Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Правила внутреннего трудового распорядкаСодержание книги
Поиск на нашем сайте
Правила внутреннего трудового распорядка Правила внутреннего трудового распорядка в ОАО «Научно-производственная корпорация «Уралвагонзавод» утверждены приказом №745/к от 25 марта 2011 года и регламентируют порядок приема, перевода и увольнения Работников; основные права, обязанности и ответственность сторон трудового договора, режим работы, время отдыха, меры поощрения и взыскания, применяемые к работникам, а также иные вопросы регулирования трудовых отношений в обществе. Общие положения: 1. В соответствии с Конституцией Российской Федерации труд свободен и каждый имеет право свободно распоряжаться своими способностями к труду, выбирать род деятельности и профессию, а также право на защиту от безработицы. 2. Правила внутреннего трудового распорядка имеют цель способствовать укреплению трудовой дисциплины, рациональному использованию рабочего времени, улучшению качества выпускаемой продукции, повышению производительности труда и сохранению имущества предприятия. 3. Все вопросы, связанные с применением правил, решаются администрацией предприятия и настоящими правилами, совместно или по согласованию с профсоюзным комитетом. Правила внутреннего распорядка включают в себя: - Заключение трудового договора. Расторжение трудового договора. - Основные права и обязанности работников предприятия. - Основные права и обязанности работодателя. - Режим работы и время отдыха. - Порядок предоставления отпусков. - Применяемые к работникам меры поощрения. - Применяемые к работникам меры взыскания. Основные правила, действующие на предприятии: 1.Запрещен пронос через проходную наркотических веществ, алкогольных напитков, видео- и аудиокассет, чертежей и другой технической документации. 2.Запрещается находится на территории завода в нетрезвом состоянии и под действием наркотических веществ. Режим работы на предприятии определяется графиком режима работы, который утверждается генеральным директором предприятия с учетом профсоюзного комитета предприятия. Основные положения: - в соответствии с установленным режимом труда всем работникам предоставляются выходные дни, - начало и окончание работы, время перерыва для отдыха и питания определяется в точном соответствии с графиком режима работы. - до начала работы работник обязан отметить свой приход на работу путем сдачи пропуска в табельное бюро, а по окончании рабочей смены - уход с работы путем получения пропуска в табельном бюро. - работник обязан приходить на работу в смену предусмотренную графиком. Неявка на работу в свою смену по неуважительным причинам считается прогулом. - переход работников из одной смены в другую производится во главе с мастером, за которым они закреплены.
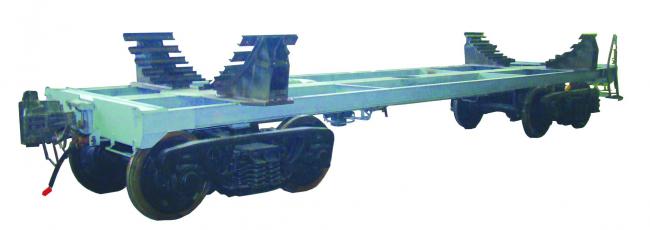
2 ОСНОВНАЯ ЧАСТЬ Описание изделия Нефтеналивная цистерна – железнодорожное транспортное средство для (нефтеналивных) грузов, опасных жидкостей. Данная конструкция дает возможность транспортировать нефтепродукты до пункта назначения любым видом транспорта без промежуточной перегрузки. Цистерна изготавливается из низколегированных марок сталей, с обеспечением эксплуатационной надежности в диапазоне температур воздуха от -50°С до +50°С.
Рис.1 Вагон – цистерна Технические характеристики вагон цистерны: - грузоподъемность, т, не более 73 - масса тары, т 27,7+0,55 - нагрузка осевая, кН (тс)245,0 (25,0) - длина по осям сцепления автосцепок, мм, не менее 12020 7800 - параметры котла: - объем полный, м3 75 73,5 3000 объем полезный, м3 11194 0,069 - диаметр внутренний, мм - длина, мм (0,7) 120 - рабочее давление в котле, МПа, не более 0,069 - конструкционная скорость, км/ч 120 Опора – особо ответственный узел вагон – цистерны, который стоит на раме и служит для крепления котла цистерны на раме. Опора представляет собой сварную металлоконструкцию с габаритами в плане 990 мм Основной металл - низколегированная сталь 09Г2С.
