Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Плёнка для изготовления вакуумных мешковСодержание книги
Поиск на нашем сайте
Вакуумную плёнку (рис. 2.3.) часто относят к основным инфузионным материалам, поскольку именно с ее помощью на поверхности оснастки, с выложенной на ней тканью, изготавливают пакет, который и будет служить вакуумным мешком и обеспечит подачу связующего.
Рис.2.3. Вакуумная пленка Наиболее распространенным материалом, из которого изготавливается вакуумная пленка, является полиамид, однако разработчики этой пленки не рекомендуют ее применять для фенольных связующих. Как правило, толщина вакуумной пленки составляет 50 или 75 мкм. Широкое распространение получили следующие вакуумные пленки: «ВАКПЛЕН-ВТ» ТУ 2255-009-30189225-2015, ВАКПЛЕН» ТУ 2245-001-30189225-2015 и др. Выбор вакуумной пленки во многом зависит от температуры отверждения используемого связующего. Как правило, квалификация формовщика лучше всего видна на операции по изготовлению вакуумного мешка. Это особенно заметно при изготовлении крупногабаритных деталей, имеющих поверхности двойной кривизны. Правильный выбор необходимого размера пленки для изготовления вакуумного мешка является важным фактором. Слишком маленький вакуумный мешок может привести к натяжению вакуумной плёнки, что может стать причиной разрыва плёнки в процессе отверждения связующего. Слишком большой вакуумный мешок потребует большего расхода всех остальных вспомогательных материалов, что приведет к увеличению стоимости получаемого изделия. Пленка сразу же после выкладки (до соединения с вакуумным насосом) должна облегать без натяжения каждый сантиметр поверхности оснастки. Чем больше кривизна оснастки, тем большее количество складок необходимо создать на вакуумном мешке, чтобы обеспечить его плотное прилегание по всей поверхности. В первые секунды после подключения к вакуумному насосу, необходимо вручную прижать пленку к поверхности, особенно на тех участках, где имеются поверхности двойной кривизны. При выполнении данной лабораторной работы используется вакуумная пленка марки Аirtecheconolon.
Характеристика используемого оборудования
Вакуумный насос Вакуумные насосы используются для создания низкого и среднего вакуума. Особенностью вакуумных насосов являются: высокая надежность, высокий ресурс, возможность длительной работы без обслуживания, очень низкий уровень шума, многослойная мембрана, простота обслуживания и низкая стоимость. При проведении лабораторных работ используется вакуумный насос марки INFUSION Vacmobiles 20/2 На рис. 2.4 (а) показано фото лабораторного стола с установленным на нем приспособлении (с выложенным основным и вспомогательным материалом и собранным вакуумным мешком) и с подсоединенным к нему насосом. На рис. 2.4 (б) показано фото манометра, который находится на насосе и по которому студенты фиксируют величину достигнутого вакуума.
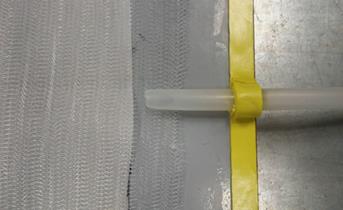
Рис. 2.4. Вакуумный насос с формуемой деталью (а) и манометр (б), показывающий величину созданного разряжения Для подачи связующего устанавливаются вакуумная трубка и трубка для подачи связующего (рис. 2.5).
Рис. 2.5. Фото подведения и крепления вакуумной трубки (а) и вид оснастки (б) Далее осуществляется сборка вакуумного мешка (Рис. 2.6).
а)
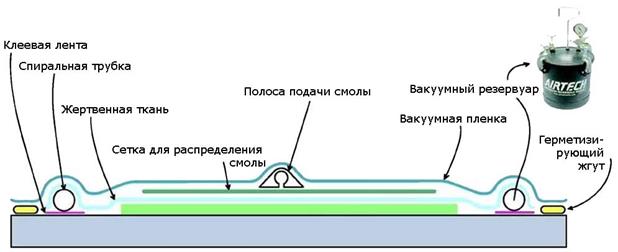
б) Рис. 2.6. Схема (а) и фото (б) изготовления вакуумного мешка
Порядок выполнения работ
1. Получите у преподавателя чертеж детали, оснастку, емкость для приготовления связующего и весь комплект необходимых основных и вспомогательных материалов. Данные по использованию материалов необходимо внести в отчет и оформить рисунок Л2.1 и таблицу Л2.1. 2. При наличии видимых загрязнений очистите поверхность оснастки и нанесите кисточкой на нее тонким слоем (несколько мкм) антиадгезионную смазку. 3. Раскроите стеклянную ткань в соответствии с чертежом. 4. Проведите выкладку ткани на поверхность оснастки в соответствии с заданной схемой армирования. 5. Раскроите вспомогательные материалы: жертвенную ткань, пленку для вакуумного мешка. 6. Проведите выкладку жертвенного слоя ткани. 7. Проведите выкладку инфузионной сетки. 8. Проложите герметизирующий жгут по периметру оснастки. 9. Установите вакуумную трубку и трубку для подачи связующего. 10. Соберите вакуумный мешок. 11. С помощью преподавателя подсоедините вакуумную трубку к вакуумному насос и откачайте воздух под вакуумным мешком. 12. Избавьтесь от наличия воздушных пузырей в ваакумном мешке. 13. Установите трубку для подачи связующего в емкость с ним, обеспечив подачу под вакуумный пакет. 14. Оформите рисунок Л2.2 в отчете. 15. После полной пропитки прекратите подачу связующего, перекрыв доступ зажимом. 16. Поместите весь собранный пакет вместе с оснасткой в термошкаф, установив с помощью преподавателя заданную температуру. Заполните таблицу Л.2.2 отчета. 17. После полного отверждения и охлаждения до комнатной температуры формуемой детали, проведите ее съем с поверхности оснастки. Эта операция выполняется на следующий день или на следующем лабораторном занятии. 18. Удалите жертвенный слой.
Готовую деталь сохраните, поскольку она будет использована при выполнении последующих лабораторных работ в качестве исходного материала. Требования к содержанию отчета В процессе выполнения лабораторной работы № 2 студенты заполняют отчет по форме, указанной в Приложении 3.
2.5. Контрольные вопросы
1. Преимущества и недостатки инфузионной технологии по сравнению с использованием препрегов. 2. Преимущества и недостатки используемого связующего. 3. Назначение жертвенной ткани. 4. Назначение инфузионной сетки. 5. Можно ли изготовить деталь методом вакуумной инфузии без использования жертвенной ткани? 6. Можно ли изготовить деталь методом вакуумной инфузии без использования инфузионной сетки? 7. Перечислите все вспомогательные материалы, которые используются в технологии вакуумной инфузии при изготовлении деталей из стеклопластиков. 8. Перечислите последовательность выкладки основных и вспомогательных материалов. 9. Какие существуют ограничения на выбор всех вспомогательных материалов? 10. Влияние качества подготовки поверхности оснастки на характеристики отформованной детали.
ЛАБОРАТОРНАЯ РАБОТА № 3
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 430; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.71.213 (0.006 с.) |
|||||||||||||||||||||||||||||||||||||||||||||