
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кафедра автомобили, тракторы и технический сервисСодержание книги
Поиск на нашем сайте
Кафедра автомобили, тракторы и технический сервис ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ МЕТОДИЧЕСКИЕ УКАЗАНИЯ К лабораторным работам для обучающихся по направлению подготовки Автомобили и автомобильное хозяйство САНКТ-ПЕТЕРБУРГ 2021 УДК 631.3 ББК 46.0-4
А.А.Федорищев Технология машиностроения. методические указания к лабораторным работам для обучающихся по направлению подготовки 190.601.65 Автомобили и автомобильное хозяйство. – СПб.: СПбГАУ, 2018. – 42 с.
Рецензенты: Э.П. Бабенко, к.т.н., доцент кафедры «Технические системы в агробизнесе» ФГБОУ ВПО СПбГАУ С.Н. Перцев, к.т.н., доцент кафедры «Технические системы в агробизнесе» ФГБОУ ВПО СПбГАУ Методические указания предназначены для обучающихся по дисциплине «Технология машиностроения» по направлению подготовки 190.601.65 Автомобили и автомобильное хозяйство. Рекомендованы к изданию и публикации на электронном носителе для последующего размещения в электронной сети ФГБОУ ВО СПбГАУ Учебно-методическим советом СПбГАУ, протокол № 0 от 00.00.2021 года
© А.А.Федорищев, 2021 © ФГБОУ ВО СПбГАУ, 2021 ОГЛАВЛЕНИЕ
Общие методические указания Лабораторные работы выполняются в лаборатории резания. Выполнению лабораторных работ предшествует самостоятельная подготовка студентом изучаемой темы. Перед выполнением лабораторной работы студенты должны пройти инструктаж по технике безопасности и поставить роспись в журнале о его получении. Лабораторные работы студенты выполняют индивидуально или в составе бригады на отведенных рабочих местах. Содержание работы определено порядком выполнения соответствующей лабораторной работы. По окончании лабораторной работы необходимо каждому студенты оформить отчет по установленной форме. Отчет должен быть выполнен аккуратно и иметь все требуемые рисунки, схемы, расчеты и ответы на поставленные вопросы.
Лабораторная работа № 1 Влияние режимов резания при точении на шероховатость обработанной поверхности
1 Предварительная подготовка 1.1. Количественная оценка шероховатости поверхности (по СТ СЭВ 638-77 и ГОСТ 2789-73). 1.2. Обозначение шероховатостей поверхностей деталей. 1.3. Влияние шероховатости поверхностей детали на качество машин. 1.4. Средства измерения шероховатости. Используемое оборудование, инструменты и материалы 2.1. Токарный станок. 2.2. Режущий инструмент: проходные резцы (TI5К6, ЭЛЬБОР-Р). 2.3. Образцы заготовок (d = 40…80 мм, ℓ =300 мм, материал сталь 45). 2.4. Образцы шероховатости поверхности. 2.5. Угломеры.