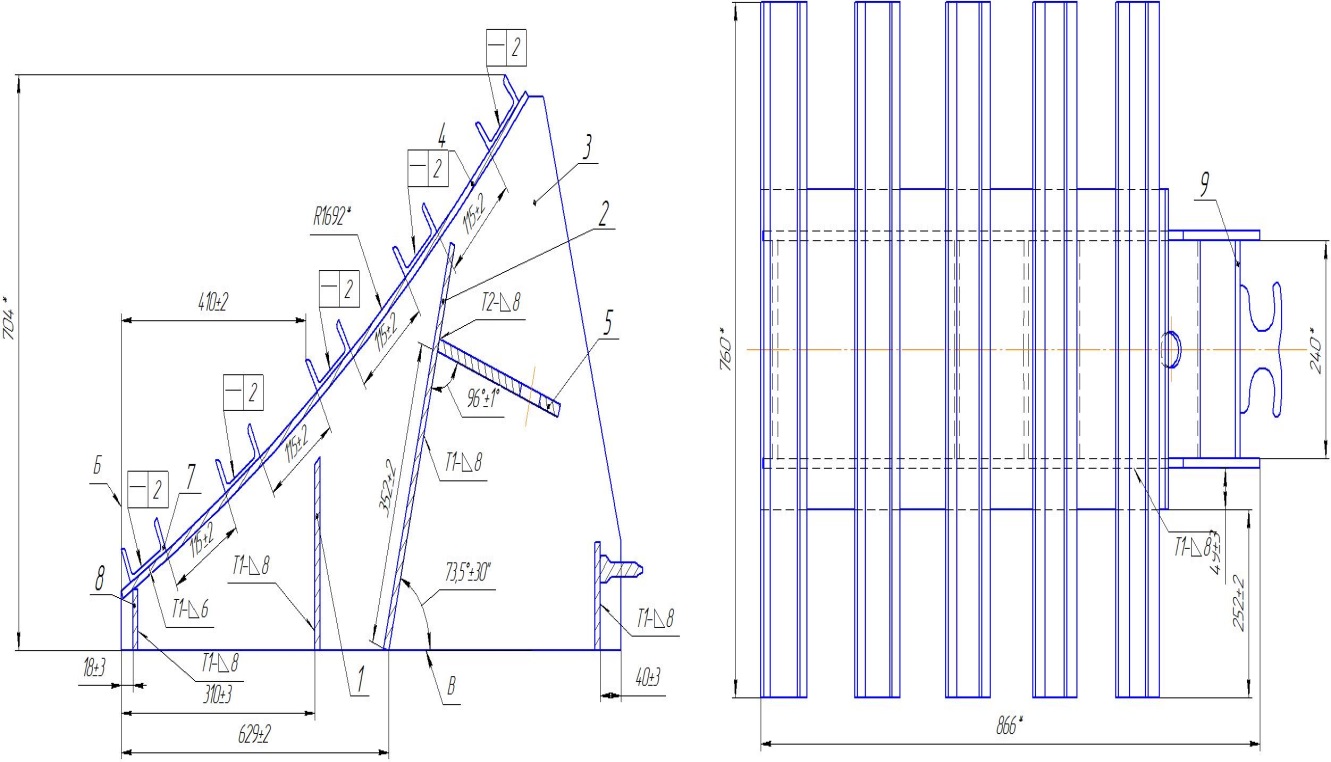
Рис.2 Опоры котла
Для закрепления котла на раме используются 4 опоры. Опоры состоят из: - ребро – 4 шт. - диафрагма – 2 шт. - кронштейн тяговый – 1 шт. - желоб – 5 шт. - планка – 1 шт.
3.2 технологический процесс изгот… опоры
Разработка технологического процесса изготовления сварной конструкции завершается разработкой карты технологического процесса, где должны быть изложены все требования к выполнению сварного соединения, включая подготовку кромок, сборку, последовательность сварки, режимы сварки, подогрев кромок, термическую обработку, объём и методы контроля, требования к качеству.
