
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Количество основного оборудо-Содержание книги Поиск на нашем сайте
вания, шт.............…………… 2 3 4
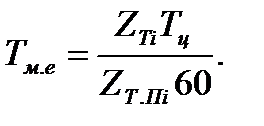
Количество транспортных средств определяют исходя из машиноемкости Тм.е транспортных операций, которую рассчитывают по следующей формуле:
Здесь Тц – средняя длительность одного рейса или одного цикла работы транспортного средства, мин; zt i – грузопоток i -го наименования груза, ед. тары/год; Zт.пi – величина транспортной партии i -го наименования груза, ед. тары (1). zti = Qi / С i, где zt i – грузопоток, ед. тары, по определенной группе изделий; Q i – грузопоток по определенной группе, т; С i – средняя грузовместимость тары, т. Длительность обслуживания заявки определяется типом транспортного средства, его скоростными характеристиками и протяженностью трассы. Для циклических транспортных средств длительность обслуживания (мин) при двухадресном режиме работы Тц = 2 (t р + t т + 1,075 t v + t в.п), где t р – время разгона транспортного средства, (0,1 мин); t т – время его торможения, (0,1 мин); t v – время движения на маршевой скорости, мин; t в.п – время отработки цикла взять-поставить, (0,5 мин). Для расчета t v используют средний путь движения на маршевой скорости, который равен 0,5 длины транспортной трассы, а скорость движения зависит от типа транспортного средства (150 м/мин).
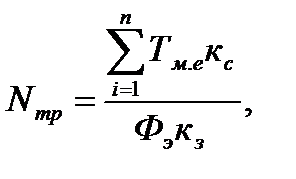
где Кс = 1,2... 1,6 — коэффициент спроса, учитывающий неравномерность поступления заявок на обслуживание в единицу времени; Кз = 0,7... 0,8 – коэффициент загрузки транспортного средства; Фэ – эффективный годовой фонд времени работы принятого типа транспортного средства, (2050 ч); n – число грузопотоков, обслуживаемых данным типом транспорта. Определяют общее количество транспортных средств на ГПС и вносят в таблицу 3 (приложение 1). 6. Система технического обслуживания. На производственном участке размещают систему удаления стружки, состоящую из конвейера, находящегося под основным оборудованием или около него и бункера для сбора стружки. Снабжение электроэнергией осуществляется через электрошкаф. Для очистки деталей от стружки и грязи перед контрольными позициями и позициями переустановки деталей на спутниках предусматривается использование моечной машины. Для осуществления автоматического зажима деталей и спутников в приспособлениях устанавливаются гидростанции. 7. Система управление и подготовка производства. На производственном участке устанавливают пульт управления участком с оператором. Определив количество станков и зная удельные площади основного и вспомогательного оборудования (приложение 1), рассчитывают площади производственных участков Fпp. Ширину В и длину L производственных участков определяют следующим образом: В = (Впр – Вм)/2 где Впр – ширина пролета, м; Вм – ширина магистрального проезда, м. Результаты расчетов заносят в таблицу 4 (приложение 1). Планировку оборудования на участке производят с помощью плоских темплетов. После размещения основного и вспомогательного оборудования на планшете и согласования с преподавателем, они обводятся соответствующим цветом по контурам и проставляются модели каждого станка, а также наносятся средства защиты персонала в соответствии с условными обозначениями (табл.4). Автоматические линии и вспомогательное оборудование «привязывают» соответствующими размерами к несущим конструкциям здания. На плане участка наносят и измеряют курвиметром грузопоток полуфабрикатов. По плану участка определяют его фактическую площадь. При выполнении графической части на листе миллиметровой бумаги необходимо соблюдать следующие требования: · название листа, например, «Планировка автоматизированного участка механической обработки по изготовлению корпусных деталей»; · обозначить основное и вспомогательное оборудование, на каждом написать его модель или обозначить условными знаками; · указать габаритные размеры участка, привязочные размеры (между оборудованием и оборудованием и стенами или колоннами); · нанести материальные потоки заготовок внутри участка. На планировке ГПС изображают и указывают: сечение колонн с фундаментами; наружные и внутренние стены; окна, ворота и двери, как наружные, так и внутренние; основное и вспомогательное оборудование; месторасположение персонала; каналы для удаления стружки; размеры ширины пролетов, шага колонн, ширину и длину участка, расстояние от оборудования до колонн в двух направлениях и минимальное между оборудованием и рабочими местами, габаритные размеры крупного оборудования; нумерацию оборудования с ее расшифровкой в спецификации.
