


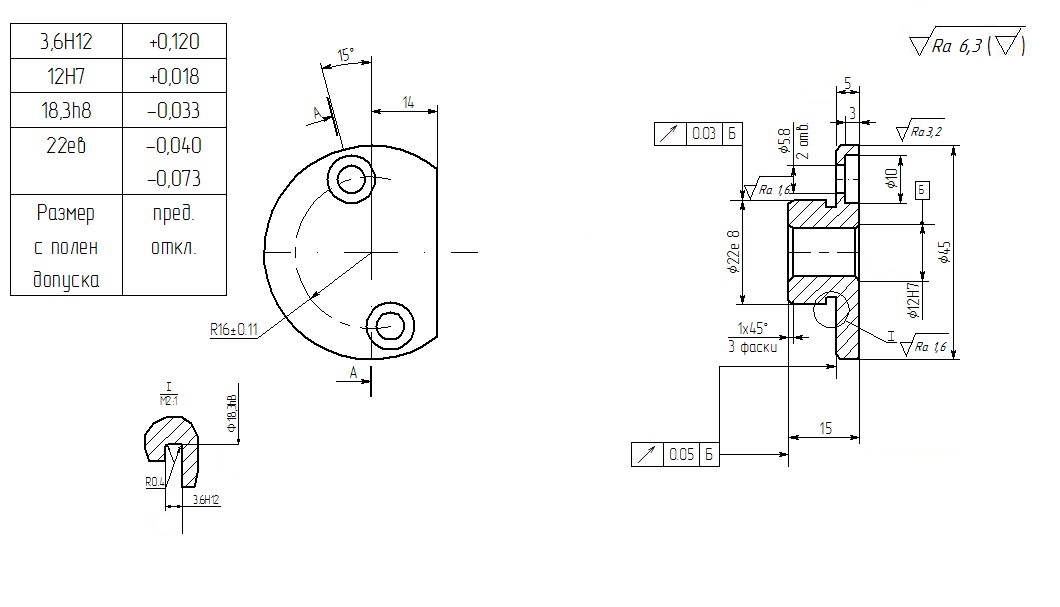
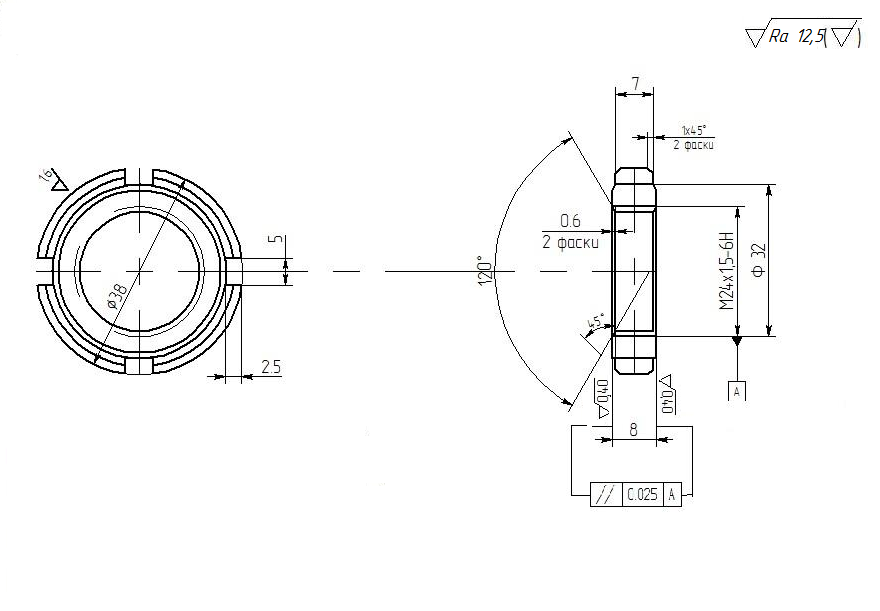
Деталь №7
МАРШРУТНАЯ КАРТА МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЛЬЦА
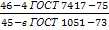
HRC342…51
Неуказанные предельные отклонения размеров: валов h 14, отверстий H14, остальных 

| Номер опер. | Наименование и содержание операции | Модель оборудования | 
| Приспособление |
| 005 010 015 | Токарная Автоматно-токарная Токарная | 16А20Ф3С47 DP GT2100M DP GT2100 | 0,05 0,9 1,5 | Патрон цанговый Наладка Патрон цанговый |
| Материал |
Масса детали
Заготовка
Деталь №8
МАРШРУТНАЯ КАРТА МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГАЙКИ
Шлицы HRC332…42
Неуказанные предельные отклонения размеров: валов h 14, отверстий H14, остальных
Покрытие: хим. окс. прм.
| Номер опер. | Наименование и содержание операции | Модель оборудования |
| Приспособление |
| 005 010 015 020 | Токарная Автоматно-токарная Токарная Фрезерная | 16А20Ф3С47 DP GT2100M DP GT2100 HAAS VF2 | 0,03 0,8 1,6 1,6 | Патрон цанговый Наладка Патрон цанговый Делительная головка |
| Материал |
Масса детали
Заготовка
Приложение 3
Программа «Efficient scheduling» предназначена для составления производственного расписания, а также может быть использована для распределения операций между станками для их равномерной загрузки. Для начала работы необходимо дважды щелкнуть по ярлыку программы на рабочем столе:
|
|
В результате открывается окно программы, в котором можно ввести два параметра для расчета: количество станков и количество модулей:

Количество станков равно общему числу станков на производственном участке. Например, если на участке находятся 3 станка модели ФС-250, 4 станка модели 1Б240-6К и 1 станок модели 6Р80Ш, то суммарно общее количество станков равно 3+4+1=8.