Таблица 1 – Технология изготовления опоры-котла
Скомплектовать детали согласно комплектовочной карте. Проверить наличие клейм годности и отсутствие механических повреждений на скомплектованных деталях. Очистить поверхность листа верхнего и желобов при наличии на них ржавчины и сварочных брызг. Предъявить лист верхний и желоб (5 шт.) работнику БТК. Загрунтовать листа верхнего и желоба с помощью кисти на один слой. Сборка-прихватка. Уложить диафрагму на стол вручную, установить на нее приспособление и установить ребро по приспособлению. Прихватить ребро к диафрагме. Собрать ребро с кронштейном тяговым и прихватить. Установить ребро с кронштейном тяговым на диафрагму по приспособлению и прихватить. Зачистить прихватки. Предъявить собранный узел контролеру БТК. Установить узел на плиту. Установить вторую диафрагму вручную на ребро. Прихватить ребра на планку ко второй диафрагме по 4 прихватки на каждую деталь. В процессе прихватки подбить ребра по угольнику относительно плоскости диафрагмы. Кантовать узел на 90°. Установить лист верхний на диафрагму. Прихватить верхний лист. Кантовать узел на 180°. Установить желоб на верхний лист. Повторить для остальных 4 желобов. Зачистить прихватки, предъявить опору контролеру БТК. Сварка. Кантовать опору на 90°. Приварить ребра к диафрагме сварным швом катетом 8. Приварить планку к ребру. Приварить планку к диафрагме сварным швом катетом 8. Приварить кронштейн тяговый к ребру сварным швом катетом 10. Кантовать опору на 180° повторить приварки ребер, планки ко второй диафрагме. Кантовать Кантовать опору на 90° листом верхним вниз. Приварить верхний лист к диафрагме. Кантовать опору на 180°, приварить желоба к верхнему листу швами катетом 6. Зачистить сварные швы. Предъявить опору контролеру БТК. В базовом варианте сварка опоры - механизированная в среде СО2. В качестве оборудования применяется сварочный полуавтомат А 1197Г и источник питания ВС 300 Предлагается: - замена сварочного полуавтомата на установку для механизированной сварки типа PHOENIX 401; - замена защитного газа на смесь газов – Аr + СО2.
3. 3 Анализ технологичности конструкции. Сборка и сварка опоры должна выполняться в соответствии с техническими условиями, согласно которых: - необходима подготовка деталей и узлов к сварке, очистка их окалины, ржавчины, масла и других загрязнений; Разработке технологического процесса предшествует изучение конструкции изделия, технологический контроль сборочного чертежа и технических условий приемки. При объективной оценке технологичности конструкции, их деталей и узлов, учитывают ряд положительных факторов, определяющих технологичность конструкции. К ним относится: 1. правильность выбора видов сварки; 2.оптимальность расчленения изделия на сварные узлы; 3. целесообразность применяемого сварочного оборудования; 4. обоснованность выбора сборочно-сварочных приспособлений и инструментов; 5. обоснованность рассчитанных режимов сварки; 6. соответствие марок электродов, флюсов и электродной проволоки; 7. Рациональность организации рабочих мест; 8. Правильность выбора методов контроля. Технологичной считается конструкция, обеспечивающая наиболее простое, быстрое и экономичное изготовление при обязательном соблюдении необходимых условий прочности, устойчивости, выносливости и других эксплуатационных качеств, т.е. в которой соблюдается соответствие прогрессивных конструктивных решений передовым технологическим возможностям производства. Вывод: На основании анализа уровня технологичности изготовления опоры кртла вагон – цистерны можно сделать вывод, что конструкция технологична, но для повышения технологичности предлагаются следующие изменения: -- замена сварочного полуавтомата на установку для механизированной сварки типа PHOENIX 401; - замена защитного газа на смесь газов – Аr + СО2. Это приведет к снижению трудоемкости, расхода эл/ энергии, повышению культуры производства и следовательно снижению себестоимости изделия
3.4 Безопасность жизнедеятельности Безопасность жизнедеятельности - это наука о сохранении здоровья и безопасности человека, призванная выявлять и идентифицировать опасные и вредные факторы, разрабатывать методы и средства защиты человека путем снижения степени влияния опасных и вредных факторов до приемлемых величин; вырабатывать меры по ликвидации последствий чрезвычайных ситуаций. Это область знаний, в которой изучаются опасности, угрожающие человеку, закономерности их проявления и способы защиты от них. Охрана труда - это система законодательных актов и норм, социально- экономических, организационных, технических, гигиенических и лечебно- профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда. Задача охраны труда - свести к минимуму вероятность поражения или заболевания работающего с одновременным обеспечением комфорта при максимальной производительности труда. Для улучшения условий труда на предприятиях осуществляется комплексная механизация важнейших производственных процессов, механизация ручного труда, внедрение научной организации труда и совершенного высокопроизводительного оборудования. Кроме того, необходимо соблюдение действующих норм и правил по технике безопасности, которые изложены в документах, утвержденных в установленном законом порядке - инструкциях, стандартах, правилах, нормах и т.д. Улучшение условий труда, повышение его безопасности влияют на результаты производства, на производительность труда, качество и себестоимость выпускаемой конструкции. Человек может переносить умеренные изменения факторов производственной среды без заметного ухудшения работоспособности благодаря деятельности регуляционных механизмов управляемых центральной нервной системой. Эти механизмы обеспечивают связь организма человека с условиями окружающей среды и "поддерживают температуру тела, химический состав крови и прочее в сравнительно узких пределах колебаний. Если же изменения окружающих условий превосходят возможности регуляционных механизмов человека, то ухудшается деятельность его организмов чувств, центральной нервной системы и (или) мышц и желез. Следствием такого нежелательного явления может стать не только, снижение работоспособности, но и несчастный случай. Поэтому при нормировании уровня шума, параметров микроклимата, интенсивности различных видов излучений, других факторов производственной среды обычно устанавливают такие диапазоны (оптимальные и допустимые нормы), зашкаливание за которые ведет лишь к первым признакам нарушения здоровья человека, определяемым современными методами.
