Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Карты ремонта стенки стальных вертикальных цилиндрических резервуаровСодержание книги
Поиск на нашем сайте
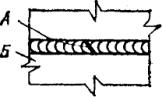
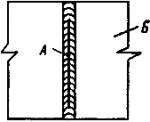
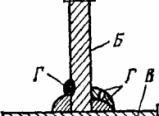
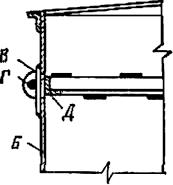
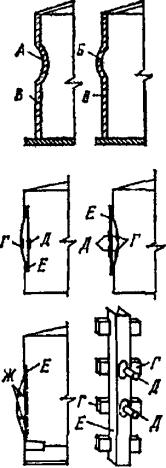
Карта 4. 3. 1 Дефект Трещина А по сварному шву или основному металлу уторного уголка Б, распространившегося на основной металл листа первого пояса стенки резервуара В на длину не более 100 мм.
Метод исправления 1. Вырезают уторный уголок Б длиной не менее 500 мм симметрично в обе стороны от трещины. 2. Выявляют границы трещины и концы ее Г засверливают сверлом диаметром 6 - 8 мм. 3. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 4. Сварку дефектного места ведут с двух сторон. 5. Сваривают стенку В резервуара в месте выреза уторного уголка Б с окрайкой днища Д тавровым швом. 6. Приваривают торцы уторного уголка Б к стенке резервуара В и окрайку днища Д. Направление и последовательность сварки указаны стрелками и цифрами.
Карта 4. 3. 2 Дефект Трещина А по стыковому соединению окрайка днища Б, распространившаяся внутрь резервуара с выходом на основной металл первого пояса стенки В длиной не более 100 мм.
Метод исправления 1. Дефект в сварном соединении окрайки и на днище исправляют по аналогии с требованиями карт 4.2.3 - 4.2.5. 2. Затем исправляют дефект на стенке резервуара. Разделенные кромки сваривают с двух сторон за два прохода или более.
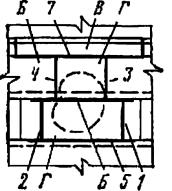
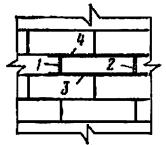
Карта 4. 3. 3 Дефект 1 Трещина А по сварному шву или основному металлу уторного уголка Б, распространившаяся на основной металл листа первого пояса стенки В резервуара на длину более 100 мм.
Дефект II Продольная трещина А по сварному шву вертикального стыка листов первого пояса стенки Б резервуара, начинающаяся от горизонтального шва уторного уголка В и распространившаяся на длину более 150 мм. Метод исправления 1. Расчищают дефектное место, выявляют границы трещины, засверливают сверлом диаметром 8 мм и вырезают уторный уголок Б длиной не менее 1500 мм в обе стороны от трещины. 2. Вырезают дефектный участок листа первого пояса стенки резервуара В шириной не менее 1000 мм на всю высоту пояса. 3. Распускают сварные горизонтальные швы между первым В и вторым Г поясами стенки в обе стороны от вырезанного дефектного участка по 500 мм. 4. Разделывают кромки листа первого пояса и вставки Д, вставку подгоняют встык и внахлестку и сваривают с двух сторон. 5. Сваривают лист первого пояса и вставку в месте выреза уторного уголка с окрайкой днища Б с двух сторон. 6. Приваривают торцы уторного уголка к стенке и окрайке днища. Направление и последовательность сварки указаны стрелками и цифрами. 7. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
Карта 4. 3. 4 Дефект Поперечная трещина А по стыковому сварному шву вертикального стыка стенки Б резервуара, распространившаяся на основной металл.
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины, засверливают ее сверлом диаметром 8 мм и вырезают дефектный участок листа стенки Б резервуара на всю высоту пояса шириной по 250 мм от конца трещины, но не менее 1000 мм. 2. Распускают сварные горизонтальные швы между поясами стенки Б резервуара в обе стороны от вырезанного дефектного участка по 500 мм. 3. Разделывают кромки листа пояса и вставки В, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом. 4. Направление и последовательность сварки указаны стрелками и цифрами. 5. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом поды до расчетного уровня.
Карта 4. 3. 5 Дефект Продольные трещины А или одна трещина в пересечении сварных соединений стенки Б резервуара.
