
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Крепление четырехгранных пластин (ГОСТ 26611-85)
Контрольные вопросы
1) Назовите основные конструктивные элементы режущей части резца. 2) С какой целью применяется опорная пластина в резцах с механическим креплением твердосплавных пластин? 3) Как влияет размер радиуса при вершине резца на качество обработанной поверхности?
Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью поверхности. Все перечисленные способы относятся к обработке осевым инструментом. Ее основные признаки: главным движением резания является вращательное движение инструмента, а движение подачи осуществляется вдоль оси главного движения.
Сверла
Сверло представляет собой режущий инструмент для обработки отверстий в сплошном материале, либо для рассверливания отверстий. Сверла изготавливают из быстрорежущей или конструкционной стали. В последнем случае они оснащаются пластинами из твердого сплава. Наиболее широкое распространение в промышленности нашли спиральные сверла. Они используются при сверлении и рассверливании отверстий диаметром до 80 мм и обеспечивают обработку отверстий по 12–14-му квалитетам точности с шероховатостью поверхности Rz = 20...40 мкм.
Конструктивные элементы сверла
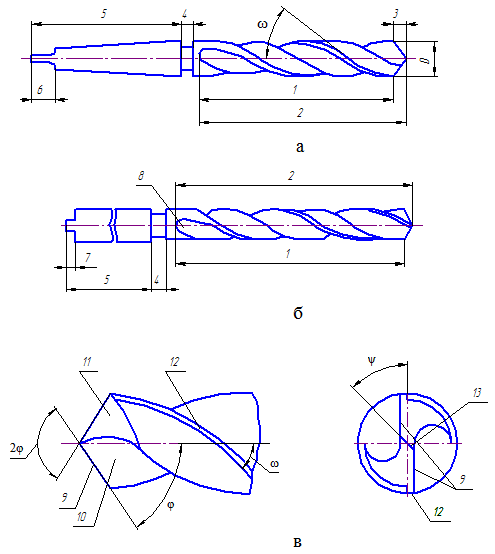
Спиральное сверло имеет следующие основные части (рисунок 25): режущая 3, направляющая 1 или калибрующая, хвостовик 5 и соединительная 4 (шейка). Режущая и направляющая части в совокупности составляют рабочую часть 2 сверла, снабженную двумя винтовыми канавками 8. Режущая часть спирального сверла состоит из двух зубьев, которые в процессе сверления своими режущими кромками 9 врезаются в материал заготовки и срезают его в виде стружки, которая затем отводится по винтовым канавкам. Рабочая часть является основной частью сверла. Условия работы сверла определяются главным образом конструкцией режущей части сверла. Передними поверхностями 10 сверла являются поверхности винтовых канавок, по которым сходит стружка. Задними поверхностями 11 сверла являются поверхности зуба сверла, обращенные к поверхности резания (по которой происходит отделение стружки от заготовки). Задние поверхности могут быть заточены как плоские, винтовые, конические или цилиндрические поверхности. Линия пересечения задних поверхностей обеих зубьев сверла образует поперечную режущую кромку 13, расположенную в центральной зоне сверла.
Направляющая часть сверла необходима для создания направления при работе инструмента. Поэтому она имеет две направляющие винтовые ленточки (спиральные фаски) 12, которые участвуют в оформлении (калибровании) поверхности обработанного отверстия. Кроме этого направляющая часть сверла служит запасом для переточек инструмента.
Рисунок 25 – Спиральное сверло
Хвостовик, который может быть конической (с лапкой 6) (рисунок 25, а) или цилиндрической (с поводком 7 и без поводка) (рисунок 25, б) формы, служит для закрепления сверла на станке. Он с помощью цилиндрической шейки соединяется с рабочей частью сверла. Наиболее часто рабочая часть сверла изготавливается из быстрорежущей стали, а хвостовик из стали 45. Рабочая часть и хвостовик соединяются сваркой. В промышленности используют также твердосплавные сверла. Режущая часть этих сверл оснащается пластинками твердого сплава. У твердосплавных сверл малого диаметра полностью вся рабочая часть может изготавливаться из твердого сплава. Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10…20 мм разбивка составляет 0,15…0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка. Для уменьшения разбивки и для предотвращения возможного защемления сверла в просверливаемом отверстии диаметр сверла в направлении от режущей части несколько уменьшается. Уменьшение диаметра принято называть обратной конусностью и определять разность Δ диаметров на расстоянии l 0 = 100 мм длины рабочей части. 3.1.2 Геометрические параметры
Углом наклона винтовой канавки ω (см. рисунок 25, в) называется угол, образуемый осью сверла и касательной к вершине винтовой линии пересечения передней поверхности сверла с цилиндрической поверхностью, ось которой совпадает с осью сверла и диаметр, который равен диаметру сверла.