Под модулем в данной программе подразумевается единый, неделимый блок на диаграмме Ганта производственного расписания, для которого известны единицы оборудования, на которых он может выполняться, его продолжительность и временные связи с другими блоками диаграммы. Другими словами, при решении задачи распределения операций между станками минимальное количество модулей равняется количеству различных всех различных операций, выполняемых на производственном участке. Рассмотрим пример.
Пусть на производственном участке должны изготавливаться детали № 1,4,6, 8.
Технологический процесс (ТП) изготовления детали №1 состоит из 5 операций.
ТП детали №4 состоит из 4 операций.
ТП детали №6 состоит из 5 операций.
ТП детали №6 состоит из 4 операций.
Таким образом, общее количество различных операций равняется 5+4+5+4=18. Соответственно и количество модулей равняется 18. При этом каждой операции, как и станку, присваивается свой уникальный инвентарный номер.
После ввода количества станков и количества модулей нажмите кнопку «ввод данных», и появится окно следующего вида:
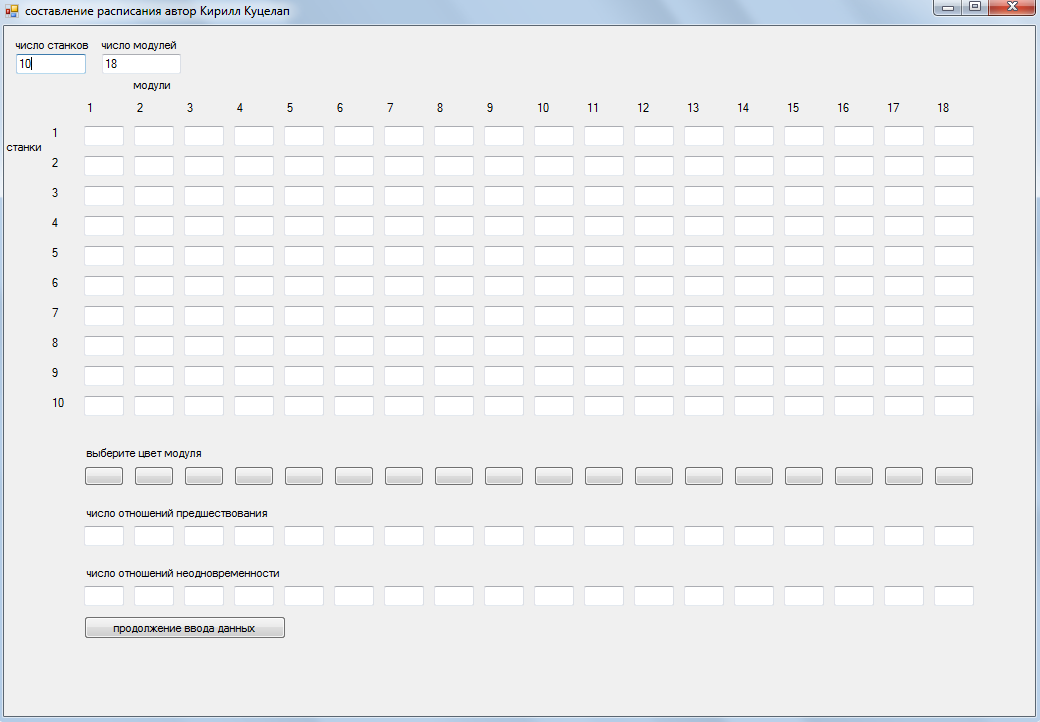
Сначала следует ввести в программу продолжительность каждого модуля. Она определяется как произведение штучно-калькуляционного времени на объем выпуска. В программе есть возможность для каждого модуля указать разную продолжительность на разном оборудовании. Поэтому в те ячейки, которые соответствуют станкам, на которых может выполняться операция, следует указать продолжительность изготовления модуля. Во все остальные ячейки пока оставьте пустыми.
В строке цвет модуля можно назначить для каждого модуля цвет, которым он будет отражен при построении диаграммы Ганта. Эта строка влияет только на внешний вид диаграммы Ганта, можно игнорировать ее.
В строке «число отношений предшествования» указывается, какое количество операций предшествует данной операции. В этом поле может стоять либо число 0, либо число 1. Число 0 ставится у тех операций, которые являются первыми операциями в технологическом маршруте изготовления детали (операции с номером 005). Для всех остальных операций указывается, что есть одна предшествующая им операция.
|
|
Следующая строка «число отношений неодновременности» определяет ещё один тип временных связей между модулями, когда последовательность их выполнения произвольна, но они не могут выполняться одновременно. Такой тип связи здесь не встречается, поэтому в каждой ячейке этой строки следует поставить число 0.
