Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Полуавтоматический установщик компонентов SMD LPKF ProtoPlace SСодержание книги
Поиск на нашем сайте
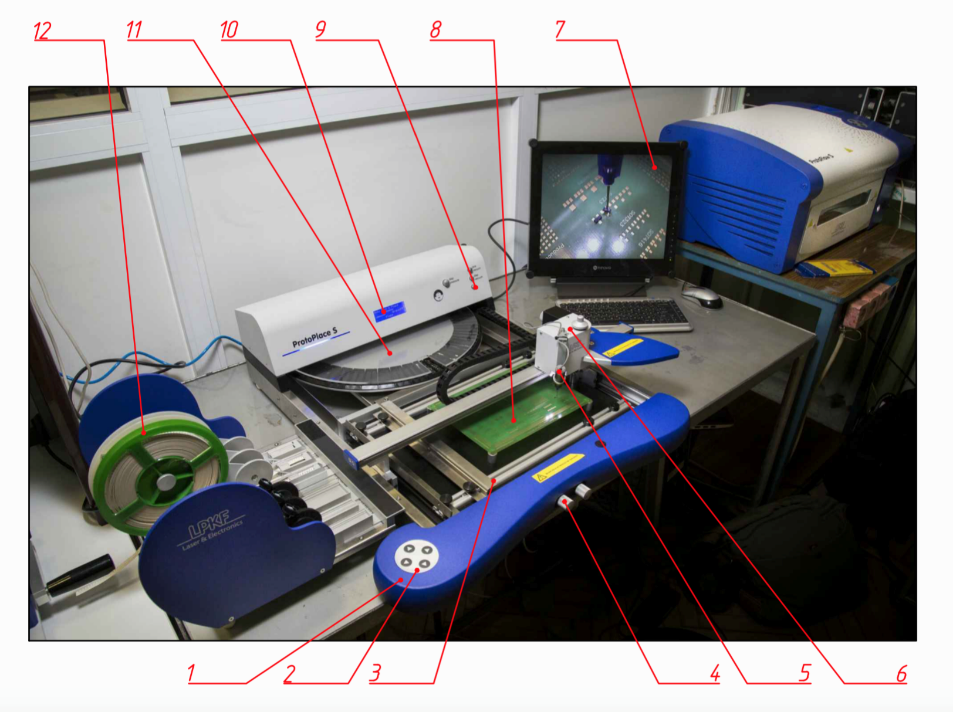
Устройство монтажа КМП представляет собой установку настольного типа (рисунок 34). Она состоит из передней панели 1 с клавиатурой управления 2, монтажного стола 3, на который устанавливают печатную плату собираемого модуля. Максимальный размер платы 297х420 мм (формат А3). Плату размещают между двумя планками, из которых одна жестко зафиксирована, а другая подпружинена с возможностью регулировки. Возможна также установка платы на цилиндрические магнитные опоры, размещаемые на поддоне стола. Точное положение монтажного стола по координатам X и Y можно корректировать с помощью микрометрических винтов 4 (рисунок 36), размещенных на передней панели устройства. Правый винт перемещает стол по оси X, левый – по оси Y. Световая точка в окне передней панели показывает положение стола относительно начала координат. Затрудненное вращение ручек микровинтов свидетельствует о достижении столом крайних положений по X и Y и требует прекращения корректировки положения стола, чтобы избежать поломки. Установку компонента оператор осуществляет с помощью манипулятора 6, перемещаемого вручную по X и Y направляющим. На манипуляторе закреплен пневмопинцет (игла), наблюдаемый с помощью видеокамеры 5 на экране монитора 7 (рисунок 36). При достаточном увеличении видно монтажное поле 2 и контактные площадки, на которые необходимо установить чип-КМП или ИМС. Компоненты удерживаются иглой 3 пневматически путем настройки регулятора 9 (рисунок 36) подачи воздуха. Угловым положением компонентов управляет оператор, вращая иглу-пинцет и наблюдая на экране положение компонента относительно контактных площадок посадочного места.
