

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Наладка и настройка деревообрабатывающих станков
Содержание книги
- Приемы работы ручными пилами.
- Правила заточки и правки долот и стамесок. Безопасные приемы работы при долблении и резании стамеской.
- Механизированное долбление. Безопасные приемы работы при долблении и резании электродолбежником.
- Фрезерная обработка древесины
- Фрезерные станки с нижним расположением шпинделя
- Фрезерный станок с верхним расположением шпинделя
- Копировально-фрезерные станки
- Виды столярных соединений. Шиповые соединения: угловые концевые, угловые серединные, угловые ящичные соединения.
- Соединение деталей из древесины.
- Шиповые соединения столярных изделий
- Соединения деталей на нагелях, гвоздях, шурупах, болтах.
- Соединения на клеях. Виды соединений.
- Классификация дверных блоков
- Изготовление дверных блоков.
- Столярные перегородки, панели, тамбуры
- Панели: назначение, виды и конструкции.
- Детали профильные из древесины и древесных материалов для строительства
- Фрезерные станки: виды, назначение, устройство. Приемы безопасной работы.
- Шипорезные станки: виды, назначение, устройство. Приемы безопасной работы.
- Ленточные агрегаты: конструкция и применение
- Тарельчатые (орбитальные) шлифмашины
- Сверлильно-пазовальные и цепно-долбежные станки: виды, назначение, устройство. Приемы безопасной работы.
- Комбинированные станки: виды, назначение, устройство. Приемы безопасной работы.
- Наладка и настройка деревообрабатывающих станков
- Изготовление оконных блоков с раздельными переплетами.
- Изготовление дверных блоков щитовой конструкции
- Общие сведения о монтаже и монтажном оборудовании
- Сборка оконных и дверных блоков на строительстве
- Монтаж оконных и дверных блоков
- Монтаж панелей, тамбуров. Установка профильных деталей
- Загрязнение желобков в направляющих
- Трещины по швам гипсокартонной стены
Опубликовано 21.06.2009 автором damir
Наладка станков заключается в установлении и закреплении отдельных элементов в таком положении, при котором станок отвечает нормам геометрической точности. Геометрическая точность характеризуется параллельностью или перпендикулярностью осей элементов станка, изменением положения столов и кареток при их перемещении, осевым и радиальным биением валов. Она зависит от качества изготовления элементов и степени их износа.
Деревообрабатывающие станки по точности выполняемых на них работ подразделяют на четыре класса: особой точности (О), изготовленные с жесткими требованиями к качеству сборочных единиц и деталей и обеспечивающие точность обработки по 10… 12-му квалитетам; повышенной точности (П), обеспечи-Г5ающие при нормальной эксплуатации точность обработки по 11… 12-му квалитетам; средней точности (С), выполняющие обработку по 13… 15-му квалитетам; нормальной точности (Н), обеспечивающие точность обработки по 15… 18-му квалитетам. Деревообрабатывающие станки распределяются по классам следующим образом: станки круглопильные для продольной и поперечной распиловки пиломатериалов, ленточнопильные и делительные— Н и С; четырехсторонние продольно-фрезерные, круглопильные для чистовой обработки, сверлильные, цепнодол-бежные, токарные, копировальные — С; фрезерные четырехсторонние, калевочные, рейсмусовые, шипорезные, сверлильно-па-зовальные, лущильные — П и С; специальные станки для изготовления высокоточных деталей, приборов, а также пианино — О и П.
Наладка станков заключается в установлении и закреплении отдельных элементов в таком положении, при котором станок отвечает нормам геометрической точности. Геометрическая точность характеризуется параллельностью или перпендикулярностью осей элементов станка, изменением положения столов и кареток при их перемещении, осевым и радиальным биением валов. Она зависит от качества изготовления элементов и степени их износа.
Деревообрабатывающие станки по точности выполняемых на них работ подразделяют на четыре класса: особой точности (О), изготовленные с жесткими требованиями к качеству сборочных единиц и деталей и обеспечивающие точность обработки по 10… 12-му квалитетам; повышенной точности (П), обеспечи-Г5ающие при нормальной эксплуатации точность обработки по 11… 12-му квалитетам; средней точности (С), выполняющие обработку по 13… 15-му квалитетам; нормальной точности (Н), обеспечивающие точность обработки по 15… 18-му квалитетам. Деревообрабатывающие станки распределяются по классам следующим образом: станки круглопильные для продольной и поперечной распиловки пиломатериалов, ленточнопильные и делительные— Н и С; четырехсторонние продольно-фрезерные, круглопильные для чистовой обработки, сверлильные, цепнодол-бежные, токарные, копировальные — С; фрезерные четырехсторонние, калевочные, рейсмусовые, шипорезные, сверлильно-па-зовальные, лущильные — П и С; специальные станки для изготовления высокоточных деталей, приборов, а также пианино — О и П.
В табл. 1 приведены нормы геометрической точности станков.