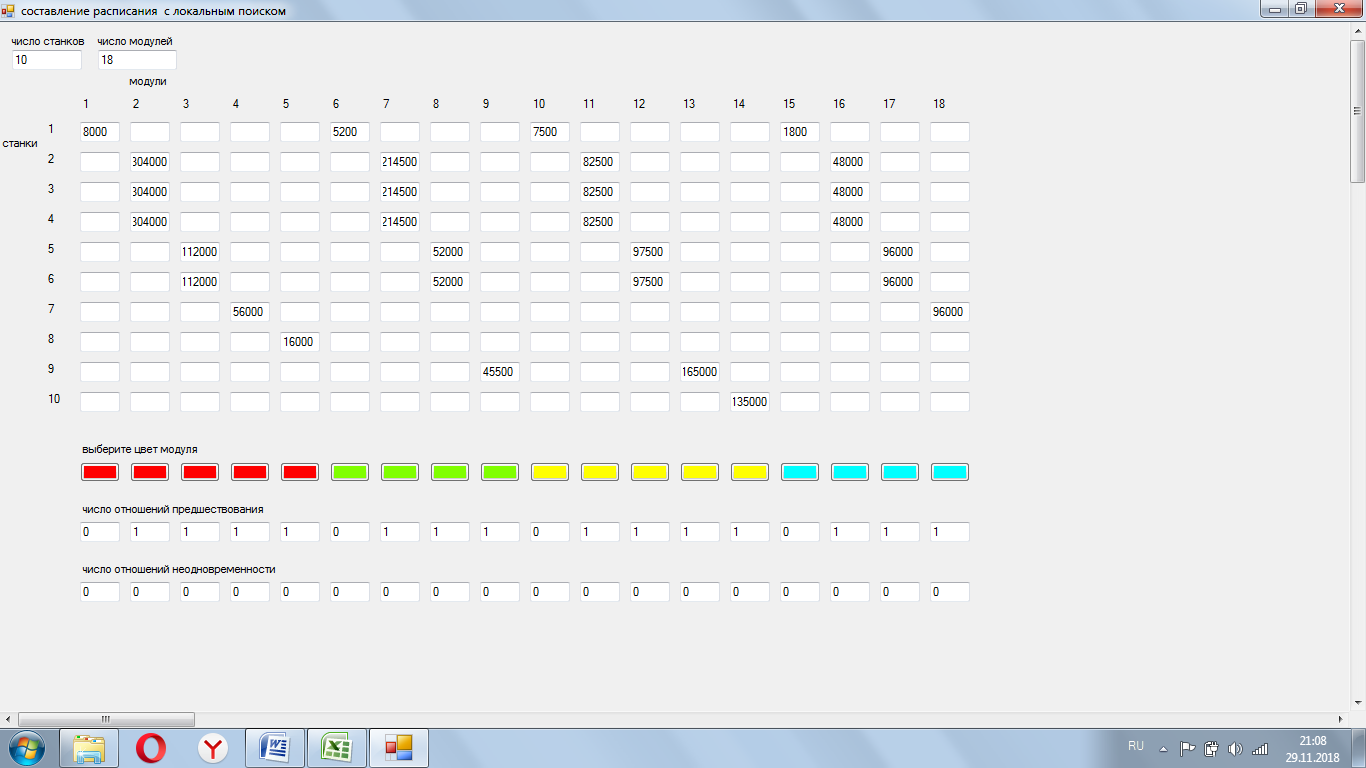
Пример заполненных полей можно увидеть на следующем рисунке:
Далее нажмите кнопку «Продолжение ввода данных».
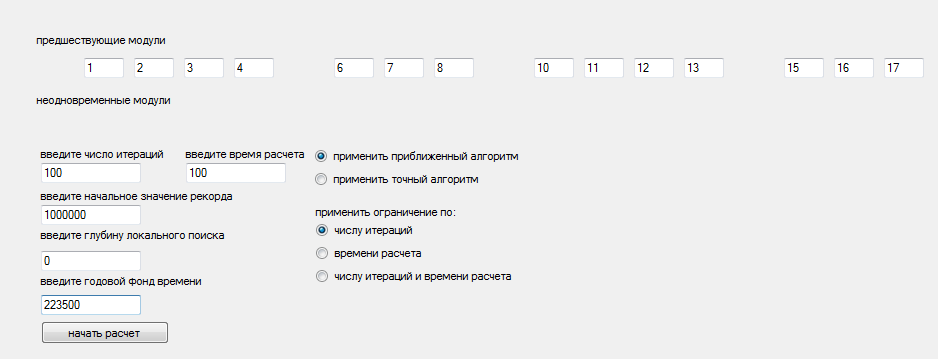
В результате перед вами появится строка «предшествующие модули», где вы должны для каждой операции указать предшествующую ей операцию. Обратите внимание, что под теми операциями, для которых число отношений предшествований равняется 0, не появилось ячейки для указания предшествующей операции. В каждое поле ввести число, на единицу меньшее номера столбца.
В поля «введите число итераций» и «введите время расчета» укажите число 100. Переключатели справа оставьте на позициях «применить приближенный алгоритм» и «применить ограничение по числу итераций».
В поле «введите начальное значение рекорда» введите достаточно большое число, значительно большее, чем возможная длина расписания. Для рассматриваемого примера можно ввести число 1000000. Если есть поля «введите глубину локального поиска» и «введите годовой фонд времени», то в первое поле введите 0, а во второе фонд времени в минутах:
В зависимости от версии программы прежде, чем приступать собственно к расчету, может потребоваться заполнить все пустые ячейки в интерфейсе программы. При указании продолжительности операций много ячеек было оставлено пустыми. Для их заполнения рекомендуется в каждую такую строку вписать число, большее чем «начальное значение рекорда». То есть если начальное значение рекорда равно 1000000, то в эти поля можно вписать число 1000001.
После заполнения всех полей нажмите на кнопку «нажать расчет». В результате программа построит производственное расписание и представит его пользователю в двух вариантах – табличном и графическом. Табличная форма представляет собой таблицу с 4 столбцами. В первом указан номер модуля (операции). Во втором столбце указан номер станка, на который назначена данная операция. В третьем и четвертом столбце указано время начала выполнения операции и время его окончания:
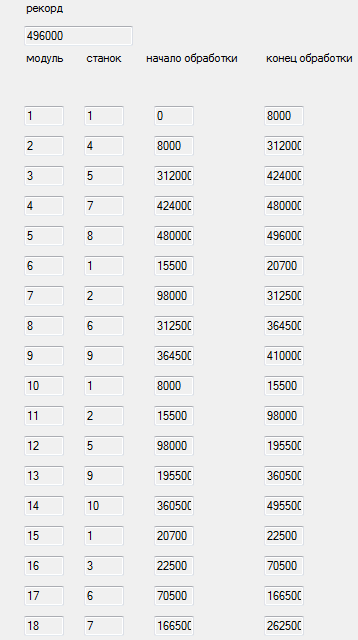
В поле рекорд указана общая длина расписания, равная времени окончания исполнения последней операции.