Рисунок 36– Внешний вид установки (устройства) монтажа КМП 1– передняя панель; 2– клавиатура управления; 3– микростол; 4– винты точного позиционирования стола по координатам X и Y; 5– видеокамера; 6– манипулятор; 7– монитор; 8– печатная плата для монтажа компонентов; 9– регулятор подачи воздуха; 10– блок дисплея; 11– поворотный стол с компонентами; 12– устройство подачи компонентов из дисковых кассет (ленточной катушки). Необходимая информация отражается на дисплее 10 (рисунок 34), а клавиатура управления 2, расположенная на передней панели 1, позволяет осуществить режим размещения компонента (Place) или дозирование пасты (Dispense) на КП. Устанавливаемые компоненты находятся россыпью в ячейках, расположенных на поворотном столе 11 (рисунок 36). Стол можно вращать вручную или механизировано. Часть компонентов, поставляемых в дисковых ленточных кассетах 12, находится на кронштейне устройства подачи, размещенном в левой части установки монтажа. Дисплей позволяет выбрать режимы и регулировки. При нажатии клавиши на можно выбирать способ работы, выполнить настройки и установить значения отдельных параметров. Левой клавишей на клавиатуре выбирается функция размещения (Place) вручную (Man) или полуавтоматически (Auto). Компоненты извлекаются пневмопинцетом из ячеек кассет поворотного стала или дисковых кассет. Подача ячеек с компонентами обеспечивается подменю Turntable (поворотный стол), выбираемым нажатием верхней клавиши клавиатуры и поворотом стола (левая кнопка CW – по часовой стрелке, правая кнопка CCW – против часовой стрелки). При освобождении клавиши поворотный стол останавливается. Выход из меню Turntable подтверждается нажатием нижней клавиши Back (назад). Все эти действия оператор осуществляет, наблюдая информацию на экране дисплея. При извлечении компонента из технологической тары (ячейка или лента) пневмопинцетом, закрепленном на манипуляторе, оператор нажимает на компонент, и он присасывается к игле. Затем компонент вручную перемещают манипулятором в зону монтажного поля и определяют его на посадочное место, наблюдая компонент визуально на мониторе. Компонент останавливают в 0,5-1,0 мм от поверхности ПП (Рис. 37), обеспечивают правильное угловое положение его относительно контактных площадок посадочного места и точно позиционируют стол по координатам X и Y винтами 4 (рисунок 34) на передней панели установки. Правой клавишей клавиатуры Brake ON фиксируют компонент по всем трем осям X, Y и Z и нижней клавишей реализуют функцию Place (размещение). Компонент устанавливается автоматически, вакуум отключается, пневмопинцет возвращается в исходное верхнее положение. Программа возвращается в основное меню Manual Pick and Place (выбор размещения вручную).
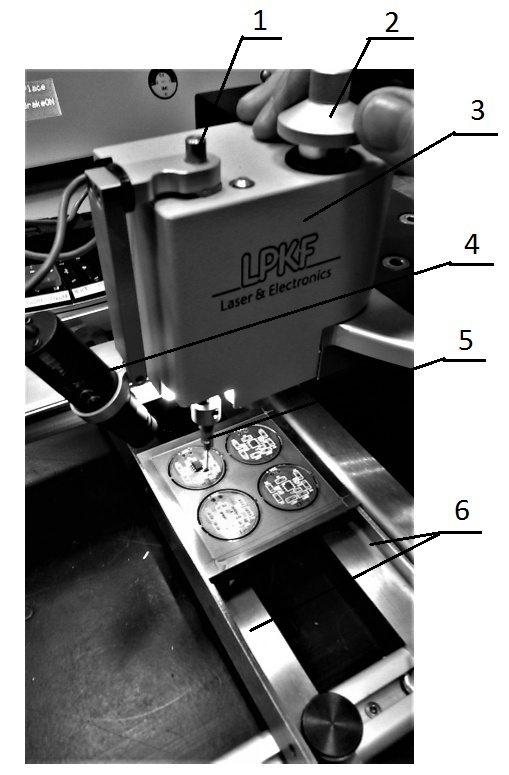
Рисунок 37 – Положение манипулятора при установке компонента на плату 1 – винт регулирования хода иглы пинцета по координате Z; 2 – ручка вращения пневмопинцета; 3 – манипулятор; 4 – видеокамера; 5 – пневмопинцет; 6 – опоры базирования платы на столе устройства монтажа. Максимальный ход пневмопинцета по оси Z составляет 4,5 мм. Если высота оказывается больше 4,5 мм, компонент не может коснуться платы и вакуум не выключается, а работа манипулятора блокируется. Функция Back позволяет вернуться в предыдущее меню, снять блокировку (Brake OFF) и повторить процедуру установки высоты перемещения при сохранении вакуума на игле пневмопинцета. Величину перемещения пневмопинцета по оси Z устанавливают и регулируют винтом 1 (Рис.37), вращая его по или против часовой стрелки. К регулировке высоты перемещения по Z прибегают не только при первоначальной настройке манипулятора, но и при необходимости установки на ПП компонентов различной высоты. [DA1]то картика из википедии, переделать
|
||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 141; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.15.223.239 (0.009 с.) |