Нормы геометрической точности деревообрабатывающих станков (по данным Ф. М. Манжоса)
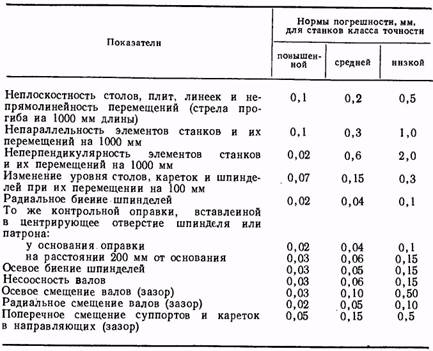
Настройка станков состоит в том, чтобы установить в определенном положении опорные, направляющие элементы, режущие инструменты и другие необходимые устройства для получения деталей заданных размеров и форм соответствующей точности. Если наладку станков делают специальные рабочие, то настройка входит в обязанности самого станочника. Перед обработкой каждой заготовки он должен настроить станок на заданные размеры готовой детали.
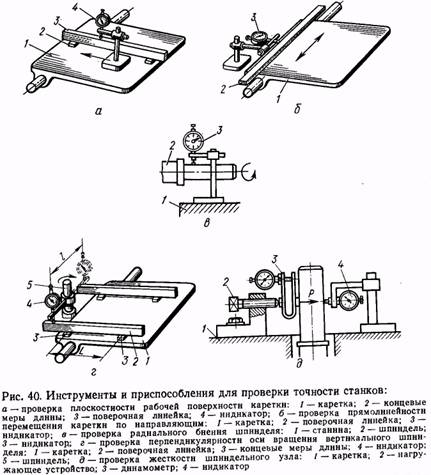
Контрольно-измерительные инструменты. Для наладки и настройки деревообрабатывающих станков применяют различные контрольно-измерительные инструменты (рис. 40). Масштабные линейки изготавливают из стали длиной до 500… 1000 мм, шириной 20…40 мм и толщиной 0,5… 1,0 мм. Масштабными линейками проверяют линейные размеры деталей, размерную настройку станков, если точность измерения составляет 0,5… 1 мм.
Нормы геометрической точности деревообрабатывающих станков (по данным Ф. М. Манжоса)
Штангенциркуль — раздвижной инструмент, которым измеряют как внутренние, так и внешние линейные размеры. Штангенциркули изготавливают для измерения различных длин с различной точностью (до 0,5 мм). Для деревообрабатывающих станков применяют штангенциркули размером до 150 мм с точностью измерения до 0,1 мм. Микрометры — скобы с подвижным стержнем. Их применяют для измерения линейных размеров в пределах от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм и т. д. с точностью от 0,002 (при измерении малых размеров, до 100 мм) до 0,01 (при измерении размеров более 100 мм).
Поверочные линейки изготавливают из стали длиной 500, 1000, реже 2000 мм. Их применяют для определения прямолинейности и плоскостности столов и плит станков, направляющих линеек, а также для контроля формы деталей, обработанных на станках (фуговальном, рейсмусовом и др.) Поверочную линейку ставят вдоль поверхности, которую проверяют на прямолинейность, узкой гранью к ее плоскости, подкладывая под линейку калиброванные плитки на расстояние \’/з длины линейки. Отклонение от прямолинейности определяют щупом, которым измеряют зазор между нижней гранью линейки и проверяемой поверхностью. Для проверки плоскостности поверочную линейку ставят на плоскость в различных направлениях (вдоль, поперек, по диагонали). Щупы — это набор металлических пластинок различной толщины (0,003…! мм) в зависимости от номера щупа. Ими измеряют величины зазоров между поверочной линейкой и поверхностью стола, прямолинейность направляющих и других элементов.
Индикаторами проверяют радиальное и торцевое биение шпинделей, валов, пильных дисков, а также отклонение прямолинейности рабочих столов относительно шпинделей, направляющих линеек в др. В деревообрабатывающей промышленности чаще всего применяют индикаторы часового типа с делениями шкалы 0,01 мм на универсальной стойке с массивным основанием. Для измерения в тяжелодоступных местах применяют индикаторный прибор с переходными рычагами и струбцинами. Угольниками проверяют перпендикулярность взаимного размещения элементов станков (пильного вала и плоскости стола, плоскости направляющей линейки, шпинделя и плоскости стола). Угольниками также проверяют взаимное размещение смежных плоскостей деталей (кромок и плоскостей, кромок и торцов). Уровни бывают горизонтальные и рамные. Горизонтальные уровни служат для определения горизонтальности столов, плит, конвейеров и элементов станков; рамные — для определения горизонтального и вертикального размещения поверхности станков. В основном применяют уровни с ценой деления основной ампулы от 0,05 до 0,1 мм на 1000 мм длины. Длина уровня должна быть не менее 200 мм.
Практические работы
1 Составление таблицы классификации деревообрабатывающих станков.
2 Изучение и сравнение основных частей станков.
3 Чтение кинематических схем круглопильных станков.
4 Выбор деревообрабатывающего оборудования.
Тема 1.5 Технология изготовления столярных изделий и деталей (58 часов)
Понятие о технологическом процессе. Основные стадии технологического процесса изготовления столярных изделий и деталей ручным инструментом и на деревообрабатывающих станках.
Изготовление оконных блоков
|