Таблица 2 Условные обозначения, применяемые на планировке
Табл. 2 (Продолжение) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 2 | 3 | 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Двери и ворота двухстворчатые | 
| Перегородки сетчатые | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Перегородки звукоизолирующие | 
| Барьеры | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Перегородки из стеклоблоков | 
| Сплошные перегородки | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Каналы для транспортировки стружки | 
| Конвейеры цепные подвесные | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Тележки электрические поворотным столом | 
| Платформы электрические | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стеллаж с передвижным рольгангом | 
| Краны-штабелёры | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Краны ковочные консольные | 
| Краны поворотные | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ураны мостовые | 
| Кран-балки | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Электротельфер на монорельсе | 
| Краны-штабелёры автоматизированные | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Каретки операторы с автоматическим адресованием грузов | 
| Тележки рельсовые | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Транспортеры скребковые | 
| Транспортёры роликовые | 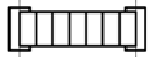
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Транспортёры пластинчатые | 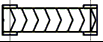
| Транспортёры сетчатые | 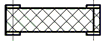
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Транспортеры ленточные | 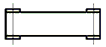
| Бенкеры(1) с загрузочными устройствами | 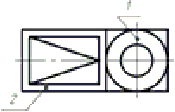
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железнодорожные пути ширококолейные | 
| Железнодорожные пути узкоколейные | 
| |||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Табл. 2 (Продолжение) | |||
| 1 | 2 | 3 | 4 |
| Тупиковые железнодорожные вводы ширококолейные | 
| Тупиковые железнодорожные вводы узкоколейные | 
|
| Установки защитной атмосферы | 
| Вентиляторы центробежные | 
|
| Воздушные компрессоры | 
| Кабины душевые с сеткой, открытые | 
|
| Подвод воды к потребителю | 
| Подвод воздуха к потребителю | 
|
| Подвод пара к потребителю | 
| Подвод электроэнергии к потребителю | 
|
| Умывальники, раковины | 
| Подстанции трансформаторные | 
|
| Колонна здания: условно; железобетонная; металлическая | 
| Колоны зданий металлические | 
|
| Многостаночное обслуживание одним рабочим | 
| Верстаки слесарные с тисками | 
|
| Пульт управления | 
| Место рабочего | 
|
| Санузел | 
| Термическое оборудование: камерная печь, шахтная печь (контур в плане берется из паспорта оборудования, изображение вычерчивается в масштабе | 
|
| Разметочная плита | 
| Контрольная плита | 
|
| Верстак | 
| Контрольный стол | 
|
|
Табл. 2 (Окончание) | |||
| 1 | 2 | 3 | 4 |
| Контрольный пункт | 
| Подвод сжатого воздуха (цифра указывает давление в сети) | 
|
| Точка подвода электрокабеля | 
| Подвод холодной воды | 
|
| Подвод пара | 
| Подвод эмульсии, содового раствора, масла | 
|
| Подвод газа природного, эндотермического, экзотермического, аммиака, азота | 
| Отметка уровней высот | 
|
| Бак (ванна) | 
| Трансформатор к электропечам | 
|
| Место складирования заготовок | 
| Лестничная клетка | 
|
| Технологическое оборудование номером по плану | 
| Автоматические линии | 
|
| Резервное место под оборудование | 
| Промышленный робот | 
|
| Машины погрузочные | 
| Рука механическая с магнитным приспособлением | 
|
| Манипуляторы полноповоротные рельсовые узколейные | 
| Манипуляторы полноповоротные рельсовые ширококолейные | 
|
| Манипуляторы с дистанционным управлением | 
| Манипуляторы напольные колёсные (нерельсовые) | 
|
| Медицинская аптечка | 
| Пожарный кран | 
|
Технико-экономические показатели спроектированной ГПС вносят в таблицу 4 (приложение 1).Титульный лист курсового проекта дан в приложении 1.
Литература
1. Вороненко В.П., Чепчуров М.С., Схиртладзе А.Г. Проектирование машиностроительного производства: Учебник /Под ред. В.П. Вороненко.- СПб.: Издательство «Лань», 2017, 416 С.
2. Системотехника компьютеризированного производства: Учебное пособие./Сост. В.Н. Брюханов, В.В. Хохлов. – М.: ГОУ ВПО МГТУ СТАНКИН. 2007. – 82 с.