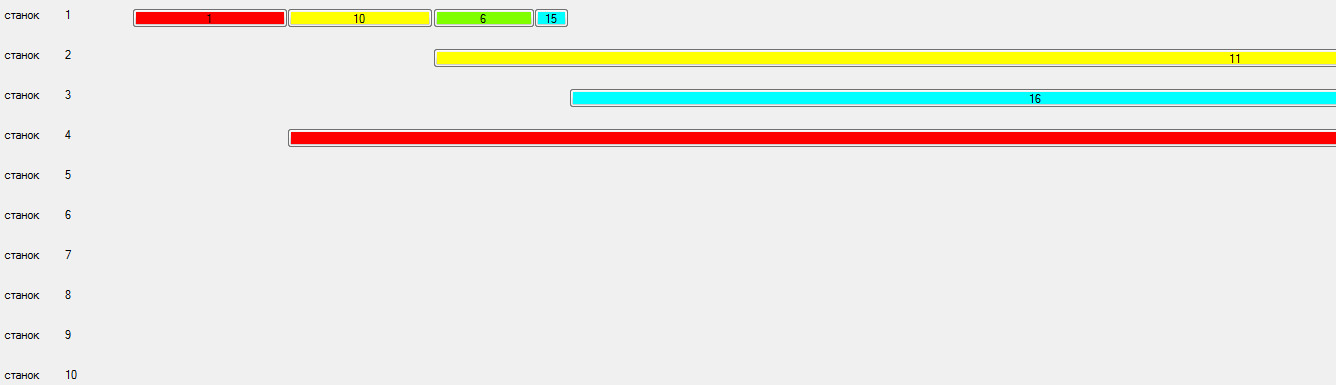
В графической форме та же информация отражается в виде диаграммы Ганта. Каждый модуль показывается прямоугольником (блоком). Длина блока пропорциональна продолжительности операции, и располагается он в строке, соответствующей станку, на который назначена операция:
Так как основная цель применения программы – найти распределение операций между станками, то главный интерес представляет второй столбец таблицы. Из него можно узнать технологические маршруты на производственном участке. Так, для приведенного примера найдены следующие маршруты:
| Деталь | Последовательность операций | Последовательность станков |
| 1 | 1-2-3-4-5 | 1-4-5-7-8 |
| 4 | 6-7-8-9 | 1-2-6-9 |
| 6 | 10-11-12-13-14 | 1-2-5-9-10 |
| 8 | 15-16-17-18 | 1-3-6-7 |
|
|
По сути, последовательность станков в данном случае – это просто выписанный подряд второй столбец из результатов расчета программы. Найденные маршруты далее используются в программе «Ants for QAP» для поиска оптимальной расстановки оборудования.
Приложение 4
Данная программа основана на «муравьиных» алгоритмах и предназначена для определения оптимальной расстановки станков на производственном участке. Для запуска программы дважды щелкните по ее ярлыку на рабочем столе:

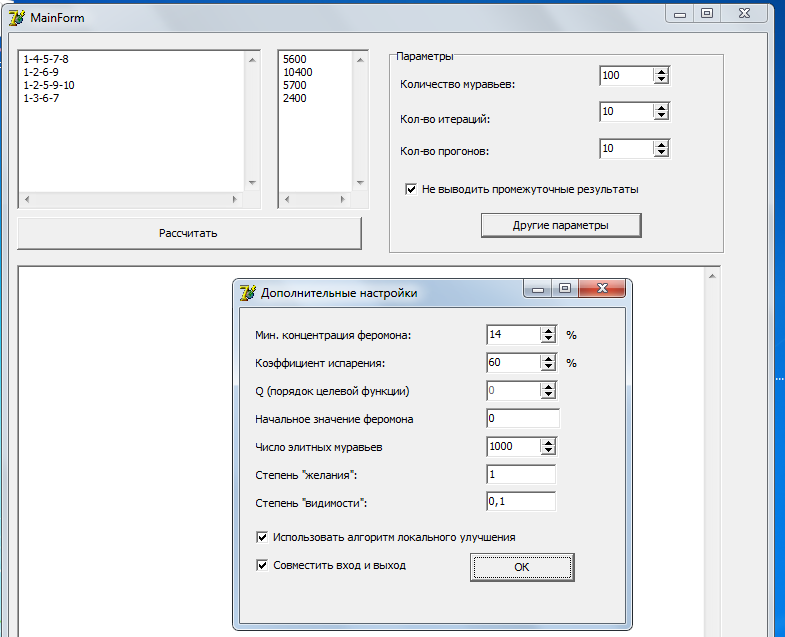
После запуска программы появляется окно, в которое необходимо ввести исходные данные для расчета:
Каждый станок на производственном участке должен иметь собственный уникальный инвентарный номер. При этом важно, чтобы для нумерации станков использовались последовательно все натуральные числа, то есть если, например, есть станок с номером 12, то также должны быть использованы и все номера от 1 до 11. Если какой-либо номер использован не буде, программа выдаст ошибку.