Порядок выполнения работы 3.1.Установить заготовку на станке и закрепить. 3.2. Провести пять опытов путем точения шеек заготовки из стали 45 с различными скоростями резания. Режимы резания: скорость резания (υ) - 5; 20; 40; 80; 160 (м/мин.); глубина резания (t) – 0,5мм; подача (S) – 0,15…0,20 мм/об; радиус (r) – 0,1…0,2 мм; угол γ – положительный. 3.3. Провести пять опытов путем точения шеек заготовки из стали 45 с различными подачами. Режимы резания: S – 0,07; 0,15; 0,30; 0,50; 0,80 мм/об; υ = 80 м/мин; t = 0,5 мм; r = 0,1…0,2 мм. 3.4. Провести четыре опыта путем точения шеек заготовки из стали 45 с различными глубинами резания. Режимы резания: t = 0,1; 0,5; 1,0; 1,5; 2,0 мм; υ = 80 м/мин; S = 0,15 мм/об; r = 0,1…0,2 мм. 3.5. Провести четыре опыта путем точения шеек заготовки из стали 45 с различными радиусами при вершине резца. Режимы резания: r = 0,1; 0,5; 1,0; 2,0 мм; υ =80 м/мин; S = 0,5 мм; t = 0,5 мм. 3.6. Определить высоту неровностей с помощью образцов шероховатости поверхности или переносного прибора для замера шероховатости. 3.7. Результаты измерения занести в протокол испытаний. 3.8. Построить графические зависимости: R а = f (υ); R а = f (S); R а = f (t); R а = f (r). Содержание отчета 4.1. Заполненный протокол испытаний. 4.2. Графическое изображение зависимости шероховатости поверхности от режимов резания. 4.3. Выводы. Выявить характер влияния скорости резания, подачи, глубины резания, радиуса при вершине, материала заготовки, материала инструмента на шероховатость обработанной поверхности. Протокол испытаний
Графики полученных зависимостей по результатам испытаний (четыре графика)
Лабораторная работа № 2 Определение погрешности токарной обработки 1 Предварительная подготовка 1.1. Погрешности классифицируются на случайные, систематические и грубые. 1.2. Технологические факторы, влияющие на образование погрешности. Порядок выполнения работы 3.1. Установить и закрепить в 3-х кулачковом патроне с поджатием задним центром вала с 25 шейками. 3.2. Методом индивидуального получения заданного размера точить каждую шейку вала в установленный размер. Режим резания: υ= 80 м/мин; S = 0,2 мм/об; t = 0,5 мм. 3.3. Замерить микрометром диаметры всех 25 шеек в среднем сечении. Результаты замеров внести в таблицу. 3.4. Провести разбивку замеров на 5 интервалов и построить опытную кривую распределения, используя данные таблицы. 3.5. Построить опытную кривую распределения и отложить на ней заданные предельные отклонения на операционный размер.
Пример. Произвести математическую обработку результатов измерения партии из 50 валиков для определения величины рассеивания и построения эмпирической и теоретической кривых распределения. Диаметр валика 17,20 –0,03+0,05 Заготовки обработаны при одной настройке станка по методике, описанной выше. без смены Диаметры валиков измерены микрометром МК 25. Результаты измерения диаметров валиков после их распределения в восьми интервалах (корень квадратный из 50) с точностью 0,01 мм сведены в табл.1.
Таблица 1
Среднеквадратическое отклонение результатов обработки валиков
где n – общее количество деталей, (
Для упрощения расчетов составляем табл.2 После заполнения графы 4 определим средний арифметический размер:
В результате расчета по графам 5 и 6 получаем после суммирования величины графы 7:
Таблица 2
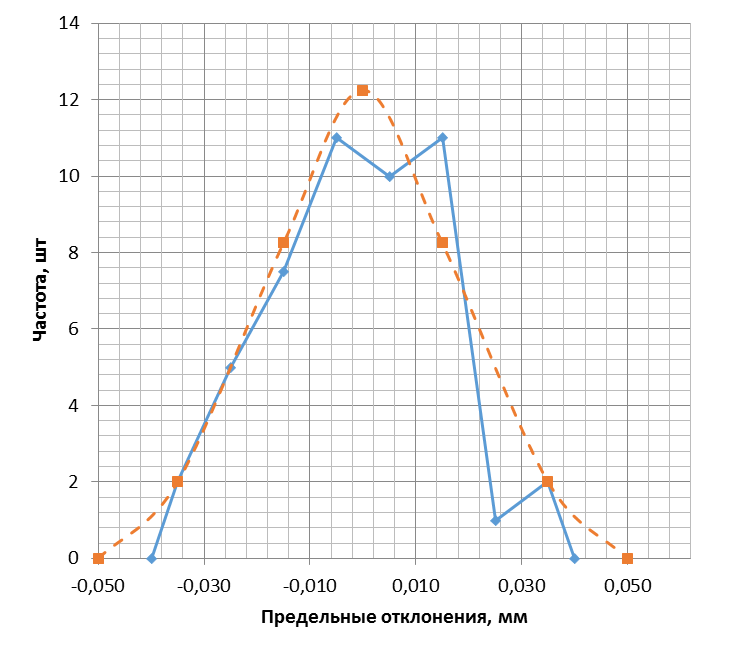
Примечание - В графах 6 и 7 для упрощения расчетов отклонения xi умножаем на 100 и, чтобы компенсировать изменение величин, умножаем на По данным табл.1 строим кривую эмпирического распределения. Откладываем по оси ординат значения m, а по оси абсцисс – значения d i в соответствующем интервале (рис.1, сплошная линия).
