Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конвекционная печь ProtoFlow SСодержание книги
Поиск на нашем сайте
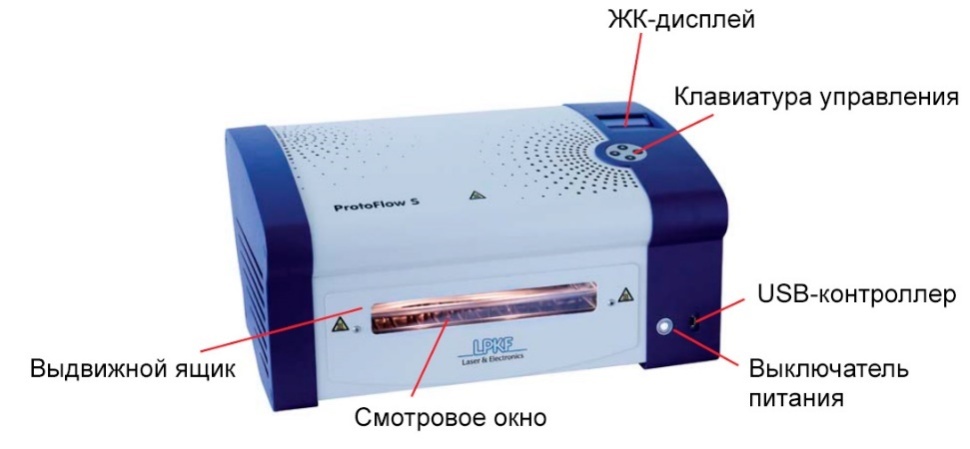
Технические характеристики установки: · максимальные размеры печатной платы (ПП): 230x305 мм; · максимальная температура предварительного нагрева, время: 220°C, 999 с; · максимальная температура оплавления, время: 320°С, 600 с; · температура длинной термообработки, время: 220°С, 64 ч; · время стабилизации температуры: <5 мин; · охлаждение печатной платы: два вентилятора с регулируемой скоростью, установленных снизу; · размеры установки: 647х315х450 мм; · источники: электропитания – 220-240 В/50 Гц; · условия эксплуатации: o температура 15-30°С o влажность 30-80% o освещенность 560 лк; o вес 22 кг. ProtoFlow S – это мощная конвекционная печь для бессвинцовой пайки оплавлением припоя. С помощью ЖК-дисплея и простой клавиатуры (Рис. 33) можно выбрать множество заранее запрограммированных профилей процессов. Все параметры профиля, такие как температура и продолжительность процесса, могут быть запрограммированы индивидуально для отдельных стадий подогрева и оплавления. Профили определяются по именам, заданным пользователем.
Рисунок 33 – Внешний вид установки
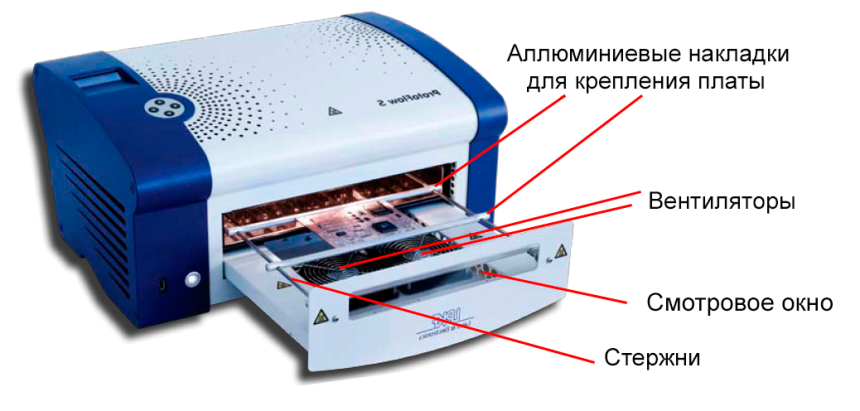
Благодаря многопроцессорному контроллеру обеспечивается равномерное распределение тепла по всей площади ПП. С помощью USB-контроллера (Рис. 33) модуль записи профилей обеспечивает мониторинг и запись температур на ПП или отдельных компонентах. Это же USB-соединение обеспечивает удобный способ создания и программирования профилей процессов с помощью компьютера. На передней панели устройства в правом нижнем углу расположен выключатель питания (Рис. 33). Когда питание включено, выключатель подсвечен. Для включения или выключения устройства достаточно одного нажатия. Рядом с выключателем находится USB-порт подключения типа А. Необходимая информация отражается на четырёхстрочном ЖК-дисплее, выбор в меню производится с помощью клавиатуры управления, стрелки которой перемещают в нужном направлении курсор на ЖК-дисплее. Среди доступных пунктов меню – выбор методов работы