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее засвёрливают сверлим диаметром 8 мм и вырезают отверстие в стенке Б резервуара диаметром, равным длине трещины плюс 500 мм с центром в точке пересечения сварных швов. 2. С внутренней стороны резервуара вплотную к стенке подгоняют внахлестку накладку В диаметром более отверстия на 150 мм и толщиной, равной толщине листов стенки. 3. Сварку накладки со стенкой выполняют сплошными швами сначала с наружной 1, а затем с внутренней стороны 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Карта 4. 3. 6 Дефект Продольная трещина А в сварном шве вертикального стыка стенки Б резервуара, начинающаяся вблизи горизонтального шва и распространившаяся на длину не более 150 мм.
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм. 2. Разделывают кромки трещины с зазором между ними 1 - 2 мм. Дефектное место сваривают с двух сторон.
Карта 4. 3. 7 Дефект I Продольная трещина А в сварном шве вертикального стыка стенки Б резервуара, начинающаяся от горизонтального шва и распространившаяся на длину более 150 мм. Дефект II Трещина А по основному металлу листа стенки Б резервуара вблизи вертикального и горизонтального швов или вблизи горизонтального шва.
Метод исправления 1. Расчищают дефектное место, выявляют границы трещины и концы ее засверливают сверлом диаметром 6 - 8 мм, вырезают дефектный участок листа шириной не менее 1000 мм на всю высоту пояса стенки Б резервуара. 2. Распускают сварные горизонтальные швы между поясами стенки Б в обе стороны от вырезанного дефектного участка по 500 мм. 3. Разделывают кромки листа пояса и вставки В; вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом с длиной ступени не более 200 - 250 мм. 4. Направление и последовательность сварки указаны стрелками и цифрами. 5. Все сварные соединения испытывают на герметичность и проводят гидравлическое испытание резервуара наливом воды до расчетного уровня.
Карта 4. 3. 8 Дефект Продольная трещина А по сварному шву вертикального стыка листов пояса стенки Б резервуара, начинающаяся от горизонтального шва уторного уголка В и распространившаяся на длину не более 150 мм.
Метод исправления 1. Вырезают уторный уголок В длиной не менее 500 мм симметрично в обе стороны от трещины. 2. Расчищают дефектное место, выявляют границы трещины и концы ее Г засверливают сверлом диаметром 6 - 8 мм. 3. Разделывают кромки трещины с зазором между стенками 2 ± 1 мм. 4. Сваривают дефектный лист с двух сторон 1. 5. Приваривают стенку резервуара в месте выреза уторного уголка к окрайку Д днища швами 2, 3. 6. Приваривают торцы уторного уголка В к окрайку днища и стенке резервуара швами 4, 5. Направление и последовательность сварки указаны стрелками и цифрами.
Карта 4. 3. 9 Дефект I Трещина А по основному металлу первого пояса стенки Б резервуара, идущая от сварного шва воротника В люка-лаза Г, или трещина в сварном шве воротника на приемо-раздаточном патрубке с выходом на основной металл первого пояса.
Дефект II Трещина или непровар А глубиной до 3 мм в продольном стыковом соединении патрубка люка-лаза Б, идущая вдоль сварного шва и входящая под воротник.
Метод исправления 1. Вырезают дефектный участок с трещиной листа первого пояса стенки Б резервуара симметрично в обе стороны от оси люка-лаза или приемо-раздаточного патрубка шириной не менее 2000 мм на всю высоту пояса. 2. Распускают сварные горизонтальные швы в обе стороны от вырезанного дефектного участка по 500 мм. 3. Заготовляют вставку по размеру вырезанного участка и в нее вваривают люк-лаз или патрубок. 4. Разделывают кромки стыковых соединений листа и вставки Д, вставку подгоняют встык и внахлестку и сваривают с двух сторон обратноступенчатым методом с длиной ступени не более 200 - 250 мм. 5. Направление и последовательность сварки указаны стрелками и цифрами. 6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
Карта 4. 3. 10 Дефект I Поперечная трещин А в сварных швах стенки резервуара - сквозная или несквозная.
Дефект II Продольная несквозная трещина длиной не более 150 мм, не выходящая на основной металл Б.
