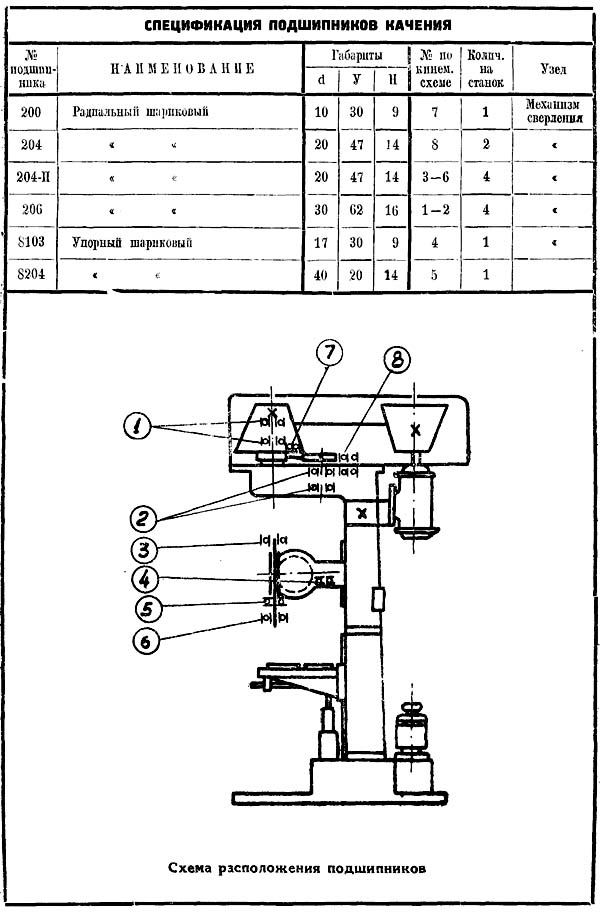
Смазка станка производится ежедневно перед началом работы в следующих местах: Ось шестерни подачи — через две масленки на корпусе коробки подач. При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач. Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия. Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт. Необходимо ежедневно смазывать шестерни привода коробки подач. Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли. Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.
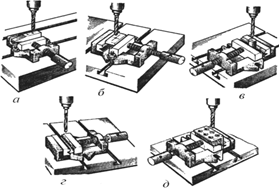
Схема расположения подшипников сверлильного станка 2118 в ) Способы закрепления заготовок на станке Обрабатываемую деталь устанавливают на столе станка и закрепляют либо в машинных тисках, либо непосредственно на столе станка при помощи призмы и зажимных прихватов. Опорные поверхности обрабатываемой детали должны плотно прилегать к столу станка. Деталь устанавливают и окончательно закрепляют после совпадения осей центра отверстия и сверла. При сквозном сверлении отверстий деталь устанавливают на подкладках, чтобы не засверлить поверхность стола или приспособления. Подкладки, применяемые для сквозного сверления, должны быть одинаковыми по высоте и иметь ровные и параллельные стороны. Выбор того или иного способа крепления зависит от конфигурации детали и расположения в ней отверстия. Чтобы деталь под нажимом сверла не изменяла своего положения, под нее подкладывают прокладку, ширина которой должна быть меньше ширины детали. Подкладку следует подбирать по высоте так, чтобы обрабатываемая деталь выступала из губок тисков на 5—10 мм. После этого плотно зажимают деталь и осаживают ее легкими ударами молотка. Пробуя рукой подкладку, проверяют, насколько плотно к ней прижалась деталь.
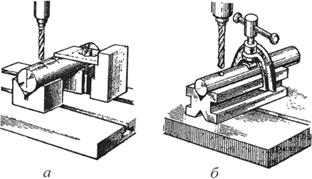
Рисунок 12 – Крепление в машинных тисках с призматическими губками деталей различной формы
Закрепление деталей на призмах с применением прижимных планок показано на рис. 13. Этот способ применяют при сверлении в деталях цилиндрической формы отверстий диаметром более 10 мм. Крепление призмы к столу необязательно.