и настройка параметров. Внутри выдвижного ящика (Рис. 33) располагается рабочее пространство для установки ПП. Алюминиевые накладки (Рис. 33) скользят по двум стержням, что позволяет адаптировать крепежную систему к различным размерам печатной платы. Плату необходимо устанавливать либо на алюминиевые накладки, либо жестко крепить между ними. При поверхностном монтаже компонентов рекомендуется располагать ПП компонентами вверх для исключения их отрыва от поверхности платы и попадания в зону вентиляции. Не рекомендуется паять элементы с корпусами, выполненными из пластика, если в их технических характеристиках не указана возможность пайки при высоких температурах.
Перед открыванием и закрыванием ящика подается предупреждающий звуковой сигнал и выводится сообщение на ЖК-дисплее (Рис. 33), смотровое окошко и внутреннее освещение позволяют в любой момент контролировать процесс. Два регулируемых вентилятора (Рис. 33) установлены в нижней части ящика. Скорость охлаждения регулируется в диапазоне 0-100% с шагом 10%. Встроенные датчики температуры обеспечивают максимальную оптимизацию процесса оплавления. В качестве дополнительной возможности в ящик может быть встроен модуль записи профиля для измерения температуры в ПП или конкретных электронных компонентов, для этого требуется прикрепить термопару с помощью специального термостойкого скотча. USB-порт связи позволяет передавать данные на компьютер для анализа и редактирования. Программное обеспечение (ПО) LPKF FlowShow является рекомендуемым дополнением, упрощающим работу с ProtoFlow S. Параметры меню и настройка термопрофилей приведены на рисунке 34.
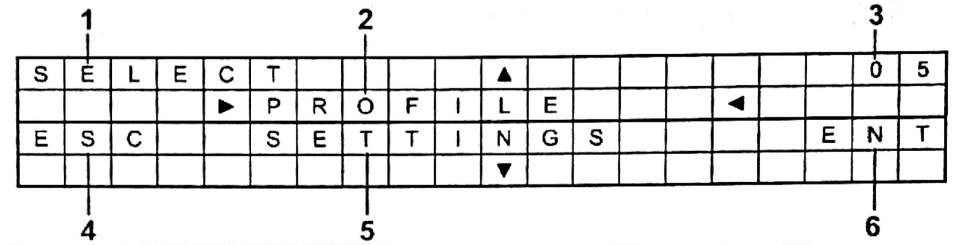
Рисунок 34 – Основное меню 1– текущее меню; 2– текущий выбранный пункт меню; 3– текущий номер профиля; 4– возврат в предыдущее меню; 5– следующий пункт меню; 6– ввод (подтверждение). При включении устройства на ЖК-дисплее отображается четырехстрочное меню, по умолчанию будет выбрано текущее меню SELECT 1 (Рис. 34). Перемещение по меню осуществляется нажатием кнопок на клавиатуре (Рис. 33). С его помощью можно изменять или редактировать термопрофили, а также изменять настройки печи.
