Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Детали профильные из древесины и древесных материалов для строительстваСодержание книги
Поиск на нашем сайте
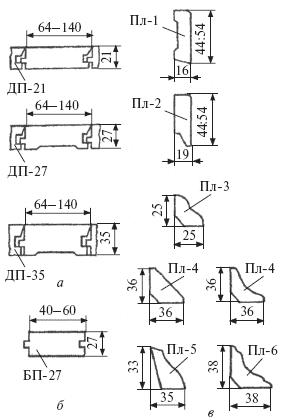
К деталям профильным из древесины и древесных материалов относят доски и бруски для покрытия полов, плинтусы, наличники, обшивку, поручни и др. Доски для покрытия полов выпускают трех марок: ДП-21, ДП-27, ДП-35 и бруски для покрытия полов БП-27 (рис. 98). Доски марки ДП-21 применяют для покрытия полов жилых зданий, а марки ДП-35 – производственных зданий, физкультурных залов и других помещений с повышенной нагрузкой на полы. При настилке полов досками ДП-21 расстояние между лагами должно быть не более 300 мм. Доски марок ДП-21 и ДП-27 изготовляют из древесины хвойных и лиственных пород, кроме липы и тополя, а для марки ДП-27 для жилых зданий допускаются осина и ольха. Доски марки ДП-35 изготовляют из древесины хвойных и лиственных пород, кроме липы, тополя, осины и ольхи; бруски марки БП-21 изготовляют из древесины хвойных и лиственных пород, кроме липы и тополя: для жилых зданий допускаются осина и ольха. Плинтусы выпускают шести марок: Пл-1–Пл-6, изготовляют их из древесины хвойных и лиственных пород.
Рис. 98. Детали профильные из древесины и древесных материалов для строительства: а – доски для покрытия полов; б – бруски для покрытия полов; в – плинтусы
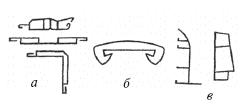
Наличники выпускают шести марок: Н-1–Н-6, причем наличники марок Н-1, Н-2 делают из древесины хвойных и лиственных пород, а Н-3 – из твердой древесноволокнистой плиты. Наличник Н-4 получают путем склеивания по пластам 2–3 слоев твердых древесноволокнистых плит. Наличник Н-5 изготовляют из древесностружечной плиты, а Н-6 – из прессованной древесностружечной массы. Поручни бывают двух марок: П-1, П-2; их делают из древесины хвойных и лиственных пород. Обшивку выпускают четырех марок: 0,1–0,4 из древесины хвойных пород и осины (наружную) и из древесины хвойных и лиственных пород (внутреннюю). Влажность древесины деталей должна быть для эксплуатируемых внутри помещений 12 ± 3 %, эксплуатируемых снаружи помещений – 15 ± 3 %. Доски для покрытия полов со стороны нижней пласти и в местах примыкания к стенам должны быть антисептированы. Детали упаковывают в пачки, состоящие из элементов одной марки. При перевозке, разгрузке, хранении деталей должна быть обеспечена их сохранность от увлажнения, повреждения, загрязнения. Наравне с деревянными деталями применяют изделия из пластмасс. Поливинилхлоридные профили (рис. 99, а) предназначены для облицовывания стен, а иногда и потолков. Поливинилхлоридные поручни (рис. 99, б) выпускают длиной 17 и 21 м. Поступают они на строительство в бухтах в свернутом виде. Их надевают на металлические поручни без приклеивания. В поливинилхлоридных плинтусах (рис. 99, в) можно прокладывать телефонную, телевизионную и радиотрансляционную проводку.