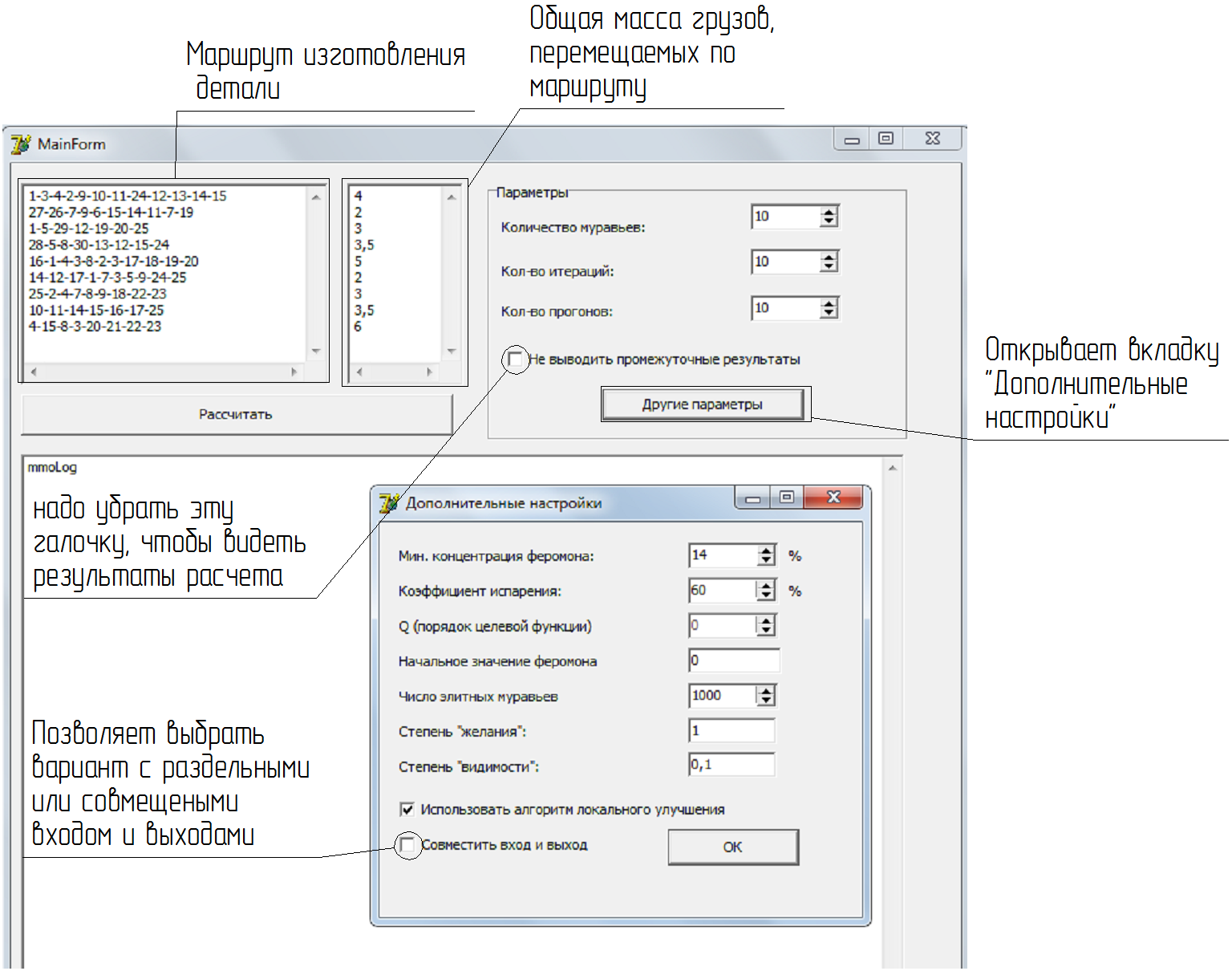
В верхнем левом углу записываются технологические маршруты изготовления деталей. Каждая строка соответствует одному маршруту. Первое число в строке означает номер первого станка в маршруте, второе число – номер второго станка в маршруте и т.д. Таким образом, количество чисел в строке равно количеству операций в технологическом процессе.
Справа находится поле, в котором указывают общую массу заготовок, перемещаемых по соответствующему технологическому процессу. Массу следует указывать в тоннах.
Правее находятся поля «количество муравьев», «количество итераций» и «количество прогонов». Рекомендуется в каждое поле поставить число 10. Чем больше значение этих параметров, тем больше времени программе нужно для расчета, но тем точнее получается итоговый результат расчета.
Под этими полями есть флажок (галочка) «Не выводить промежуточные результаты». Следует убрать галочку из этого флажка, иначе программа не выведет после расчета найденную оптимальную расстановку.