3.4.1. Анализ вредных и опасных факторов Успех работы по улучшению условий труда в большей степени зависит от правильного анализа состояния и оценки этого состояния, как по отдельным элементам, так и по какому-либо показателю. Таким показателем, который бы с достаточной для практики точностью учитывал разнокачественное влияние всех элементов условий труда, в настоящее время принят показатель тяжести труда. Тяжесть труда характеризует совокупное воздействие всех элементов, составляющих условия труда, на работоспособность человека, его здоровье, жизнедеятельность и восстановление рабочих сил. При производстве сборочно-сварочных работ имеют место следующие основные виды опасностей: поражение людей электрическим током, поражение глаз и кожи сварщиков, а так же окружающих рабочих лучом электрической дуги, ожог от брызг металла в процессе сварки, ушибы и ранения в процессе сборочно-сварочных работ, отравление вредными газами и пылевидными окислами металлов, выделяющихся при сварке. В данной преддипломной практике предусмотрена ряд мероприятий, исключающих вышеперечисленные опасности и вредности.
3.2 Мероприятия по технике безопасности Сварщик должен хорошо знать применяемое сварочное оборудование, владеть безопасными приемами выполнения основных операций, правильно применять средства защиты, строго выполнять правила и требования безопасности труда. При выполнении электросварочных работ, операций, связанных с транспортировкой узлов и заготовок с помощью грузоподъемного крана руководствоваться действующими на предприятии инструкциями и общими требованиями безопасности труда. Для снижения концентрации вредных веществ на рабочем месте до предельной допустимой концентрации применяем местную вентиляцию фирмы «Плюмовент». Для предотвращения поражения кожи и глаз, окружающих рабочих предусмотрены специальные брезентовые ширмы, а щитки и маски с защитными стеклами служат для защиты зрения. Электросварщик должен работать в специальной одежде - куртка брезентовая и брюки, защитных очках, со сварочным щитком, ботинках. Рабочая одежда не должна иметь свисающих или развевающихся концов (полы, галстуки, косынки, передники), должна быть наглухо застегнута. Рабочие должны быть снабжены специальными респираторами, предназначенными для защиты органов дыхания от дымов, образующихся при сварке, рукавицами. Брюки сварщика должны быть свободными, нависать на ботинок при любом положении сварщика. Куртка должна быть свободной с длинными рукавами и носиться поверх брюк с напуском. Безопасность эксплуатации электросварочного оборудования обеспечена: · надежной изоляцией (сопротивление изоляции токоведущих частей сварочной цепи не менее 0,5 Ом); · заземлением оборудования и его элементов, которые могут оказаться под напряжением (корпуса сварочных источников, сварочного стенда); · напряжение холостого хода сварочных источников не превышают 70В. 3.3 Влияние шума на рабочем месте Шум на производстве наносит большой экономический и социальный ущерб. Неблагоприятно воздействуя на организм человека, он вызывает психические и физиологические нарушения, снижающие работоспособность и создающие предпосылки для общих и профессиональных заболеваний и производственного травматизма. Для измерения уровней шума используют приборы, называемые шумомерами. Общие уровни шума, измеренные с помощью этого прибора, называют уровнями звука и выражают в децибелах. Нормативным документом, регламентирующим уровни шума для различных категорий рабочих мест, является ГОСТ 12.1.003-83 «ССБТ. Шум. Общие требования безопасности», согласно ему уровень звука в рабочих зонах производственных помещений - 85 дБ. Источники шума: двигатели кольцевого кантователя, вентиляционные установки, обслуживающие сварочные участки, поворотное приспособление. Методы и средства борьбы с шумами, применяемые в цехе: снижение шума в источнике его образования достигается путем конструктивного изменения источника. Это обеспечивается заменой ударных процессов безударными. Методы снижения шума на пути его распространения включают: звукоизолирующие кожухи на двигатели кольцевого кантователя, сборочного стенда, фрезерного стенка, пневмоцилиндра, вентиляционные установки, обслуживающие сварочные участки, оборудуют глушителями шума. Третий вид методов и средств борьбы с шумом - применение средств индивидуальной защиты: беруши, наушники. Вибрация при производстве опоры котла не превышает допустимых санитарных норм, ПДУ 109 дБ (ГОСТ 121.012).