Для построения теоретической кривой нормального распределения по оси абсцисс откладываем значения размеров di = Для размера
Найдем вторую и третью точки – y 2 и y 3. Ордината для точек перегиба будет при
Рис. 1 Кривые эмпирического и теоретического нормального распределения.
Кривая нормального распределения простирается в обе стороны в бесконечность и асимптотически приближается к оси абсцисс. Можно принять, что y 4 = y 5 = 0 при Для сопоставления теоретической кривой нормального распределения с эмпирической кривой распределения фактических размеров следует привести вычисленные значения y к масштабу, в котором вычерчена кривая распределения фактических размеров. Для этого значения y 1, y 2, y 3, y 4 и y 5 следует умножить на n и 𝛥 d (где n – общее число деталей, 𝛥 d – интервал размеров) и подставить значения 𝜎:
В соответствии с полученными данными строим теоретическую кривую нормального распределения (рис.1). Суммарная погрешность при обработке валика составила
Допуск на точение валика составлял 0,09 мм. Погрешность токарной обработки валика превысила установленный допуск и привела к появлению брака (заштрихованный участок площади, ограниченной эмпирической кривой)
Содержание отчета 7.1. Наименование станка, модель, техническая характеристика. 7.2. Данные об измерительных средствах: 7.3. Эскиз заготовки. 7.4. Материал режущего инструмента. 7.5. Режимы резания. 7.6. Результаты замеров 7.7. Составление таблиц: интервалов, частоты, квадратов отклонений (см. табл.1и 2). 7.8. Построение кривых эмпирического и теоретического нормального распределения с расчетами. 7.9. Основной вывод о соответствии полученных размеров шеек при токарной обработке заданному допуску.
Графики кривых распределения размеров шеек при токарной обработке
Лабораторная работа № 3 Определение погрешности закрепления заготовки в 3- х кулачковом и в цанговом патронах
1 Предварительная подготовка Погрешности закрепления заготовок в 3 х- кулачковом и цанговом патронах могут быть исследованы методом построения графика радиальных смещений заготовки в зависимости от способа установки. Для установления погрешностей закрепления для каждого из исследуемых способов установки показания индикатора сводятся в протокол измерений, служащие в дальнейшем основанием для построения графика радиальных смещений заготовки после выполнения необходимых расчетов по определению величины рассеивания и параметров распределения Затем строится график радиальных смещений, где по оси ординат откладывается частость в процентах, а по оси абсцисс – радиальные смещения заготовки в миллиметрах. Этот график позволит определить величину рассеивания радиальных смещений и их максимальное значение. Порядок выполнения работы 1. Навернуть на шпиндель токарного станка 3-х кулачковый патрон. 2. Установить обрабатываемую заготовку в 3-х кулачковый патрон. 3. В этом положении подвести суппорт с укрепленным в державке резцедержателя индикатором (цена деления 0,01 мм), измерительный наконечник которого должен касаться наружной поверхности закрепляемой заготовки по линии центров с натягом 1 мм; после чего закрепить суппорт и установить стрелку индикатора на нуль. 4. Многократно устанавливая и закрепляя заготовку (25 раз), записывать показания индикатора, фиксирующего величину радиального биения (погрешности) при повороте заготовки на 360°. 5. Обработать результаты измерений и составить отчет с заключением (см. лабораторную работу №2). Порядок выполнения работы 1. Установить в шпинделе токарного станка цанговый патрон. 2. Установить обрабатываемую заготовку на цангу. 3. В этом положении подвести суппорт с укрепленным в державке резцедержателя индикатором (цена деления 0,002 мм), измерительный наконечник которого должен касаться наружной поверхности закрепляемой втулки по линии центров с натягом 1 мм, после чего закрепить суппорт и установить стрелку индикатора на нуль. 4. Многократно устанавливая и закрепляя заготовку (25- раз) записывать показания индикатора, фиксирующего величину радиального биения при повороте заготовки на 360°. 5. Обработать результаты замеров и составить отчет с заключением (см. лабораторную работу №2).