Ещё ниже располагается кнопка «Другие параметры». При ее нажатии открывается еще одно окно с названием «Дополнительные настройки». В этом окне есть флажок «Совместить вход и выход». Если в нем стоит галочка, то программа будет считать, что выход совмещен со входом, в противном случае они будут разделены. Остальные поля в дополнительных настройках регулируют параметры вычислительного алгоритма, менять их не рекомендуется.
|
|
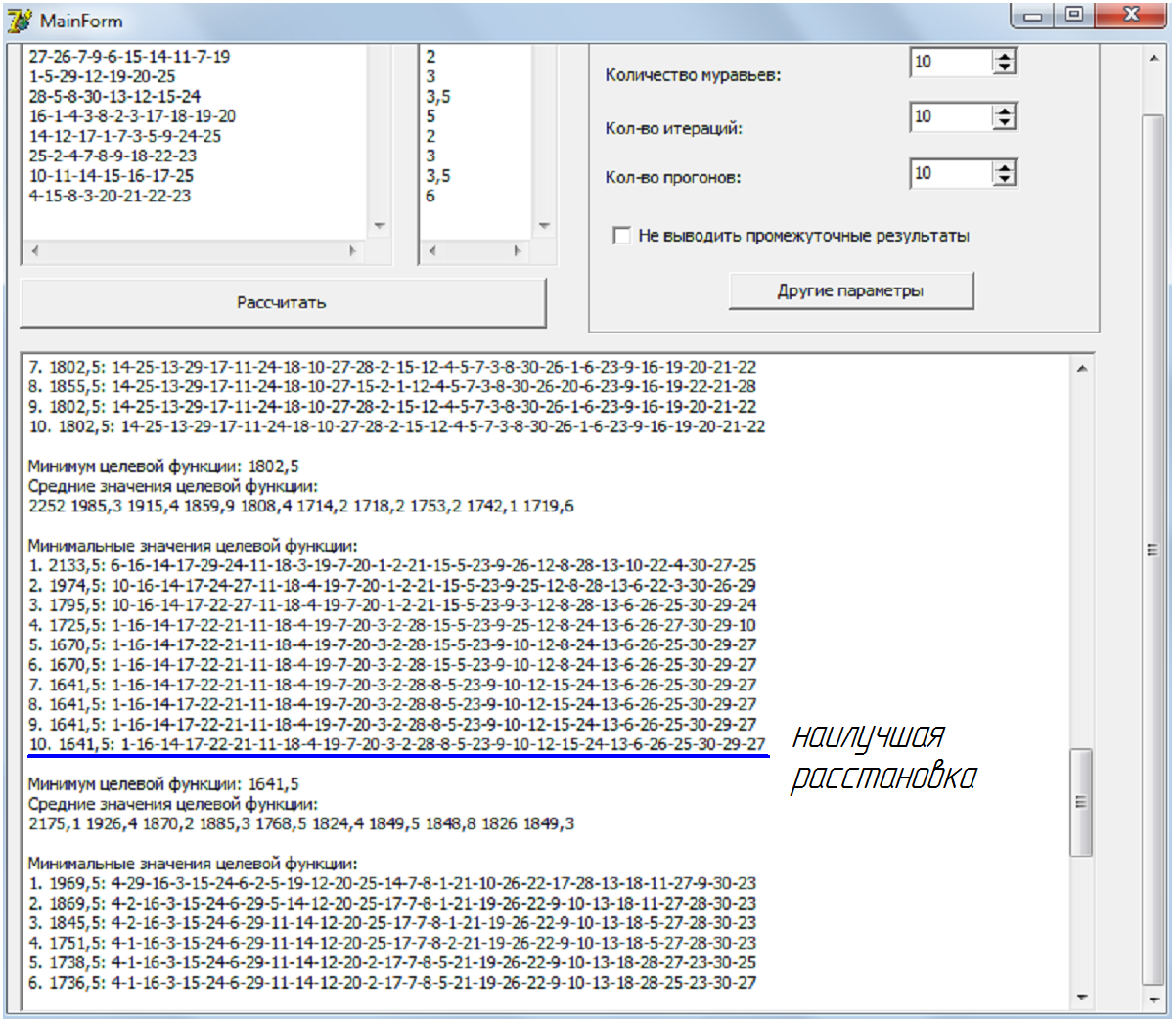
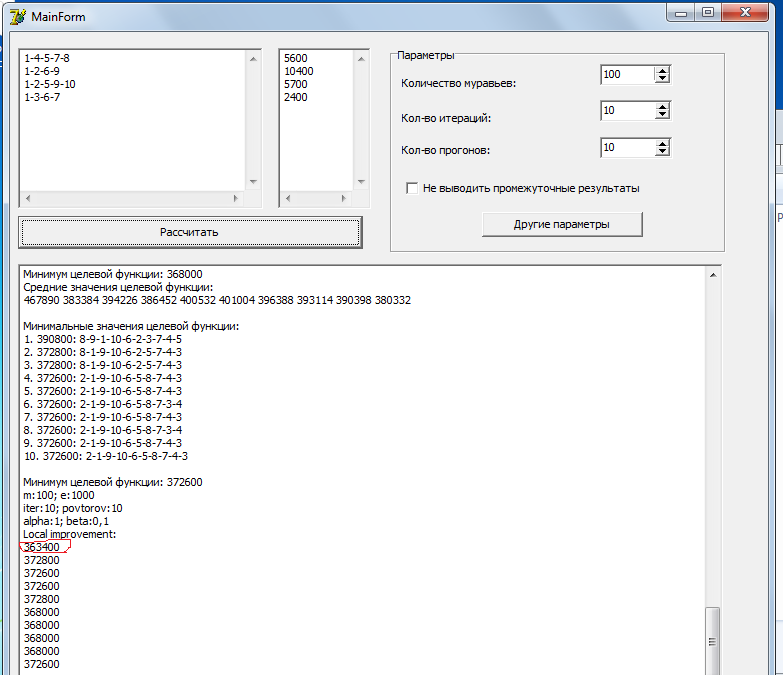
После ввода исходных данных необходимо нажать кнопку «Рассчитать». В результате с нижнем поле будут выведены результаты расчетов. В самом низу в столбик будут выписаны те значения оптимальной функции, которые были получены на каждом прогоне. Количество этих чисел равно количеству прогонов. Среди всех этих чисел нужно найти наименьшее число:
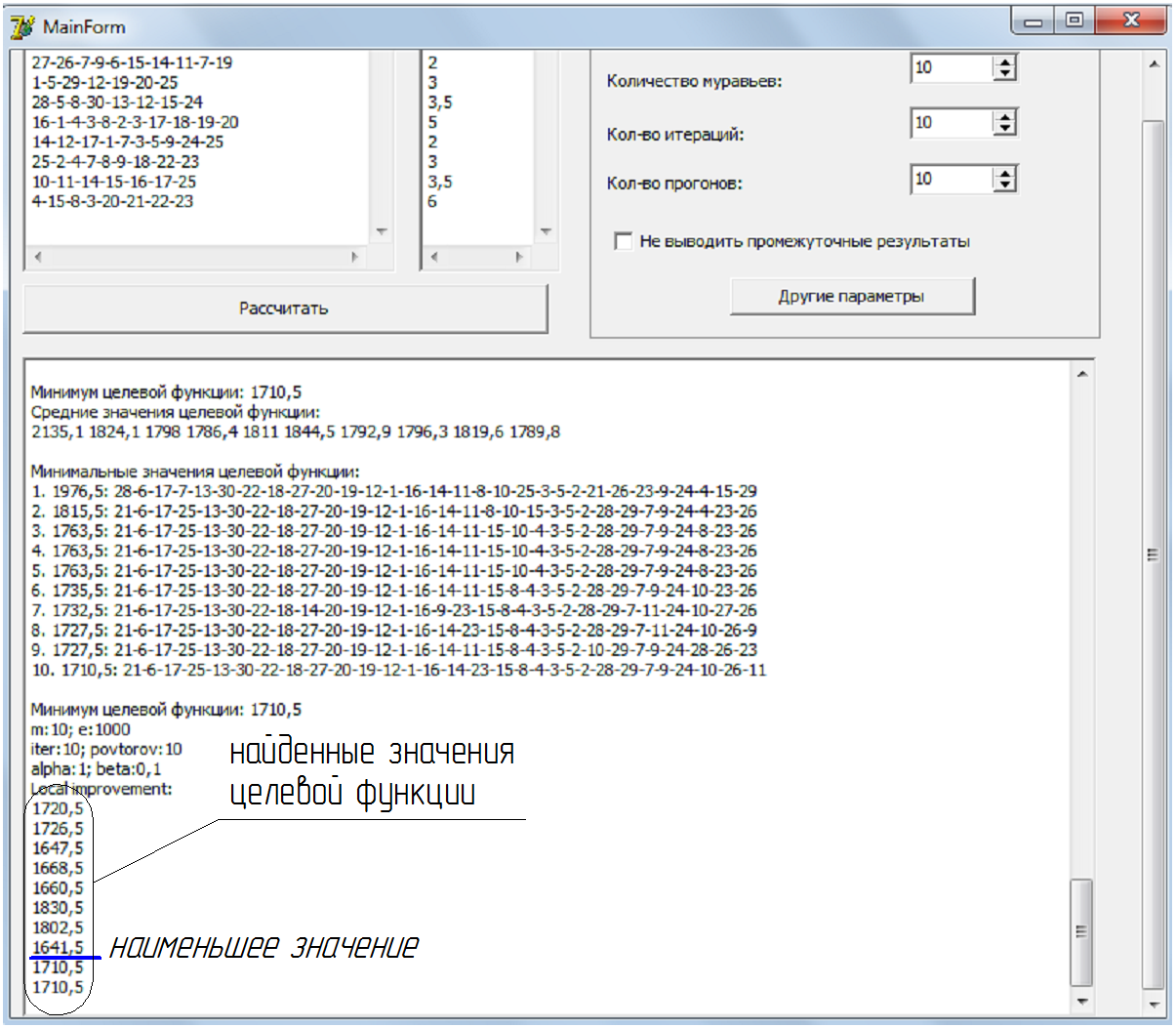
Это число является значением целевой функции (то есть мощностью грузопотока). Далее необходимо выше найти строчку, в которой указана расстановка оборудования, дающая такое значение целевой функции. Такая строчка всегда будет последней строкой в одном из прогонов:
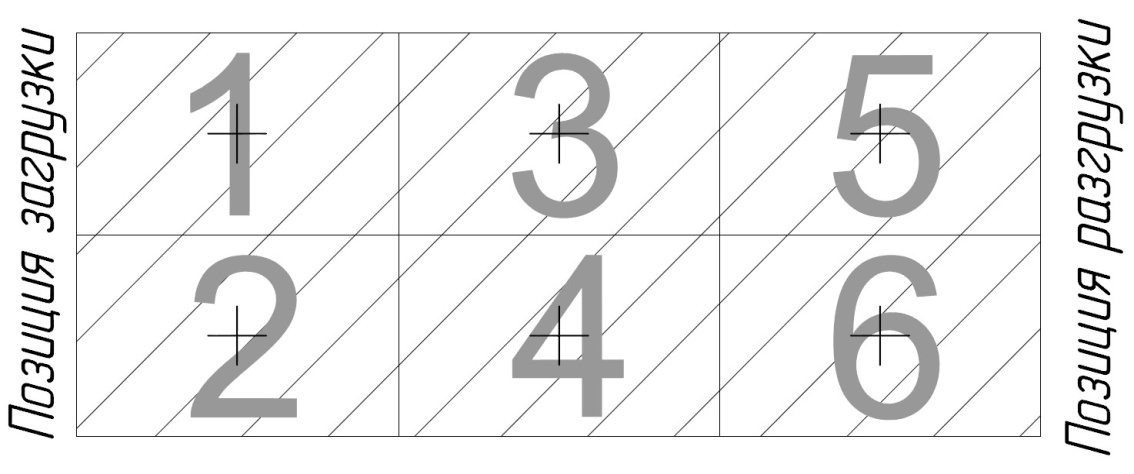
Таким образом удается найти оптимальную расстановку оборудования. Расстановка оборудования представляет из себя последовательный список станков, упорядоченный по позициям, на которых они должны быть установлены. Так, расстановка 2-5-3-4-1 означает, что на первой позиции стоит станок №2, на второй позиции станок №5, на третьей позиции станок №3, на четвертой станок №4 и на пятой позиции станок №1. Расположение позиций на производственном участке (для случая раздельного входа и выхода) представлено на следующем рисунке:
Приложение 5
Рассматриваются технологические процессы изготовления деталей №1,4,6,8 на участке ГПС.
Расчет необходимого количества основного оборудования

,
где: t ш-к i –штучно-калькуляционное время обработки i -го наименования заготовки, мин;
п – номенклатура изготавливаемых деталей на данном типе станка;
Ni – объем выпуска i -ой детали, шт/год;
Фэ – эффективный годовой фонд времени работы оборудования при двухсменной работе (3725 ч).