3.4 Влияние микроклимата на рабочем месте Микроклимат на рабочем месте в производственных условиях определяется температурой воздуха, относительной влажностью, скоростью движения воздуха, барометрическим давлением и интенсивностью теплового излучения от нагретых поверхностей. Благоприятные метеорологические условия на производстве являются важным фактором в обеспечении высокой производительности труда и в профилактике заболеваний. Для оценки влияния микроклимата вводится следующее разделение работ по энергетическим затратам организма при их выполнении. На участке изготовления опоры котла осуществляются физические работы средней тяжести. Это работа, связанная с ходьбой и переноской небольших тяжестей (до 10 кг). Величины температуры, относительной влажности и скорости движения воздуха, устанавливаемые для рабочей зоны производственных помещений с учетом избытков явного тепла, тяжести выполняемой работы и периодов, подразделяются на допустимые и оптимальные. Оптимальные нормы микроклимата указаны в таблице 2.
Таблица 3 - Оптимальные нормы микроклимата на рабочих местах.
Правила внутреннего трудового распорядка Правила внутреннего трудового распорядка в ОАО «Научно-производственная корпорация «Уралвагонзавод» утверждены приказом №745/к от 25 марта 2011 года и регламентируют порядок приема, перевода и увольнения Работников; основные права, обязанности и ответственность сторон трудового договора, режим работы, время отдыха, меры поощрения и взыскания, применяемые к работникам, а также иные вопросы регулирования трудовых отношений в обществе. Общие положения: 1. В соответствии с Конституцией Российской Федерации труд свободен и каждый имеет право свободно распоряжаться своими способностями к труду, выбирать род деятельности и профессию, а также право на защиту от безработицы. 2. Правила внутреннего трудового распорядка имеют цель способствовать укреплению трудовой дисциплины, рациональному использованию рабочего времени, улучшению качества выпускаемой продукции, повышению производительности труда и сохранению имущества предприятия. 3. Все вопросы, связанные с применением правил, решаются администрацией предприятия и настоящими правилами, совместно или по согласованию с профсоюзным комитетом. Правила внутреннего распорядка включают в себя: - Заключение трудового договора. Расторжение трудового договора. - Основные права и обязанности работников предприятия. - Основные права и обязанности работодателя. - Режим работы и время отдыха. - Порядок предоставления отпусков. - Применяемые к работникам меры поощрения. - Применяемые к работникам меры взыскания. Основные правила, действующие на предприятии: 1.Запрещен пронос через проходную наркотических веществ, алкогольных напитков, видео- и аудиокассет, чертежей и другой технической документации. 2.Запрещается находится на территории завода в нетрезвом состоянии и под действием наркотических веществ. Режим работы на предприятии определяется графиком режима работы, который утверждается генеральным директором предприятия с учетом профсоюзного комитета предприятия. Основные положения: - в соответствии с установленным режимом труда всем работникам предоставляются выходные дни, - начало и окончание работы, время перерыва для отдыха и питания определяется в точном соответствии с графиком режима работы. - до начала работы работник обязан отметить свой приход на работу путем сдачи пропуска в табельное бюро, а по окончании рабочей смены - уход с работы путем получения пропуска в табельном бюро. - работник обязан приходить на работу в смену предусмотренную графиком. Неявка на работу в свою смену по неуважительным причинам считается прогулом. - переход работников из одной смены в другую производится во главе с мастером, за которым они закреплены.
2 ОСНОВНАЯ ЧАСТЬ
|
||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 405; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.218.63.176 (0.01 с.) |
||||||||||||||||||||||||||||||||||||||||


 760 мм
760 мм  640 мм.
640 мм.