Метод исправления 1. Выявляют границы трещины и концы ее В засверливают сверлом диаметром 6 - 8 мм. 2. Разделывают кромки трещины с зазором между ними 2 ± 1 мм. 3. Сваривают дефектное место с двух сторон, В Б
Карта 4. 3. 11 Дефект I Многократная наварка А на участок сварного соединения и лист стенки Б резервуара в дефектном месте.
Дефект II Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине не более 500 мм.
Метод исправления I 1. Вырезают дефектное место по кругу диаметром, большим длины дефекта на 100 мм (но не менее 300 мм). 2. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку В диаметром, большим диаметра отверстия на 150 мм, и толщиной, равной толщине листов стенки. 3. Сварка накладки В со стенкой Б осуществляется сплошными герметическими швами сначала с наружной стороны 1, а затем с внутренней 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Метод исправления II 1. Вырезают дефектное место. 2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, из металла толщиной, равной толщине листов стенки. 3. Осуществляют V-образную разделку кромок листа стенки и вставки. 4. Вставку В подгоняют встык с листами стенки, прихватывают и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Карта 4. 3. 12 Дефект Трещина А по сварному шву с выходом на основной металл Б длиной не более 250 мм в замыкающем вертикальном шве стенки резервуара, выполненном внахлест: 1) в середине пояса; 2) вблизи горизонтального шва.
Метод исправления Первый случай 1. Расчищают дефектное место, выявляют границы трещины и вырезают дефектное место радиусом 300 - 500 мм. 2. Изготовляют вставку В из сегментов 1 и 2 толщиной, равной толщине листов стенки, путем сварки их между собой внахлестку с двух сторон. 3. Производят V-образную разделку кромок листа стенки и вставки. 4. Вставку В подгоняют встык с листами стенки резервуара и сваривают с двух сторон в два-три слоя обратноступенчатым методом с длиной ступени не более 200 - 250 мм. Второй случай То же, что и в первом случае, но вставку В изготовляют из четырех сегментов 1, 2, 3 и 4.
Карта 4. 3. 13 Дефект Трещина А по сварному шву с выходом на основной металл Б в замыкающем вертикальном шве стенки резервуара, выполненном встык, в середине пояса или вблизи горизонтального шва, выполненного встык. Длина трещины не более 250 мм.
Метод исправления 1. Расчищают дефектное место, выявляют границу трещины и засверливают концы трещины сверлом диаметром 6 - 8 мм, вырезают дефектное место радиусом 300 - 500 мм. 2. Изготовляют вставку В диаметром, равным диаметру вырезанного дефектного места, из металла толщиной, равной толщине листов стенки. 3. Осуществляют V-образную разделку кромок листа стенки и вставки. 4. Вставку В подгоняют встык с листами стенки, прихватывают и сваривают с двух сторон.
Карта 4. 3. 14 Дефект Несквозная трещина А длиной более 500 мм в вертикальном монтажном шве стенки Б резервуара, сваренном встык. Метод исправления То же, что и в картах 4.3.3; 4.3.4; 4.3.7, но с учетом того, что дефектный участок вырезают на высоту одного или нескольких поясов.
Карта 4. 3. 15 Дефект Трещина А или отпотина Б в вертикальном сварном шве или в швах накладки стыкового вертикального соединения стенки резервуара В, выполненного с внутренней накладкой Г.
А А Метод исправления 1. Расчищают дефектное место и концы его засверливают сверлом диаметром 6 - 8 мм. 2. Срезают, внутреннюю накладку Г на всю высоту пояса. 3. Трещину и отпотину устраняют по аналогии с требованиями карт 4.3.6 или 4.3.7. 4. В случае устранения дефекта без вставки корень существующего сварного шва Д вырубают и заваривают на всю высоту пояса.
Карта 4. 3. 16 Дефект Подрезы А основного металла стенки Б: резервуара глубиной до 1,5 мм в узле сопряжения с днищем В или катет шва менее проектного размера.
Метод исправления 1. Участок подреза тщательно очищают металлической щеткой. 2. Подрезы подваривают тонкими валиками Г электродами диаметром 3 мм в два - три прохода. 3. После сварки каждого слоя поверхность шва тщательно зачищают от шлака.
