Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Спецчасть: анализ методов обработки и контроля главных отверстий деталейСодержание книги
Поиск на нашем сайте
Для получения отверстий применяют сверла, развертки, зенкеры. Зенкерование обеспечивает 11 квалитет, развертывание - 9 квалитет. Сверление - один из наиболее распространенных способов получения цилиндрических отверстий глухих и сквозных в сплошном материале Когда требования по точности не выходят за 11-12 квалитет. Процесс сверления совершается при двух совместных движениях: вращение сверла или детали вокруг оси отверстия (главное движение) и поступательном движении сверла вдоль оси (движение подачи). При работе на сверлильном станке сверло совершает оба движения, заготовка крепится неподвижно на столе станка. При работе на токарных и револьверных станках, а так же на токарных автоматах вращается деталь, а сверло совершает поступательное перемещение вдоль оси.
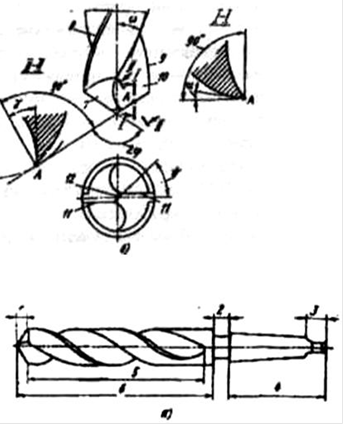
. передняя поверхность - винтовая поверхность, по которой сходит стружка. . задняя поверхность - поверхность обращенная к поверхности резания. . режущая кромка - линия образованная пересечением передней и задней поверхности. . ленточка - узкая полоска на цилиндрической поверхности сверла, расположенная вдоль оси. Обеспечивает сверлу направление. . поперечная кромка - линия образованная в результате пересечения обеих задних поверхностей 2φ от 90-2400; ω до 300, γ-передний угол(к центру меньше, к периферии увеличивается)
6. режущая часть . Шейка . лапка(такая же и у зенкеров, а у фрезы отверстие на конце)
Между 2и 3-конус Морзе Сверла изготавливают из быстрорежущих и твердых сталей. Крутящий момент обеспечивается за счет конуса. Лапка предотвращает прокручивание сверла, и выбивание из шпинделя. Применяют пировое сверло при металлообработке и деревообработке. При сверлении отверстий большого диаметра >75 мм обычным способом в стружку идет много металла. Применяю кольцевые сверла(число режущих пластин 4-8).V=(pi*D*n)/1000 м/мин-скорость резания S- подача, мм/обt- глубина резания(расстояние между обрабатываемой и обработанной поверхностями)t=D/2 -глубина резания при сверлении Зенкеры. Обеспечивают 11 квалитет. Обрабатывают отверстия в литых, штампованных заготовках, а также предварительно просверленных отверстий. (Отличие)Снабжены 3-4 режущими кромками и не имеют поперечного лезвия, что повышает прочность, жесткость. Режущая (заборная) часть выполняет основную работу резания. Калибрующая направляет и обеспечивает точность и шероховатость поверхности.
По виду зенкеры делят на: цилиндрические, конические торцовые. -называются цековка (предназначены для обработки отверстий под шайбу или головку болта). Зенкеры под углом 450 называются ценковка (применяют для снятия фаски в отверстиях) Зенкеры бывают цельные, сборные и насадные. Первые диаметром до 32 мм, вторые до 100. Припуск под зенкерование 0,5-3 мм на сторону. Rz =10 Износ зенкеров - по задней поверхности hЗ= 1,2+1,5 мм по уголкам и ленточке. Развертки. Обеспечивают 9 квалитет. Применяются для обработки в основном малых диаметров. Окончательная обработка отверстий. Припуск 0,15-0,5 мм для черновых и 0,05-0,25 для чистовых, Ra = 0,32+0,63. По форме - цилиндрические, конические. Имеют 6-12 главных режущих лезвий. По способу применения - ручные(на конце квадрат для того чтобы одевать вороток) и машинные(на конце лапка). По способу крепления зубьев - цельные, составные, напайные и с механическим креплением. По материалу режущей части ~ углеродистые, быстрорежущие, твердосплавные. За критерий затупления принимают: а) при обработке незакаленных сталей износ задней поверхности hз, - 0,4-0,7 мм; б) при обработке закаленных hз= 0,4-0,35 мм. Развертки служат до переточки. Зенкерование и развертывание жаропрочных сталей на никелевой основе, обрабатывается плохо. Применяют сталь Р9Ф5, скорость резания в 2 раза меньше, чем при сверлении. Обильное охлаждение эмульсией, сульфофрезолом. Титановых сплавов. При диаметре больше 10 мм инструмент из ВК8, при меньших -Р18, Р6К10 и Р9Ф5. HRC 63-65. СОЖ - касторовое масло, олеиновая кислота. Режимы зенкерования инструментом из ВК8 V= 10-15 м/мин, S =0,1-0,3 мм/об, t = 0,5+1 мм; развертывание V = 10-15 м/мин, S = 0,15+0,2 мм/об, t = 0,05+0,1. Из быстрорежущих сталей: зенкерование V = 3-5 м/мин, S = 0,05-0,2 мм/об, t = 0,3-0,8. Развертывание V = 2-3 м/мин, S = 0,05-0,2 мм/об, t = 0,05-0,1 мм.
|
|||||
|
|
Последнее изменение этой страницы: 2020-03-14; просмотров: 178; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.21.101 (0.01 с.) |