Приложение 1
1. Распределение изготавливаемых деталей по станкам
| Тип оборудования | Инв. № | Изготавливаемые детали | Коэффициент загрузки |
| 1 | |||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 | |||
| 6 | |||
| 7 | |||
| 8 | |||
| 9 | |||
| 10 | |||
| 11 | |||
| 12 |
2. Формирование маршрутов изготовления деталей
| № детали | Маршрут обработки | Величина грузопотока, ед.тары/год |
3. Мощность грузопотоков
| Детали | Мощность грузопотока, ед.тары м/год | Количество транспортных средств |
3. Нормативы для определения площадей:
· средняя производственная площадь на один станок – 30 м2.
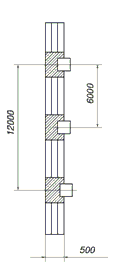
Размеры сетки колонн:
· шаг колонн по наружным стенам – 6 м;
· шаг колонн внутри участка – 12 м;
· ширина пролета – 24 м;
Минимальное расстояние:
между станками по фронту – 1,5 м;
между тыльными сторонами станков – 1,2 м;
при расположении станков в затылок – 2,0 м;
от стены или колонны:
тыльной стороной – 0,9 м;
фронтом станка – 2,0 м;
| № n/n | Площадь, занимаемая вспомогательным оборудованием | Размер площади, м2 |
| Лотковая система | 8 | |
| Электрошкаф | 1 | |
| Пульт управления | 2 | |
| Промышленный робот | 6 | |
| Контрольно-измерительное устройство | 6 | |
| Бункер для сбора стружки | 1 | |
| Противопожарный щит | 1 | |
| Кран-штабелер с транспортным путем | 5 | |
| Каретка-оператор с транспортным путем | 10 | |
| Стеллаж для режущего инструмента | 2 | |
| Стеллаж для заготовок или полуфабрикатов | 10 | |
| Накопитель | 4 | |
| Конвейер | 15 | |
| Гидростанция | 2 | |
| Поворотный стол | 3 | |
| Моечная машина | 6 | |
| Защитное ограждение | 1 | |
4. Параметры участка ГПС
| № п/п | Наименование оборудования | Количество | Удельная площадь, м2 | Площадь под данное оборудование, м2 |
| А. Площадь, занимаемая технологическим оборудованием | ||||
| 1 | Станки | |||
| Б. Площадь, занимаемая вспомогательным оборудованием | ||||
| Складское оборудование | ||||
| 2 | ||||
| 3 | ||||
| 4 | ||||
| Транспортное оборудование | ||||
| 5 | ||||
| 6 | ||||
| 7 | ||||
| 8 | ||||
| Средства инструментообеспечения | ||||
| 9 | ||||
| Средства ремонтного и технического обслуживания | ||||
| 10 | ||||
| 11 | ||||
| 12 | ||||
| 13 | ||||
| Средства контроля качества изделий | ||||
| 14 | ||||
| Средства охраны труда | ||||
| 15 | ||||
| 16 | ||||
| Средства подготовки и управления производством | ||||
| 17 | ||||
|
| ||||
| Итого: площадь производственного участка | ||||
| Длина × ширина участка, м | ||||
5. Технико-экономические показатели ГПС
| № п/п | Наименование показателя | Величина |
| 1 | Фактическая площадь участка, м2 | |
| 2 | Количество работающих | |
| 3 | Длина грузопотока полуфабрикатов, м | |
| 4 | Количество изделий, снимаемых с единицы площади, шт/м2 | |
| 5 | Максимальный коэффициент загрузки станка |
4. Титульный лист

МИНОБРНАУКИ РОССИИ
федеральное государственное бюджетное образовательное учреждение
высшего образования
«Московский государственный технологический университет «СТАНКИН»
(ФГБОУ ВО «МГТУ «СТАНКИН»)
| Институт машиностроения и инжиниринга | Кафедра технологии машиностроения | ||
Курсовой проект
| по дисциплине: «Проектирование гибких производственнных систем» на тему:_" Проектирование гибкого производственного участка (вариант №)" Направление: 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств» Магистерская программа: «Технология машиностроения» |
| Руководитель: | д.т.н., проф. Вороненко В.П. | ||
| подпись | |||
| Студент: | гр. МДС-15-01 Петров П.П. | ||
| подпись |
Оценка _____________________
Дата сдачи___________________
Москва 2019г.
Приложение 2
Маршрутные карты изготовления деталей
Деталь №1
|
| Поделиться: |



