Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Карты ремонта горизонтальных сварных резервуаровСодержание книги
Поиск на нашем сайте
Карта 4. 7. 1 Дефект Потеря устойчивости (изгиб) элементов внутренних колец жесткости и опорных диафрагм с частью стенки (вмятина). Метод исправления 1. Удаляют дефектные элементы кольца жесткости или опорной диафрагмы. 2. Выправляют (вырезают) вмятины на станке. 3. Подгоняют и заменяют элементы кольца жесткости или опорной диафрагмы новыми элементами сечением на менее проектных. 4. Трещины в сварных соединениях колец жесткости и опорных диафрагм исправляют путем вырубки всего шва и наложения нового сечением не меньше проектного. 5. Разрушенные фасонки удаляют и заменяют новыми с наложением проектных швов. 6. Подогнанные элементы кольца жесткости или опорных диафрагм устанавливают и сваривают между собой. Высоту швов принимают по проекту. Карта 4. 7. 2 Дефект Осадка одной из опор (резервуар установлен на две опоры). Метод исправления 1. Резервуар освобождают от нефтепродукта. 2. Отсоединяют подводящие трубопроводы. 3. У осевшей опоры резервуар поднимают (поддомкрачивают) выше проектной отметки и устанавливают на временную опору. 4. На седло опоры укладывают слой бетона марки 100 (с учетом уклона) до требуемой высоты с выравниванием верхней части по шаблону. 5. Бетон выдерживают до нарастания 70 % прочности. 6. Резервуар устанавливают на опору и подсоединяют трубопроводы. Примечание. Вместо бетона допускается укладка на седло опоры полосовых металлических подкладок. Карта 4. 7. 3 Дефект Осадка одной или нескольких опор (резервуар установлен на нескольких опорах). Метод исправления 1. Резервуар освобождают от нефтепродукта и выдерживают в течение 24 ч. 2. На седле осевших опор подбивают бетон марки 100 и выдерживают до нарастания 70 % прочности бетона. Примечание. Вместо бетона допускается установка на поверхность седла сплошных полосовые металлических подкладок. Карта 4. 7. 4 Дефект Отпотина А в сварном соединении в основном листе Б стенки или днища резервуара или цепочка пор В в сварном соединении.
Метод исправления 1. Одиночную отпотину в стыковом соединении или основном листе высверливают и заваривают с двух сторон, в нахлесточном - вырубают (выплавляют) и заваривают. 2. Цепочку пор вырубают (выплавляют) более участка дефекта на 60 мм. Стыковые соединения сваривают с двух сторон, нахлесточные - с наружной стороны. 3. Герметичность отремонтированных участков проверяют вакуум-методом или керосином.
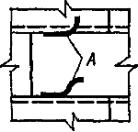
Карта 4. 7. 5 Дефект Продольная трещина А сквозная или несквозная в нахлесточном соединении стенки Б резервуара без выхода на основной металл.
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины. 2. Вырубают (выплавляют) участок сварного соединения больше дефектного места на 50 мм в каждую сторону. 3. Сварку осуществляют с наружной стороны, при необходимости выполняют подварку внутренних прерывистых швов. 4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином. Карта 4. 7. 6 Дефект Продольная трещина А сквозная или несквозная в нахлесточном сварном соединении стенки резервуара с выходом на основной металл.
Метод исправления 1. Расчищают дефектное место, выявляют границу трещины. 2. Конец трещины на основном металле засверливают сверлом диаметром 6 мм. Участок сварного соединения вырубают (выплавляют) больше дефектного места на 50 мм в каждую сторону. На основном металле дефектный участок вырубают до засверленного отверстия с зазором между кромками 2 ± 1 мм. 3. Места нахлеста сваривают с наружной стороны, а на основном металле - с двух сторон. При необходимости осуществляют подварку внутренних прерывистых швов. 4. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.
Карта 4. 7. 7 Дефект Продольная трещина А (сквозная или несквозная) в стыковом сварном соединении стенки или днища резервуара с выходом или без выхода на основной металл Б или трещина в пересечении сварных соединений.
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм. 2. Дефектные участки шва между засверленными отверстиями вырубают (выплавляют) с зазором между кромками 2 ± 1 мм. 3. Сварку выполняют с двух сторон электродами диаметром 3 - 4 мм или на технологической подкладке. 4. Герметичность отремонтированных участков контролируют вакуум-методом, при помощи керосина или другими способами.
Карта 4. 7. 8 Дефект Трещина А по стыку или основному металлу уторного уголка Б без выхода на основной металл с листа первого пояса стенки резервуара В и окрайку днища Г. Метод исправления 1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины. 2. Осуществляют сварку стенки резервуара В в месте выреза с окрайкой днища Г тавровым швом. 3. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайке днища Г. Направление сварки указано стрелками.
Карта 4. 7. 9 Дефект Потеря устойчивости обвязочного уголка в узле сопряжения стенки с днищем. Метод исправления 1. Устанавливают границы дефектного места. 2. Вырезают обвязочный уголок А вместе с деформированными местами стенки Б и днища В размерами больше дефектного места. 3. Подгоняют встык новый элемент Г обвязочного уголка и сваривают. 4. Подгоняют встык новые вставки стенки и днища и сваривают с двух сторон. 5. Вставки стенки приваривают к обвязочному уголку с двух сторон сплошными швами, днища - с наружной стороны сплошным швом, а с внутренней - прерывистым. 6. Герметичность отремонтированного участка проверяют вакуум-методом или керосином.
|
||||
|
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 236; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.49.73 (0.006 с.) |