Режущие кромки наклонены к оси сверла и образуют между собой угол при вершине 2φ (главный угол в плане). С увеличением угла при вершине сверла уменьшается активная длина режущей кромки и увеличивается толщина среза, что приводит к увеличению усилий, действующих на единицу длины режущих кромок, и способствует повышению интенсивности износа сверла. Известно, что нормальная работа сверла может иметь место тогда, когда надежно обеспечивается вывод стружки по канавкам и не наблюдается ее защемление и пакетирование. Как показывают исследования, увеличение угла при вершине 2φ приводит к более плавному изменению передних углов вдоль режущей кромки, что благоприятно отражается на режущей способности сверла. Задний угол α является важным элементом конструкции сверла, его размер в значительной мере влияет на стойкость инструмента.
Заточка спиральных сверл Для удаления изношенных участков инструмента, образования новых лезвий и восстановления режущих свойств были разработаны всевозможные способы заточек стандартных сверл. Форма заточки сверла выбирается в зависимости от свойств обрабатываемых материалов и диаметра инструмента. Основные формы заточек спиральных сверл приведены на рисунке 26. Нормальная без подточек (Н) – для сверл диаметром до 12 мм. Применяется для сверл универсального применения при обработке стали, стального литья, чугуна. Нормальная с подточкой поперечной кромки (НП) – для обработки стального литья с σв ≤ 500 МПа с неснятой коркой. Подточка поперечной кромки уменьшает ее длину, что улучшает условия резания. Нормальная с подточкой поперечной кромки и ленточки (НПЛ) – для сверл диаметром 12…80 мм. Применяется для обработки стали, стального литья с σв > 500 МПа со снятой коркой, чугуна с неснятой коркой. Подточка ленточки до ширины 0,1-0,2 мм на длине 3-4 мм уменьшает трение в наиболее напряженном участке сверла и улучшает условия резания. Двойная с подточкой поперечной кромки (ДП) – для обработки стального литья с σв ≥ 500 МПа и чугуна с неснятой коркой. Увеличивается длина режущей кромки, уменьшается толщина стружки, улучшается отвод теплоты, значительно увеличивается стойкость. Двойная с подточкой поперечной кромки и ленточки (ДПЛ) – для сверл универсального применения при обработке стального литья с σв>500 МПа и чугуна со снятой коркой. Двойная с подточкой и срезанной поперечной кромкой (ДП-2) – для обработки хрупких материалов.
Износ осевого инструмента
В процессе резания износу подвергаются в той или иной мере все лезвия режущей части сверла. Первоначальный износ сверла может быть обнаружен по резко скрипящему звуку. При работе изношенным сверлом температура резко возрастает, и сверло еще больше изнашивается, разбивая отверстие. Виды износа приведены в таблице 8.
Таблица 8 – Износ осевого инструмента
Окончание таблицы 8
|
|||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-04-30; просмотров: 309; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.136.18.48 (0.01 с.) |
 Нормальная без подточки (Н)
Нормальная без подточки (Н)
 Нормальная с подточкой
поперечной кромки (НП)
Нормальная с подточкой
поперечной кромки (НП)
 Нормальная с подточкой поперечной кромки и ленточки (НПЛ)
Нормальная с подточкой поперечной кромки и ленточки (НПЛ)
 Двойная с подточкой
поперечной кромки (ДП)
Двойная с подточкой
поперечной кромки (ДП)
 Двойная с подточкой поперечной кромки и ленточки (ДПЛ)
Двойная с подточкой поперечной кромки и ленточки (ДПЛ)
 Двойная с подточкой и срезанной
поперечной кромкой (ДП-2)
Двойная с подточкой и срезанной
поперечной кромкой (ДП-2)