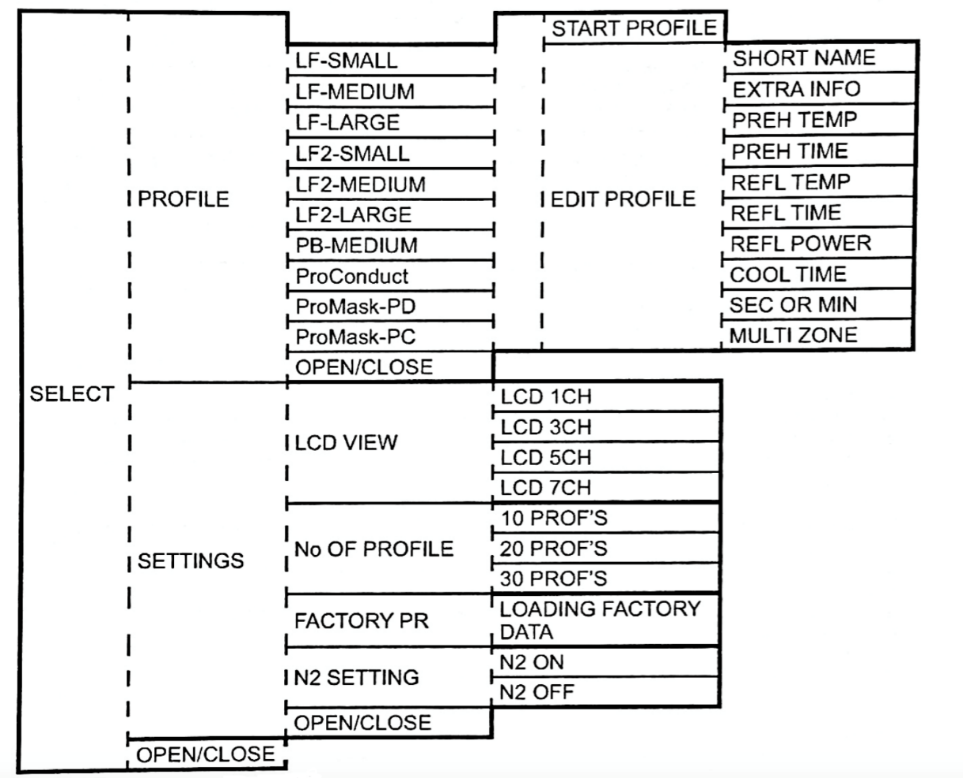
Рисунок 35 – Пункты меню Настройки для создания нового термопрофиля: SHORT NAME: название профиля (10 символов); EXTRA INFO: дополнительное описание профиля (10 символов); PREH TEMP: температура предварительного нагрева (°С), от 50°С макс. 220°С; PREH TIME: время подогрева (секунды или минуты), макс. 999 с или 999 мин; REFL TEMP: температура оплавления (°С), от 50°С макс. 320°С в режиме минут или до макс. 220°С в режиме секунд (в режиме секунд температура всегда должна быть выше температуры предварительного подогрева);
REFL TIME: время оплавления (секунды или минуты), макс. 600 с или 999 мин; REFL PWR: мощность оплавления, распределение мощности нагревателей (в центре 50%, 50% мощности, 75% мощности, 100% мощности); COOLSPEED: скорость охлаждения ПП (0-100%, шаг 10%); COOLTIME: время охлаждения ПП (секунды или минуты), макс. 999 с или 999 мин; SECORMIN: единица времени (секунды или минуты); MULTIZONE: многозональность – задание количества процессов оплавления: ONLYREFL – только оплавление STEP1&REFL – этап 1 и оплавление (следует за этапом 1) S1&S2&REFL – этап 1, этап 2 и оплавление (следует за этапом 1 и этапом 2). Функция MultiZone (многозональность) позволяет повторить не более трех процессов оплавления. Первый процесс оплавления называется «STEP1» (этап 1), второй – «STEP2» (этап 2), а последний процесс оплавления – «REFLOW» (оплавление). С подробным описанием термопрофилей можно ознакомиться в руководстве пользователя (спросить у лаборанта).
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 128; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.156.226 (0.009 с.) |