
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбрать штамповочные уклоны.
Штамповочные уклоны облегчают извлечение поковки из штампа. По расположению поверхности различают наружные и внутренние уклоны (рис. 10, рис. 11). Уклон α на наружной поверхности поковки назначается меньшим, чем уклон β на внутренней. Это связано с тем, что внешние поверхности поковки при остывании отходят от стенок штампа, уменьшая вероятность застревания поковки в штампе. Внутренние, охватывающие выступы штампа, прижимаются к его стенкам, что препятствует извлечению поковки из штампа. Штамповочные уклоны имеют стандартные значения, так как при изготовлении штампов полости фрезеруют стандартным набором инструмента. Ориентировочно уклоны выбираются по табл. 2 в зависимостиототношения глубины штампа к его ширине h/d (рис. 10, рис. 11)..
Табл. 2
КГШП – кривошипные горячештамповочные прессы 7. Назначить радиусы закруглений углов поковки. Радиусы закруглений углов поковки облегчают ее извлечение из полости штампа, снижают вероятность появления в острых участках поковки трещин при ее изготовлении, а также увеличивают стойкость штампов. Различают радиусы закругления внутренних и наружных углов поковки (рис. 12, а). Радиус закругления внутреннего угла (Rв) - радиус закругления в сечении вогнутого участка поверхности поковки. Радиус закругления наружного угла (Rн) - радиус закругления в сечении выпуклого участка поверхности поковки
Радиусы закруглений наружных углов штампованной поковки Rн определяются в зависимости от массы поковки и глубины полости ручья штампа «h» (рис. 12, б) по таблице 3. Табл. 3
Радиусы закруглений внутренних углов штампованной поковки Rв = 3 × Rн, мм Полученные радиусы закруглений наружных и внутренних углов округляют до ближайшего значения из следующего стандартного ряда чисел: 1; 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12,5; 15; 20; 25; 30 С целью снижения трудоемкости изготовления штампов из полученных величин выбирается одно минимальное значение радиуса закругления для наружных углов и одно для внутренних, которые и принимаются за действительные радиусы закруглений наружных и внутренних углов штампованной поковки. Если радиус закругления наружного угла больше припуска на механическую обработку Пм соответствующей наружной поверхности (рис. 12, в), то значение Rн принимается равным Пм, и округляется в меньшую сторону до ближайшего значения стандартного ряда.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 1014; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.210.17 (0.006 с.) |
 Рис. 10 Наружные и внутренние уклоны при штамповке плашмя
Рис. 10 Наружные и внутренние уклоны при штамповке плашмя
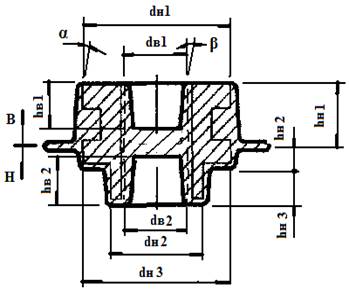 Рис. 11 Наружные и внутренние уклоны при штамповке в торец
Рис. 11 Наружные и внутренние уклоны при штамповке в торец
 а
а

 б
б
 в
в



