Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика и маркировка абразивного инструмента
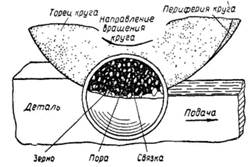
Абразивный инструмент представляет собой массу абразивных зерен, связанных между собой связующим веществом (связкой). Твердые материалы, из которых образованы зерна шлифовального круга, называются абразивными материалами. Процесс шлифования состоит в том, что шлифовальный круг снимает с детали тонкий слой металла (стружку) острыми гранями своих абразивных зерен (рис.1).
Рис. 1. Процесс шлифования.
Абразивный инструмент характеризуется следующими параметрами: формой и размерами, материалом и размерами зерен, связкой, твердостью и структурой. Абразивный инструмент изготовляется в соответствии со стандартами и техническими условиями. Абразивные материалы Абразивные материалы могут быть природного происхождения (естественные) и искусственные. Природные абразивные материалы (корунд, наждак, кварцевый песок, гранат, кремень, алмаз и др.) имеют ограниченное применение из-за нестабильности их физико-механических характеристик. В машиностроении в основном используют искусственные абразивные материалы, такие как: электрокорунды, карбиды кремния и бора, синтетические алмазы и эльбор. Электрокорунд - искусственный корунд на основе оксида алюминия (Аl2О3), выпускается в виде нескольких разновидностей (маркируется двумя цифрами и буквой «А»): - нормальный: марок 13А, 14А, 15А, 16А; - белый: 22А, 23А, 24А, 25А; - хромистый: 32А, 33А, 34А; - хромотитанистый: 91А, 92А., 93А, 94А; - монокорунд: 43А, 44А, 45А; - сферокорунд:ЭС. Карбид кремния (карборунд) состоит из SiC и имеет две разновидности: - черный: 52С,53С, 54С, 55С; - зеленый: 62С, 63С, 64С. Карбид бора (содержит до 94% В4С) - марки КБ. Синтетические алмазы выпускаются в виде: - шлифпорошков: АСО, АСР, АРВ, АРК, АРС; - микропорошков: АСМ, АСН. Эльбор (кубический нитрид бора): ЛО, ЛП, ЛКВ, ЛВМ, ЛПМ. Зернистость абразивных материалов Зернистость характеризует размеры зерен в поперечнике. В зависимости от размера различают 4 группы зерен: - шлифзерна (номера от 16 до 200) размеры от 160 до 2000 мкм; - шлифпорошки (от 3 до 12) - размеры от 40 до 125 мкм; - микропорошки (от Ml 4 до М63) - размеры от14 до 63 мкм; - тонкие микропорошки (от М5 до M10) - от 3 до 10 мкм. Зернистость алмазных и эльборных порошков обозначается дробью: в числителе - наибольший размер, в знаменателе - наименьший размер зерен данной фракции, в микрометрах (например: 200/160).
Содержание основной фракции зерен указывается после зернистости буквенным индексом В, П, Н, Д (в %). Связка абразивных инструментов Связка - вещество, применяемое для закрепления в абразивном инструменте и придания необходимой формы и размеров инструмента. Связка определяет прочность и твердость инструмента, оказывает влияние на геометрию рельефа рабочей поверхности инструмента, износ инструмента, производительность и качество обработки. Связки бывают: неорганические, органические и металлические. Неорганическими связками являются: - керамическая: марки К0...К8; - силикатная (С); - магнезиальная (МГ). Органические связки: - бакелитовая: марки Б, Б1...Б4, БУ, БП2; - вулканитовая: В, В1, В2, ВЗ, В5, СКН; - глифталевая (ГФ); - поропластовая - вспененный поливинилформаль (ПФ); - эпоксидно-каучуковая (ЭК). Металлические связки: - из порошков медных сплавов: М1, М1П; - на основе алюминиево-цинковых сплавов: М5, МО13, МВ1; -гальванические на никелевой основе: МН и др. Металлические связки используют для изготовления алмазных и эльбор- ных шлифовальных и заточных кругов. Наиболее распространены керамические и бакелитовые связки. Твердость абразивных инструментов Твердость характеризует прочность закрепления абразивных зерен в инструменте с помощью связки, поэтому она определяется количеством и свойствами связки, введенной в инструмент. Твердость абразивных инструментов разделяют на 18 номеров (с 0 по 17), условно разделенных на 8 групп: - весьма мягкая (ВМ1, ВМ2); - мягкая (М1, М2, МЗ); - среднемягкая (СМ1, СМ2,); - средняя (С1, С2); - среднетвердая (СТ1, СТ2, СТЗ); - твердая (Т1, Т2); - весьма твердая (ВТ1, ВТ2); - чрезвычайно твердая (ЧТ1, ЧТ2).
|
|||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 511; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.152.17 (0.008 с.) |