Карта 4. 3. 17 Дефект Вертикальные сварные соединения стенки резервуара (в том числе монтажные) имеют недопустимые дефекты в виде непроваров, цепочек газовых пор и шлаковых включений. Метод исправления 1. Полностью удаляют сварное соединение на всю высоту пояса стенки и разделывают листы со скосом двух кромок (ГОСТ 5264-80). Удаляют и разделывают кромки листов воздушно-дуговой резкой или армированными абразивными кругами. Удаление осуществляют с первого пояса и далее по поясам. 2. Очищают кромки листов от следов краски, шлака, брызг металла и проверяют геометрическую форму разделки кромок специальным шаблоном. 3. Сваривают сварное соединение с двух сторон. Сначала сваривают основной шов, а затем - подварочный. Перед сваркой подварочного шва корень основного шва вырезают до чистого металла армированными абразивными кругами и зачищают металлической щеткой. После сварки каждого слоя поверхность шва тщательно зачищают от шлака. 4. Осуществляют контроль исправленных участков физическими методами. Карта 4. 3. 18 Дефект Горизонтальные наружные нахлесточные сварные соединения стенки резервуара, сваренные меловыми электродами, имеют недопустимо малые размеры, подрезы основного металла на значительной длине, свищи и отпотины. С внутренней стороны листы соединены прерывистыми швами. Метод исправления 1. Тщательно очищают поверхность швов от следов краски, шлака, продуктов коррозии и брызг металла. 2. Наружные горизонтальные нахлесточные швы подваривают с доведением их геометрических размеров и внешнего вида до требований ГОСТ 5264-80. 3. Подрезы подваривают тонкими валиками электродами диаметром 3 мм в два-три прохода. После сварки каждого слоя поверхность шва тщательно очищают от шлака. 4. Внутренние горизонтальные нахлесточные соединения сваривают швом с переваркой старых прерывистых швов без их удаления. Карта 4. 3. 19 Дефект Сварные соединения стенки резервуара, сваренные меловыми электродами и имеющие с внутренней стороны накладки, имеют недопустимые дефекты в виде трещин, непроваров, цепочек газовых пор и шлаковых включений. Метод исправления 1. Полностью удаляют накладку с внутренней стороны резервуара. Накладку удаляют газовой резкой, воздушно-дуговой резкой или армированными кругами. Удаление осуществляют с первого пояса и далее по поясам. Приступать к удалению накладок очередного пояса разрешается только после полного завершения сварочных работ на предыдущем поясе. При удалении накладок подрезы или прожоги основного металла стенки не допускаются. 2. Полностью удаляют сварное соединение на всю высоту пояса стенки и разделывают листы со скосом двух кромок (ГОСТ 5264-80). Удаление и разделка кромок листов осуществляются воздушно-дуговой резкой или армированными абразивными кругами. 3. Очищают кромки листов от следов краски, шлака, брызг металла и проверяют геометрическую форму разделки кромок специальным шаблоном. 4. Сваривают соединение с двух сторон: сначала основной шов, а затем - подварочный. Перед сваркой подварочного шва корень основного шва вырезают до чистого металла армированными абразивными кругами и зачищают металлической щеткой. После сварки каждого слоя поверхность шва тщательно зачищают от шлака. 5. Осуществляют контроль исправленных участков физическими методами. Карта 4. 3. 20 Дефект Коррозия на отдельных участках или по всей длине вертикальных и горизонтальных сварных соединений внутренней поверхности стенки резервуара. Характер коррозии - точечные углубления осповидного типа и группы раковин глубиной от 2 до 3 мм, переходящие в сплошные полосы. Метод исправления 1. Участок коррозии тщательно зачищают абразивным инструментом на длину более 100 мм в обе стороны от дефектного места. 2. Дефектный участок подваривают тонкими валиками электродами диаметром 3 мм в два-три прохода. 3. После сварки каждого слоя поверхность шва тщательно зачищают от шлака. 4. Выполняется 100 %-ный контроль отремонтированного участка сварного соединения. Карта 4.3.21 Дефект Коррозия внутренней поверхности первого пояса стенки резервуара на значительной длине в зоне примыкания к днищу. Характер коррозии - группы раковин глубиной до 1,5 - 2 мм, переходящих в сплошные полосы, а также точечные углубления осповидного типа.
Метод исправления 1. Дефектные места стенки резервуара заменяют последовательно отдельными участками. 2. Размечают границы участков А высотой более дефектной зоны на 100 мм и длиной до 3000 мм. 3. Вырезают дефектные места вначале у днища, затем по границе участка на стенке. 4. Подгоняют с наружной стороны резервуара внахлест полосовую накладку Б толщиной, равной толщине листа первого пояса стенки. 5. Накладки сваривают между собой встык, а со стенкой - внахлёстку. 6. Все сварные соединения испытывают на герметичность и проводят гидравлические испытания резервуара наливом воды до расчетного уровня.
