
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 2. - электрическая дуга и ее применениеСодержание книги
Поиск на нашем сайте
2.1. Сварочная дуга Если случайно или намеренно разомкнуть электрическую цепь, то в месте разрыва цепи проскакивает электрическая искра. Это явление, представляющее собой прохождение электрического тока через воздух, носит название искрового разряда. Сварочной дугой называют длительный устойчивый электрический разряд в газовой среде между электродом и изделием либо между электродами, отличающуюся большим количеством тепловойэнергии и сильным световым излучением.
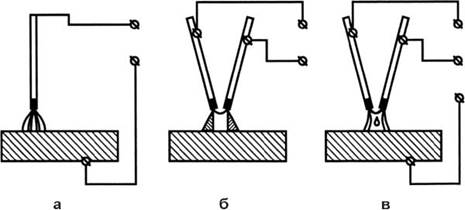
Рис. 2.1 -
Для сварки металлов наиболее широко используют сварочную дугу прямого действия, в которой одним электродом служит металлический стержень (плавящийся или неплавящийся электрод), а вторым – свариваемая деталь. К электродам подведен электрический ток - постоянный или переменный. Дугу возбуждают двумя способами - касанием или чирканьем. В обоих случаях процесс возбуждения сварочной дуги начинается с короткого замыкания. При этом в точках контакта увеличивается плотность тока, выделяется большое количество теплоты, и металл плавится. Затем электрод отводят, разрядный промежуток заполняется нагретыми частицами паров металла, и начинается горение дуги.
Рис. 2.2 - Схема возбуждения электрической дуги:
III - образование шейки; IV - возникновение дуги. 1 - электрод; 2 - основной металл; 3 - сварочная дуга
Для повышения устойчивости горения сварочной дуги в электродное покрытие или в защитный флюс вводят элементы (калий, натрий, барий и др.), которые повышают степень ионизации и, следовательно, стабилизации сварочной дуги. Дуговой промежуток подразделяется на три основные области (рис. 2.3):
Рис. 2.3 - Строение электрической дуги и распределение напряжения на ее участках: 2 – изделие; 3 – анодное пятно; 4 – анодная область дуги; 5 – столб дуги; 6 – катодная область дуги; 7 – катодное пятно
Катодное пятно является источником потока свободных электронов. Температура его для стальных электродов достигает 2400-2600°С. В катодном пятне выделяется около 38% общей теплоты дуги. Столб дуги представляет собой проводник электрического тока. В нем свободные электроны и отрицательно заряженные ионы движутся к аноду, а положительно заряженные ионы - к катоду. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении столба одновременно находятся равные количества противоположно заряженных частиц. В столбе дуги выделяется около 20% общей теплоты дуги. Температура столба дуги зависит от силы сварочного тока и достигает в ее центре 6000-7000°С и более. Температура капли на конце стального электрода приблизительно равна 2150°С, а при перелете ее через дуговой промежуток - 2350°С. В среднем температура сварочной ванны составляет 1770°С. Анодное пятно является местом входа и нейтрализации свободных электронов. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты (примерно 42%), чем на катодном. При работе на постоянном токе возможна прямая и обратная дуга. При прямой полярности «+» на изделии «-» на электроде. При обратной полярности «-» на изделии «+» на электроде. При переменном токе эта смена будет происходить 100 раз в секунду, поэтому дуга на переменном токе горит менее устойчиво, чем на постоянном. При сварке на переменном токе количество теплоты, выделяющиеся на электроде и изделии, будет примерно одинаковым.
Длиной дуги называют расстояние от конца электрода до дна кратера на поверхности металла. Кратером называют углубление на поверхности металла в результате давления на него столба дуги. Различают по длине короткую и длинную дугу. Длина дуги определяется диаметром электрода. Короткой называется дуга, длина которой меньше или равна диаметру электрода. Ее размеры 2 - 4 мм. Длинная дуга та, которая больше или равна диаметру электрода. Короткой дугой сваривают, длинной - режут металл. В процессе горения дуги жидкий металл с конца электрода переходит в сварочную ванну в виде отдельных капель (капельный способ) и при полуавтоматической сварке струйно. Перенос капель осуществляется под действием: Характер капель зависит от силы сварочного тока. С увеличением силы тока размер капель уменьшается, а число их возрастает. С уменьшением силы тока размер капли растет и в единицу времени капель становится меньше. Именно это свойство переноса металла и уменьшение силы тока, а также максимально короткая дуга позволяют вести сварку в вертикальном положении. КПД сварочной дуги Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q0 электрической энергии: q0 = 0,24·Iсв·Uд кал/сек, пренебрегая теплом, идущим на химические реакции в дуговом промежутке и несколько, меняющим тепловой баланс дуги. Не все тепло сварочной дуги идет на нагрев изделия: часть тепла затрачивается на нагревание нерасплавившейся части электрода, часть — на излучение в окружающее пространство, некоторое количество тепла теряется с каплями электродного металла при его разбрызгивании. Поэтому вводят понятие эффективной тепловой мощности сварочной дуги. Эффективная тепловая мощность сварочной дуги (q) — это количество тепла, введенное в металл изделия в единицу времени, равное q = Q / t, кал/сек, где Q — количество тепла, введенное в металл, кал; t - время горения дуги, сек. Потери тепла сварочной дуги в результате излучения на нагревание электрода для различных способов сварки будут разные. Величиной, характеризующей тепло, расходуемое на нагревание металла, является коэффициент полезного действия процесса нагрева изделия сварочной электрической дугой (n). КПД сварочной дуги представляет собой отношение эффективной тепловой мощности сварочной дуги (q) к тепловому эквиваленту ее электрической мощности (q0), т. е. n = q / q0 Эффективный КПД зависит от технологических условий сварки. При сварке открытой металлической дугой n=0,5-0,85, при сварке под слоем флюса n=0,8-0,95, а при сварке угольной дугой n=0,5-0,65. Значение КПД будет зависеть от способа сварки, материала электродов, состава покрытий и других факторов.
|
||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 369; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.6.179 (0.011 с.) |

 Сварочные дуги квалифицируют по следующим признакам:
Сварочные дуги квалифицируют по следующим признакам: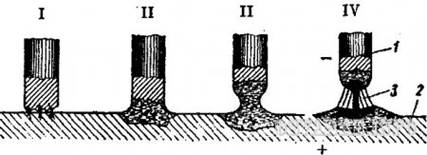 При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис. 2.2). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха - возникает сварочная дуга.
При отводе электрода от изделия (после короткого замыкания и мгновенного расплавления металла) жидкий мостик металла вначале растягивается, сечение его уменьшается, температура металла повышается, а затем жидкий мостик металла разрывается (рис. 2.2). При этом происходит быстрое испарение металла, и разрядный промежуток заполняется нагретыми ионизированными частицами паров металла, электродного покрытия и воздуха - возникает сварочная дуга.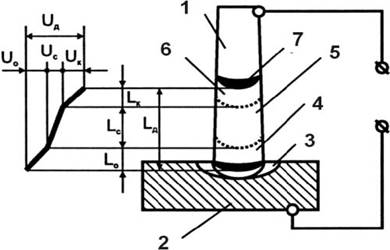 • катодную; • анодную; • столб дуги.
• катодную; • анодную; • столб дуги.