Рисунок 13 – Крепление на призмах г) Виды, материал и способы крепления применяемых на станке инструментов Сверло с коническим хвостовиком устанавливается в коническое отверстие шпинделя станка и удерживается в нем силами трения. Лапка хвостовика должна входить в паз шпинделя, что предохраняет сверло от проворачивания. В случае, когда конусы Морзе у шпинделя станка и у хвостовика сверла не совпадают, применяют переходные конические втулки. У них два конуса: наружный для установки в шпиндель станка и внутренний для крепления сверла. Сверла с цилиндрическим хвостовиком крепятся в сверлильных патронах. Наиболее широкое применение находят трехкулачковые сверлильные патроны, трехкулачковые само- центрирующие патроны, трехкулачковые патроны с наклонными кулачками, цанговые и быстросменные патроны Трехкулачковый сверлильный патрон для закрепления сверл малого диаметра закрепляется с помощью ключа. Внутри корпуса патрона расположены наклонно три кулачка, которые имеют резьбу, связывающую их с гайкой. Обойма вращается специальным ключом, вставленным в отверстие корпуса патрона. При вращении обоймы по ходу часовой стрелки вращается также гайка. Зажимные кулачки, опускаясь вниз, постепенно сходятся и зажимают цилиндрический хвостовик сверла. При вращении обоймы в обратном направлении кулачки, поднимаясь вверх, расходятся и освобождают зажатый инструмент. Сверла с цилиндрическим хвостовиком малых размеров можно закреплять в цанговых патронах. В корпусе патрона имеется коническое отверстие. В него вставляется цанга – втулка, имеющая три прорези. При навинчивании на резьбу корпуса гайки она перемещает цангу в осевом направлении. Двигаясь по конической поверхности, цанга сжимается и закрепляет сверло. Патрон имеет конический хвостовик для установки в шпиндель станка.
д) Движения формообразования
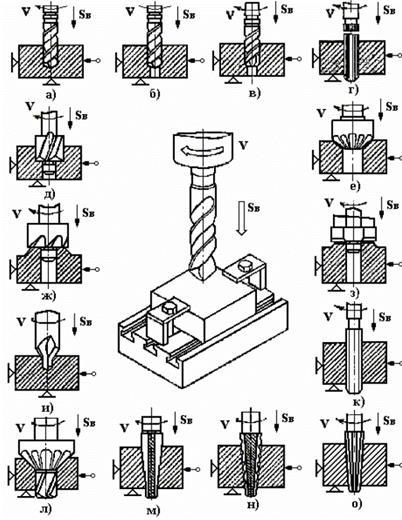
При обработке заготовок на станках сверлильной группы существуют следующие движения формообразования.
Рисунок 14 – Основные движения формообразования сверлильных станков Сверление – вид механической обработки материалов резанием, при котором с помощью специального вращающегося режущего инструмента (сверла) получают отверстия различного диаметра и глубины, или многогранные отверстия различного сечения и глубины. Рассверливание – сверление, результатом которого является увеличение диаметра отверстия. Зенкование – процесс обработки с помощью зенковки отверстия в детали для снятия фасок, образования гнёзд под потайные головки крепёжных элементов Развёртывание – вид чистовой механической обработки отверстий резанием. Е) Способы удаления стружки Очистить станок от образовавшейся при работе стружки можно при помощи щетки и крючка. Убирать стружку сжатым воздухом или руками строго запрещается. После этого отходы нужно отнести в специально выделенное для этого место.
Заключение. В ходе учебной практики мы получили представления о выбранной специальности и получили возможность приобретения теоретических знаний и умений на профильных предприятиях, в лабораториях, учебных и производственных цехах. Мы усовершенствовали свои умений и знаний в области обработки материалов на металлорежущих станках. Повысили качества знаний базовых основ металлообработки; получили теоретических и практических знания о технологическом оборудовании, станочной оснастке и инструментальных материалах. Ознакомились с устройством токарно-винторезном станке ИЖ-250 и вертикального-сверлильного станка 2118, способом их применения и использования.
Список литературы 1. Ачеркан Н.С. Металлорежущие станки, Том 1, 1965 2. Барбашов Ф.А. Фрезерное дело. Учебное пособие для учебных заведений профтехобразования. М., «Высш. школа», М., 1973. 280 с. с илл. 3. Пикус М.Ю. Справочник слесаря по ремонту станков, 1987 4. Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980 5. Тепинкичиев В.К. Металлорежущие станки, 1973 6. Слесарное дело: ил. учеб. пособие / сост. Б. С. Покровский, В. А. Скакун. - М.: Академия, 2002. - 30 с. 7. СФ-676 станок фрезерный широкоуниверсальный. Паспорт. 8. 2118 станок сверлильный настольный. Паспорт.
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования РАБОЧИЙ ГРАФИК (ПЛАН) ПРОВЕДЕНИЯ ПРАКТИКИ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 204; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.13.255 (0.026 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||