Карта 4. 3. 22 Дефект Коррозия А сварного шва, околошовной зоны, а также основного металла стенки Б на длине более 500 мм.
Метод исправления 1. Устанавливают границы дефектного участка и выполняют разметку удаляемой зоны стенки. 2. Вырезают отверстие В прямоугольной формы с закругленными краями. 3. С внутренней стороны резервуара вплотную к стенке Б подгоняют внахлестку накладку В с размерами, на 150 мм большими ширины и длины отверстия, и толщиной, равной толщине стенки. 4. Сварка накладки В со стенкой Б осуществляется сплошными герметичными швами сначала с наружной стороны 1, а затем с внутренней 2 резервуара обратноступенчатым методом с длиной ступени не более 200 - 250 мм.
Карта 4. 3. 23 Дефект Местная коррозия А поверхности верхнего пояса стенки Б в виде группы раковин, а также сквозных поражений.
Метод исправления 1. Размечают дефектный участок стенки. 2. Разрезают верхний пояс вертикальными резами по разметочным линиям. Распускают сварные горизонтальные швы по обе стороны от вертикальных резов на 500 мм. 3. Удаляют обвязочный уголок длиной L + 1000 мм и дефектный участок верхнего пояса стенки. 4. Подгоняют вставку В стенки Б и сваривают стыковыми швами со стенкой с двух сторон. 5. Подгоняют и приваривают вставку Г обвязочного уголка. 6. Последовательность сварки указана цифрами.
Карта 4. 3. 24 Дефект Замена стенки резервуара без разрушения днища и перекрытия. Метод исправления Ремонт стенки осуществляется при помощи специальных монтажных стоек, поддомкрачивающих стенку резервуара. Стойки устанавливают снаружи резервуара в количестве 8 - 10 штук в зависимости от объема резервуара и приваривают к листам верхнего пояса около ферм (балок перекрытия). Допускается также замена стенки резервуара последовательными участками с перемещением монтажных стоек после подведения нового участка и его сварки. Карта 4. 3. 25 Дефект Одиночная выпучина А в стенке Б резервуара в листах верхнего и смежного с ним поясов, превышающая допустимые размеры и имеющая резкие перегибы металла.
Метод исправления 1. Вырезают верхний обвязочный уголок В длиной на 1000 мм больше размера выпучины. 2. Вырезают в поясах стенки дефектные листы в районе выпучины. 3. Распускают сварные горизонтальные швы по обе стороны от вырезанных дефектных мест по 500 мм. 4. Подгоняют вставки Г встык и внахлестку и сваривают с двух сторон. Сначала выполняют сварку стыковых, а затем нахлесточных швов. 5. Подгоняют вставку обвязочного уголка со стенкой и уголком и приваривают. Последовательность сварки указана цифрами. Примечание. Пунктиром указан контур удаленной выпучины.
Карта 4. 3. 26 Дефект Горизонтальный гофр А в листе стенки Б резервуара, выходящий за пределы допусков.
Метод исправления 1. Вырезают лист с гофром. 2. Распускают горизонтальные швы в прилегающих листах на длину не менее 500 мм в каждую сторону. 3. Взамен вырезанного подгоняют и прихватывают новый лист встык или внахлестку в зависимости от конструкции стенки резервуара. 4. Новый лист сваривают обратноступенчатым методом с длиной ступени не более 200 - 250 мм. Последовательность сварки указана цифрами.
Карта 4. 3. 27 Дефект Коробление двух верхних поясов стенки резервуара, распространившееся на значительную площадь. Метод исправления 1. Через люк-лаз протаскивают в резервуар две специальные разъемные стойки. 2. Стойки собирают и устанавливают под две рядом стоящие фермы (балки) в районе устранения дефектов. Стойки укрепляют на днище и поддомкрачивают фермы (балки щитов) покрытия. 3. Вырезают деформированные листы, подгоняют и прихватывают новые листы встык или внахлестку в зависимости от конструкции стенки и сваривают. 4. Стойку переставляют под следующую ферму (балку щитов) и поддомкрачивают. 5. То же, что и в п. 3. Дальнейшее устранение дефекта осуществляется в той же последовательности. Карта 4. 3. 28 Дефект Одиночная вмятина А в верхних поясах стенки Б резервуара, превышающая допустимые размеры и имеющая плавный контур. Резервуар не имеет понтона.