Содержание отчета 1. Наименование работы. 2. Данные об измерительных средствах. 3. Эскиз схем установок заготовок в 3х кулачковом и цанговом патронах. 4.Заполнить протоколы измерений № 1 и № 2 5. Графическое построение эмпирических кривых распределения радиальных смещений заготовки в 3-х кулачковом и цанговом патронах. 6. Выводы о погрешности установки заготовок в 3х кулачковом и цанговом патронах
Протокол измерений № 1
Протокол измерений № 2
Эмпирические кривые распределения радиального биения заготовки при различных способах крепления
Лабораторная работа № 4 Определение жесткости станка Общие указания Погрешности, возникающие в результате упругих деформаций системы СПИД, могут достигать 20-80% от суммарной погрешности обработки. Наиболее существенное влияние на размер обрабатываемой заготовки оказывают перемещения звеньев СПИД в направлении, нормальном к обработанной поверхности, которые, в основном, обусловлены действием составляющей силы резания Р y. Поэтому, жесткостью системы СПИД принято называть отношение радиальной составляющей силы резания Р y к смещению лезвия режущего инструмента относительно заготовки, отсчитываемому по нормали к обработанной поверхности, при действии всех составляющих сил резания. Жесткость системы СПИД определяется по формуле:
Для определения жесткости станка существует производственный метод. Производственный метод испытания жесткости металлорежущих станков основан на принципе обработки заготовок с неравномерным припуском (переменной глубиной резания за счет эксцентриситета, конусности или ступенчатости заготовки). Величина упругих перемещений системы Для реализации производственного метода берут резец и заготовку повышенной жесткости. Тогда можно принять
Формула для определения жесткости станка выводится на основании известных зависимостей теории резания. То есть от действующей на заготовку и резец радиальной составляющей силы резания Радиальная составляющая
Где:
t – глубина резания, мм. S – подача, мм/об. V - скорость резания, м/мин.
Таблица №1. Значения показателей степени в формуле расчета радиальной силы резания при точении.
Величина
Тогда смещение режущего инструмента от обрабатываемой поверхности цилиндрической заготовки можем рассчитать по формуле (7.5)
Или погрешность обработки при точении ступенчатой заготовки (суммарное смещение режущего инструмента) будет выглядеть следующим образом.
Погрешность обработки
Ступенчатость обработанной поверхности в нашем случае является причиной образования погрешности обработки, так как при обработке ступенчатой заготовки глубина резания изменяется от tmax до tmin, соответственно и смещение лезвия режущего инструмента будет изменяться от 𝒴 max до 𝒴 min. Тогда жесткость станка будет равна:
Где Жесткость универсальных токарных станков по паспорту приведена в таблице №2
Таблица №2 Содержание отчета 1. Наименование работы. 2. Наименование станка, модель. 3. Эскиз, поясняющий упругие деформации ступенчатой заготовки при ее точении за один рабочий ход. 4. Расчет жесткости станка по результатам эксперимента и измерений. 5. Выводы.
Протокол испытаний Заготовка |
Диаметры шеек заготовки, мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| 
| 
| 
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| До испытаний | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| После испытаний | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 ;
; - действительные размеры;
- действительные размеры;  - средний размер;
- средний размер;  – частота события;
– частота события; = 50).
= 50). =
=  -
-  мм.
мм. ;
;
 .
.





 по оси ординат откладываем частоту
по оси ординат откладываем частоту
 .
.
 .
. при xi = 0
при xi = 0

 при
при 

 =0,984 мм
=0,984 мм и
и  .