Рис. 99. Изделия профильные поли-винилхлоридные: а – профили для внутренней облицовки поверхностей; б – поручень; в – плинтусы с каналами для электропроводки
Для отделки поверхности помещений поливинилхлоридной рейкой по поверхности стен, перегородок устраивают деревянный каркас, устанавливаемый ниже потолка и выше пола на 10 мм. Затем поливинил-хлоридные рейки нарезают по длине на 20 мм меньше высоты отделываемого помещения, подбирают их по цвету и собирают в щиты шириной до 400 мм. В щитах размечают места установки штепсельных розеток, выключателей, просверливают и вырезают отверстия для проводок и установки арматуры и крепят шурупами к стенам сверху, снизу и посередине к деревянным рейкам каркаса. В процессе установки щитов выступающий гребень последующего щита должен входить в паз ранее установленного. После установки и закрепления щиты обрамляют у потолка галтелью, а у пола – плинтусом. Практические работы 1 Составление таблицы классификации оконных блоков. 2 Вычерчивание эскиза деталей на изготовление оконного блока раздельной конструкции. 3 Составление спецификации деталей на изготовление оконного блока раздельной конструкции. 4 Вычерчивание эскиза оконного блока со спаренными переплетами. 5 Составление спецификации деталей на изготовление оконного блока спаренной конструкции. 6 Составление классификации дверных блоков. 7 Составление спецификации деталей на изготовление встроенного шкафа каркасной конструкции. 8 Составление спецификации деталей на изготовление антресоли щитовой конструкции. 9 Составление таблицы классификации профильных (фрезерованных) деталей. 10 Вычерчивание эскизов профильных (фрезерованных) деталей. Тема 1.4 Основные деревообрабатывающие станки (40 часов) Виды станков, применяемых для столярных работ. Общие сведения о деревообрабатывающих станках. Общие сведения Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю; образования шипов и проушин; сверления отверстий; образования пазов и гнезд; окончательной механической обработки и др. К станкам для специальных производств относится оборудование, предназначенное для изготовления оконных и дверных блоков, клееных конструкций и др. На универсальных станках выполняют различные работы, например, раскрой пиломатериалов по длине и ширине, фрезерование, сверление и др. Для всех деревообрабатывающих станков, выпускаемых нашей промышленностью, принята буквенно-цифровая индексация. В соответствии с этой индексацией каждому станку присваивается буквенный индекс, обозначающий тип станка, а цифры, расположенные за буквой, показывают величину размерного параметра станка и номер его модели. Буквенная индексация основных станков: - круглопильные для продольной распиловки пиломатериалов – ЦД; - прирезные – ЦДК; - круглопильные для поперечной распиловки балансирные – ЦКБ; - маятниковые – ЦМЭ; - суппортные – ЦПА; - фуговальные – СФ; - рейсмусовые – СР; - фуговально-рейсмусовые – ФР; - четырехсторонние продольно-фрезерные – С; - шипорезные рамные односторонние – ШО; - двусторонние – ШД; - фрезерные – Ф; - сверлильные – Св; - цепнодолбежные – ДЦ; - шлифовальные – Шл. Марка С2Р12-2 означает, что это двусторонний рейсмусовый станок с шириной строгания 1200 мм второй модели. В зависимости от количества рабочих шпинделей деревообрабатывающие станки бывают одно– и многошпиндельные, количества операций – одно– и многооперационные, количества обрабатываемых сторон – одно-, двух– и четырехсторонние. По степени механизации различают станки полумеханизированные и полностью механизированные. У полумеханизированных станков механизирован процесс обработки, но подача ручная; у полностью механизированных станков механизированы процессы обработки, но отсутствует автоматизация. У полуавтоматических станков автоматизирована часть главных операций, а у автоматических – все операции автоматизированы. В зависимости от выполняемых операций рабочие органы станков подразделяются на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры и др.). К вспомогательным органам относятся устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов. Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного (механизм подачи) исполнительному механизму (механизм резания). Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля, учета. Механизм резания (шпиндели) служит для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные. Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные, центродолбежные станки) или материал подается к режущему инструменту (продольно-фрезерные станки). Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки. Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
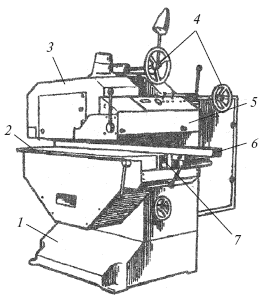
Круглопильные станки: виды, назначение, устройство. Приемы безопасной работы. Круглопильные станки Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя. Для поперечного раскроя применяют торцовочные шарнирно-маятниковые станки ЦМЭ-3А и торцовочные с прямолинейным перемещением пилы ЦПА-40. Отрезки короче 500 мм торцуют в шаблонах. Пильный диск должен быть оборудован автоматически действующим ограждением так, чтобы зубья пилы открывались на толщину распиливаемого материала. При работе на станке рабочий должен находиться на расстоянии не менее 300 мм от пильного диска. Для продольного раскроя пиломатериалов применяют круглопильные станки с механической подачей ЦА-2А, прирезные однопильные ЦДК4-3, пятипильный ЦДК5-2 и др. Для распиливания горбылей на доски и толстых досок на тонкие используют ребровый станок ЦР-4А. Прирезной однопильный станок ЦДК4-3 (рис. 100) является основным видом оборудования, применяемого при производстве столярно-строительных изделий. Пиломатериалы подаются в станок гусеничным конвейером по призматическим направляющим, обеспечивающим точность и прямолинейность распиловки. Скорость подачи пиломатериала плавно бесступенчато регулируется вариатором без остановки конвейера. В зависимости от толщины распиливаемого материала суппорт перемешается по направляющим станины по высоте. Распиливаемый материал к подающему конвейеру прижимается роликами, находящимися в суппорте. Станок снабжен когтевой защитой против обратного вылета пиломатериалов из станка.
Рис. 100. Прирезной однопильный станок модели ЦДК4-3: 1 – станина; 2 – стол; 3 – суппорт; 4 – маховички; 5 – кожух; 6 – линейка; 7 – гусеничный конвейер
На станке можно обрабатывать пиломатериалы шириной до 350 мм, толщиной 6–120 мм, скорость подачи пиломатериала 8–60 м/мин, наибольшая скорость резания 61 м/с, частота вращения пильного вала 2910 об/мин.