Метод исправления 1. В центре вмятины приваривают прерывистым швом круглую накладку В диаметром 120 - 150 мм из стали толщиной 5 - 6 мм с заранее приваренной серьгой Г. 2. К серьге прикрепляют трос диаметром 12 - 13 мм и при помощи лебедки или трактора вмятину выправляют. 3. С внутренней стороны резервуара в месте вмятины устанавливают горизонтальную жесткость Д (одну или несколько) из уголка, заранее завальцованного по радиусу стенки длиной более вмятины на 250 - 300 мм в каждую сторону. 4. Уголок приваривают прерывистым швом 4×100/300 мм. 5. После выправления тщательно осматривают металл вмятины. Если в последнем появились трещины, то весь лист заменяют по аналогии с требованиями карты 4.3.24.
Карта 4. 3. 29 Дефект Одиночная вмятина А или выпучина Б в верхних поясах стенки В резервуара, превышающая допустимые размеры и имеющая плавный контур. Метод исправления 1. С вогнутой стороны дефекта приваривают по вертикали накладки Г размером 150×150 мм и толщиной 5 - 6 мм с приваренными в центре шпильками Д с резьбой М22 - М26. Число накладок определяется по месту в зависимости от площади дефекта. 2. На шпильки надевают обрезок швеллера Е длиной более дефекта на 1000 мм. 3. С помощью гаек дефектное место выпрямляют и подтягивают к швеллеру. После исправления дефекта устанавливают контргайки. 4. В резервуарах с понтонами выпучины исправляют согласно пп. 1, 2 и 3 с дополнительной установкой и приваркой наружного горизонтального ребра жесткости Ж. Число ребер устанавливают по месту. Все натяжные приспособления с внутренней стороны резервуара снимают.
Карта 4. 3. 30 Дефект Несколько вмятин на стенке резервуара.
Метод исправления 1. Составляют карту вмятин и выбирают место постановки кольцевой жесткости с наружной стороны резервуара. 2. В месте постановки кольца жесткости к стенке А приваривают консоли Б. 3. На консоли укладывают элементы свальцованного по радиусу резервуара кольца жесткости В и сваривают между собой. 4. Хлопуны и вмятины выправляют путем заполнения резервуара водой, в необходимых случаях дополнительно вытягивают домкратами, закрепленными с внешней стороны. 5. Кольцо жесткости приваривают к консолям, концы консолей, выходящие за пределы кольца, обрезают.
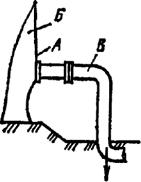
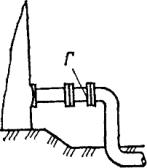
Карта 4. 3. 31 Дефект Местная выпучина или вмятина А на первом поясе стенки Б резервуара, возникшая в результате просадки подводящего трубопровода В. Величина дефекта превышает допустимые размеры.
Метод исправления 1. Трубопровод отсоединяют. 2. Выпучину или вмятину исправляют с помощью домкрата до допустимых размеров. 3. Подводящий трубопровод обрезают, подгоняют и устанавливают дополнительную вставку Г.
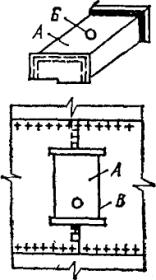
Карта 4. 3. 32 Дефект Отпотина или течь в вертикальном или горизонтальном заклепочном соединении вертикального цилиндрического клепаного резервуара.
Метод исправления 1. Выявляют границу отпотины или течи. 2. Изготовляют и подгоняют по месту коробчатый элемент из швеллера А перекрывающий дефектное место или все вертикальное заклепочное соединение с наружной стороны стенки резервуара. 3. В средней части швеллера сверлят отверстие Б диаметром 8 - 10 мм и нарезают резьбу для постановки болта. 4. Коробчатый элемент накладывают на дефектное место и обваривают по внешнему периметру швом В. 5. Герметичность сварных соединений проверяют вакуум-методом. 6. В отверстие завертывают болт с прокладкой, обеспечивающей герметичность.
|
||||
|
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 282; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.94.189 (0.016 с.) |