. , Н/мм (4.1)
, Н/мм (4.1) при обработке заготовки на токарном станке зависит от перемещений узлов станка 𝒴 ст приспособлений 𝒴 пр, режущего инструмента 𝒴 ин и обрабатываемой заготовки 𝒴 заг .
при обработке заготовки на токарном станке зависит от перемещений узлов станка 𝒴 ст приспособлений 𝒴 пр, режущего инструмента 𝒴 ин и обрабатываемой заготовки 𝒴 заг . и следовательно
и следовательно (4.3)
(4.3) и смещению резца от заготовки
и смещению резца от заготовки  в горизонтальной плоскости.
в горизонтальной плоскости. может быть рассчитана по следующей формуле:
может быть рассчитана по следующей формуле:
 , Н ( 4.4 )
, Н ( 4.4 ) – коэффициент, зависящий от механических свойств обрабатываемого материала и применяемого режущего инструмента.
– коэффициент, зависящий от механических свойств обрабатываемого материала и применяемого режущего инструмента. ;
;  ;
;  - показатели степени
- показатели степени – коэффициент, учитывающий изменение условий работы в зависимости от углов резца, обрабатываемого материала, охлаждения и других факторов. Для нашего опыта принимаем этот коэффициент для стали равным единице. Остальные параметры для формулы (4.3) приведены в таблице №1.
– коэффициент, учитывающий изменение условий работы в зависимости от углов резца, обрабатываемого материала, охлаждения и других факторов. Для нашего опыта принимаем этот коэффициент для стали равным единице. Остальные параметры для формулы (4.3) приведены в таблице №1.

 (для заготовки из стали 45).
(для заготовки из стали 45). (4.5)
(4.5) ( 4.6 )
( 4.6 ) будет равна.
будет равна. =
=  . (4.7)
. (4.7) , н/мм (4.8)
, н/мм (4.8) – уточнение . (4.9)
– уточнение . (4.9)Расчёт жёсткости станка
Вывод
Лабораторная работа № 5
Определение размерного износа резца в зависимости от пути и скорости резания
Общие указания
В первой части работы исследуются зависимость размерного износа резца от длины пути резания; для этого производят наблюдение за изменением расстояния от вершины резца до заданной измерительной базы. Причем, для исключения влияния температурных деформаций, перед каждым измерением резец определенные интервалы времени работы резца: 2…5 мин.
Во второй части работы повторяют все вышеприведенные приемы, однако вместо интервалов времени работы резца в режиме резания изменяется скорость резания, при этом длина пути резания задается.
После каждого измерения скорости резания и прохождения резцом заданной длины пути резания резец снимают, охлаждают и в индикаторном устройстве измеряют величину размеренного износа, после чего определяют относительный износ и строят график.
2 Необходимое оборудование, инструменты и материалы
1. Токарный станок.
2. Заготовка (сталь), диаметр 30…50 мм, длина 500…1000 мм.
3. 3-х кулачковый токарный патрон.
4. Центр вращающийся.
5. Индикаторное устройство (цена деления индикаторной головки 1…2 мкм).
6. Режущий инструмент – твердый сплав, быстрорежущая сталь.
Порядок выполнения работы
Часть I. Определение размерного износа в зависимости от пути резания
1. Установить резец в индикаторном устройстве с плотным прилеганием к боковым и торцевым упорам.
2. Касаясь измерительным стержнем индикаторной головки (с натягом) вершины резца, установить относительный размер.
3. Установить резец в резцедержателе по шаблону так, чтобы его ось была перпендикулярна оси вращения шпинделя.
4. Точить заготовку на режиме: скорость резания υ = 150…200 м/мин, подача S = 0,1…0,2 мм/об, глубина резания t = 0,1…0,2 мм.
5. При достижении заданного интервала времени (2 мин) снять резец и охладить до комнатной температуры (в воде).
6. Установить резец в индикаторном устройстве, выдержав первоначальное положение.
7. Произвести измерение радиального износа. Повторить 3 раза.
8. Определить путь резания (скорость резания и время работы в мин. известны) и относительный износ.
9. Установить резец в резцедержателе и продолжить точение заготовки в течении двух минут.