| Модель станка | 
| Cp | Спр | Присвоенные инвентарные номера |
| 16А20Ф3С47 | 0.1x80000+0.08x65000+0.1x75000+0.03x60000=15300 | 0.068 | 1 | 1 |
| DP GT2100M | 3.8x80000+3.3x65000+1.1x75000+0.8x60000=649000 | 2.9 | 3 | 2,3,4 |
| DP GT2100 | 1.4x80000+0.8x65000+1.3x75000+1.6x60000=357500 | 1.6 | 2 | 5,6 |
| HAAS VF2 | 0.7x80000+1.6x60000=152500 | 0.68 | 1 | 7 |
| JDY-30A | 0.2x80000=16000 | 0.07 | 1 | 8 |
| 2Р135Ф2 | 0.7x65000+2.2x75000=210500 | 0.94 | 1 | 9 |
| BU16 | 1.8x75000=135000 | 0.60 | 1 | 10 |
Далее каждой операции, выполняемой на производственном участке, присвоим свой уникальный инвентарный номер, что необходимо для выполнения расчетов с помощью специальной программы:
| инвентарный номер | номер операции в техпроцессе | номер детали |
| 1 | 005 | 1 |
| 2 | 010 | |
| 3 | 015 | |
| 4 | 020 | |
| 5 | 025 | |
| 6 | 005 | 4 |
| 7 | 010 | |
| 8 | 015 | |
| 9 | 020 | |
| 10 | 005 | 6 |
| 11 | 010 | |
| 12 | 015 | |
| 13 | 020 | |
| 14 | 025 | |
| 15 | 005 | 8 |
| 16 | 010 | |
| 17 | 015 | |
| 18 | 020 |
После определения необходимого количества оборудования распределим операции между станками, используя для этого специальную программу. Введенные для расчета данные представлены на следующих рисунках:
По результатам расчета найдено распределение операций (модулей, первый столбец таблицы) между станками (второй столбец таблицы):
|
|
Также была построена диаграмма Ганта, графически отображающая процесс выполнения операций:



После нахождения распределения операций между станками возможно определить точные маршруты изготовления деталей:
| Деталь | Последовательность операций | Последовательность станков |
| 1 | 1-2-3-4-5 | 1-4-5-7-8 |
| 4 | 6-7-8-9 | 1-2-6-9 |
| 6 | 10-11-12-13-14 | 1-2-5-9-10 |
| 8 | 15-16-17-18 | 1-3-6-7 |
Далее найдем оптимальную расстановку оборудования. Воспользуемся для этого программой, использующей метод «муравьиных колоний». Однако предварительно найдем для каждой детали суммарную массу заготовок, которые необходимо перемещать в ходе производственного процесса:
| Деталь | масса детали, кг | Программа выпуска | Суммарная масса |
| 1 | 0,07 | 80000 | 5600 |
| 4 | 0,16 | 65000 | 10400 |
| 6 | 0,076 | 75000 | 5700 |
| 8 | 0,04 | 60000 | 2400 |
Введем исходные данные в расчетную программу, при этом считаем вход и выход совмещенными:
В результате расчета программа выполняет 10 прогонов, выводя в конце их результаты. Выберем наилучший из них (обведен красным цветом)
Далее находим в соответствующем прогоне расстановку, соответствующую этой мощности грузопотока:
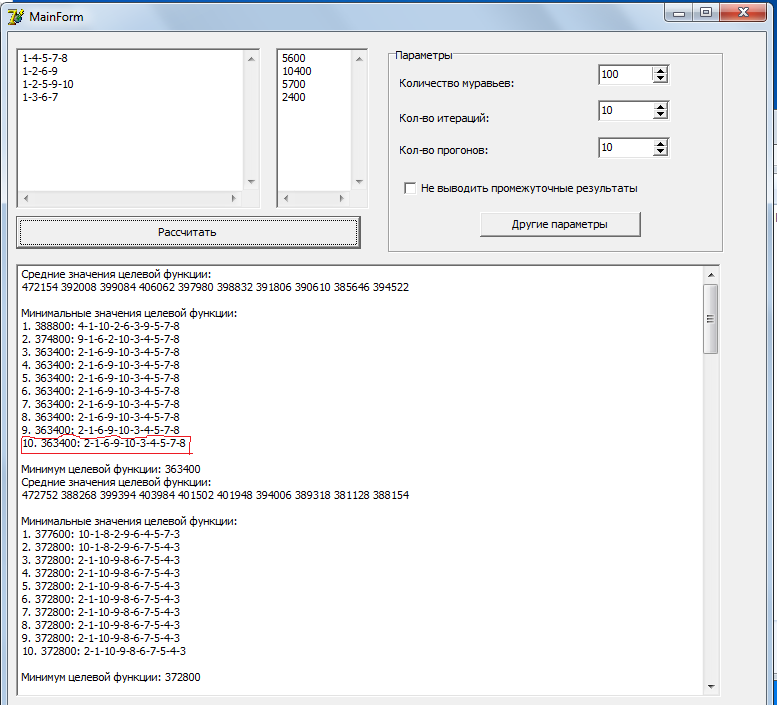
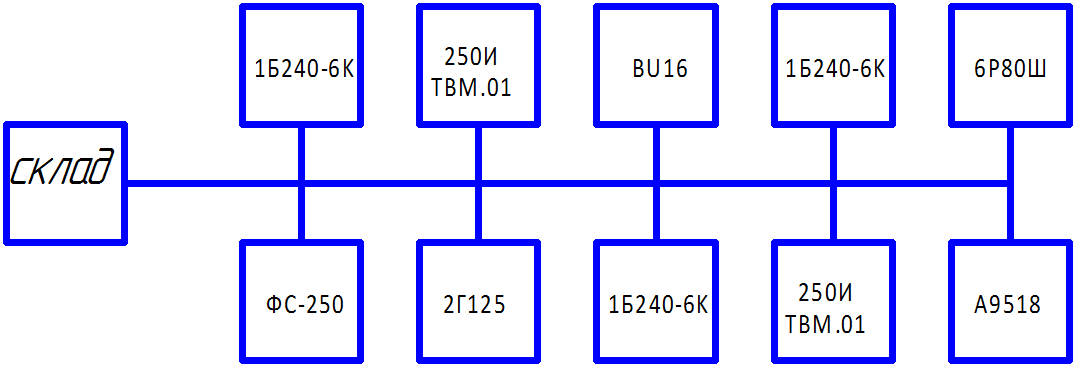
Таким образом, оптимальной является расстановка 2-1-6-9-10-3-4-5-7-8. Ниже представлена схема этой расстановки:
|
| Поделиться: |