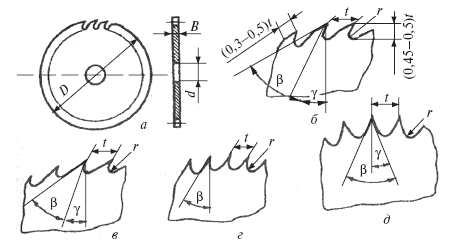
Рис. 101. Профили зубьев круглых плоских пил: а – общий вид; б – пилы типа 1 исполнения 1; в – пилы типа 1 исполнения 2; г – пилы типа 2 исполнения 1; д – пилы типа 2 исполнения 2
Для работы на круглопильных станках применяют плоские круглые пилы (рис. 101), представляющие собой диск, на окружности которого насечены зубья. Пилы бывают двух типов: тип 1 – для продольного раскроя и тип 2 – для поперечного (табл. 7). Таблица 7 Угловые значения зубьев пил
Пилы типа 1 исполнения 1 изготовляют диаметром 200–1500 мм, исполнения 2 – диаметром 160–250 мм. Пилы типа 2 исполнения 1 имеют диаметр 360–1500 мм, а исполнения 2 – 125–1500 мм. Толщина пил всех типов 15,5 мм. Пилы диаметром до 250 мм используют для работы на фрезерных станках, диаметром до 500 мм – на круглопильных станках, диаметром до 700 мм – на педальных торцовочных станках. Зубья пил для поперечного раскроя древесины имеют двустороннюю косую заточку, что позволяет пилить ими в обе стороны, а зубья пил для продольного раскроя – прямую заточку, поэтому ими можно пилить только в одну сторону. Во избежание заедания пилы в материале производят развод или плющение зубьев. При разводе каждый зуб отгибают примерно до 2/3 его высоты. Величина развода зубьев зависит от породы и влажности древесины. Вершины зубьев пил должны находиться на одной окружности. Выравнивают вершины зубьев фугованием. Для придания пильному диску устойчивости во время работы его следует проковать. После проковки пилы затачивают так, чтобы профиль зубьев оставался неизменным. При более высоких требованиях к качеству распиловки применяют пилы круглые строгальные диаметром 160–400 мм, толщиной 1,2–3,5 мм. Кроме того, для раскроя древесины, фанеры и древесных плитных материалов используют пилы дисковые дереворежущие с пластинами из твердого сплава. Их устанавливают на круглопильных форматных станках и автоматических линиях. Раскраивают доски по разметке или упорам, вырезая недопустимые дефекты и выкраивая в первую очередь длинные отрезки, следя за тем, чтобы доски плотно прилегали к линейке, так как при неплотном прилегании получается косой рез. При раскрое рабочие передвигают доску до упора, затем один из рабочих прижимает левой рукой доску к направляющей линейке, а правой плавно, без рывков надвигает на нее пильный диск. Продольный раскрой ведут на заданный размер по ширине заготовки, для чего направляющую линейку устанавливают от диска на расстоянии, равном сумме ширины заготовки и половины развода пилы. Когда отрезки раскраивают не на заданный размер, а на другие размеры по ширине, пользуются закладками. На станке работают двое рабочих. Станочник подает доски в станок, а второй рабочий убирает их и подает станочнику для повторного раскроя. При продольном раскрое доску нужно подавать равномерно, без толчков и рывков и периодически проверять правильность размеров заготовок. Если при торцовке наблюдается косина реза по ширине доски, то это означает, что нарушена прямолинейность линейки (направляющей), а если имеется косина реза по толщине – нарушена перпендикулярность оси пильного вала поверхности стола. Рваные торцы на заготовках получаются при биении пильного вала и при тупой пиле. На прирезных станках непараллельный пропил получается, если направляющая линейка установлена непрямолинейно, мшистый – если ось пильного вала неперпендикулярна направлению движения подающей цепи, пропил с нарушением прямого угла между пластью и кромкой – вследствие нарушения перпендикулярности пильного вала плоскости звеньев гусеничной цепи. У круглопильных станков пильный диск должен быть защищен сверху автоматически действующим ограждением, открывающим зубья лишь в процессе пиления. У станков для продольного раскроя диск снизу ограждают защитными щитками. Для предотвращения заклинивания зубьев пилы за пильным диском на расстоянии до 10 мм устанавливают расклинивающий нож.
Продольно-фрезерные станки После раскроя пиломатериалы имеют неровную, шероховатую поверхность, риски, покоробленность и ряд других дефектов, устраняемых фрезерованием. В процессе фрезерования также получают выверенную поверхность, по которой можно выверить остальные поверхности. Для продольного фрезерования используют фуговальные, рейсмусовые и четырехсторонние продольно-фрезерные станки.
|
||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 346; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.147 (0.009 с.) |