10. Снять резец, охладить и в индикаторном устройстве измерить радиальный износ (повторить три раза).
11. Установить резец в резцедержателе и продолжить точение заготовки в течении двух минут.
12. Снять резец, охладить и в индикаторном устройстве измерить радиальный износ. Повторить три раза.
13. Результаты измерений внести в протокол измерений.
Часть II. Определение размерного износа в зависимости от скорости резания
1. Выполнить приемы, указанные в пунктах 1…3 части I данной работы.
2. Точить заготовку на режиме: подача S =0,1…0,2 мм/об, глубина резания t = 0,1…0,2 мм, скорость резания υ - 10, 40, 80, 120, 150 м/мин при одном и том же пути резания.
3. После прохода заданного пути резания резец снять и охладить до комнатной температуры (в воде).
4. В индикаторном устройстве измерить радиальный износ. Повторить три раза.
5. Результаты измерений внести в протокол измерений.
Содержание отчета
1. Наименование работы.
2. Наименование станка, модель, техническая характеристика.
3. Данные об измерительных средствах:
Наименование, цена деления, погрешность.
4. Схема измерения размерного износа.
5. Характеристика обрабатываемого материала.
6. Марка пластинки твердого сплава (быстрорежущей стали).
7. Режимы резания.
8. Протокол измерений.
9 График зависимости размерного износа от пути резания и скорости резания.
10.Выводы.
Протокол испытаний
| Этап работы | Путь резания, м | Скорость резания, м/мин. | Размерный износ, мкм |
| 1-ый | |||
| 2-ой | |||
Графики по результатам испытаний.
Лабораторная работа № 6
Разработка маршрутной технологии обработки вала.
Порядок выполнения работы.
Й этап
6.1 Получить рабочий чертёж вала.
6.2 Составить предварительный маршрут обработки вала.
6.3 Согласовать с преподавателем маршрут обработки вала.
6.4 Вписать в маршрутную карту согласованный маршрут с выделением технологических операций и технологических переходов.
Й этап
6.5. Приступить к изготовлению вала по разработанной маршрутной технологии под руководством учебного мастера.
6.6. На каждой технологической операции установить и закрепить заготовку и на установленных учебным мастером режимах резания выполнить последовательно все технологические переходы, контролируя размеры. После завершения технологической операции ослабить и снять заготовку со станка.
6.7. На каждой технологической операции замерить секундомером время на установку и закрепление заготовки, на переустановку заготовки, на снятие заготовки со станка.
6.8. На каждой технологической операции замерить секундомером время на выполнение всех технологических переходов, которое затрачивается на обработку резанием заготовки с момента её закрепления до начала снятия со станка (оперативное время).
6.9. Заполнить протокол испытаний.
6.10. Заполнить маршрутную карту.
Содержание отчёта.
7.1. Протокол испытаний.
7.2. Маршрутная карта.
7.3. Расчёт штучно-калькуляционного времени Т шт.к.
Протокол испытаний
| Технологи-ческие операции | Вспомогательные и технологические переходы | Твс | Твс+То (Топ) | Тдоп | Тшт | Тшт.к |
| 005 Токарная | Подрезание торца, зацентровка, точение предварительное, переустановка, подрезание торца, зацентровка, точение предварительное наружной поверхнос-ти заготовки. | |||||
| 010 Токарная | Точение начисто, переустановка, точение начисто наружной поверхности заготовки. | |||||
| 015 Фрезерная | Фрезерование лыски, шпоночного паза, квадрата и т.п. | |||||
| 020 Сверлиль- ная. | Сверление радиального отверстия. | |||||
| 030 Шлифова- льная. | Шлифование наружной поверхности заготовки с переустановкой |
Лабораторная работа № 7
Разработка маршрутной технологии обработки втулки
Порядок выполнения работы.
Й этап
6.1. Получить рабочий чертёж втулки.
6.2. Составить предварительный маршрут обработки втулки.
6.3. Согласовать с преподавателем маршрут обработки втулки.
6.4. Вписать в маршрутную карту
|
| Поделиться: |



