
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Печи для моллирования и закалки стекла: назначение устройство и принцип действия.Содержание книги
Поиск на нашем сайте
Моллирование (от лат. mollio — размягчаю, плавлю) — технология формовки промышленных и художественных криволинейных изделий из нагретого листового стекла. Стекло при температуре 600—700 °C становится относительно текучим и медленно деформируется под действием собственного веса. При этом лист сохраняет целостность и гладкость собственной поверхности Моллирование производится в плоской тоннельной печи, в верхней части которой установлены керамические электронагреватели, управляемые микроконтроллером, а в нижней — металлическая опорная поверхность (форма, матрица), на которую горизонтально устанавливается лист (пластина) стекла. Мощность типовых печей для моллирования одиночных листов размером до 2000×1000 мм при толщине до 25 мм достигает 33 кВт. В массовом производстве автостёкол используются поточные тоннельные печи с непрерывным движением форм с заготовками. Время собственно моллирования - от 2 до 20 часов, за которым следует этап контролируемого охлаждения и отжига, снимающего напряжения в массе стекла. Спекание отдельных листов (фрагментов, мозаичных плиток) при моллировании — возможно, но не надёжно. Качественное спекание (фьюзинг) cтекла проводится при более высоких температурах (850—1100 °C), при этом отдельные листы спекаются в монолитное изделие. Закаленным называют стекло любого состава, подвергнутое нагреванию и быстрому охлаждению, в результате которых наружные слои стекла приходят в|состояние сильного сжатия, а внутренние в состояние растяжения, образуя систему напряжений в стекле, обеспечивающую его высокую механическую и термическую прочность. Закаленное стекло широко используют в различных видах транспорта - железнодорожных вагонах, автобусах, троллейбусах, легковых и грузовых автомобилях и т. п. Технологический процесс получения плоского закаленного стекла заключается в следующем: листы разрезают на необходимые форматы по шаблону; при этом учитывают удлинение (до 2 мм) стекла при последующем нагреве перед охлаждением (закалкой). Острые кромки разрезанных листов притупляют на влажном образивном круге и шлифуют абразивной суспензией на чугунном круге, используя в качестве абразива кварцевый песок или наждачный порошок средней фракции. В случае применения листов для остекления, когда их не вставляют в рамку (из металла, резины, дерева и т. д.), кромки полируют специально приготовленной суспензией пемзы и крокуса на войлочных кругах; Стекло с обработанными краями направляют в моечно-сушильные машины, где оно подвергается двусторонней мойке теплой(температура 45—50°С) водой, очистке капроновыми щетками исушке горячим (температура 100— 120°С) воздухом. В таком приготовленном виде стекло поступает на закалку. Операция закалки сводится к нагреву листов в электрических печах до температуры 620—660°С и последующему охлаждению возду хом в специальных обдувочных камерах. Закаленное стекло сортируют, упаковывают и транспортируют на склад готовой продукции. В зависимости от расположения листов стёкла в нагревательных печах различают вертикальный и горизонтальный способы закалки. Гнутое закаленное стекло изготовляют как вертикальным, так и горизонтальным способами моллирования. Особенность процесса его изготовления заключается в том, что листы стекла после разогрева подвергаются моллированию естественному (под силой тяжести л и ста) или искусственному, принудительному (прессованию). Моллирование (гнутье) стекла можно выполнять непосредственно в нагревательных печах или в специальных механизмах прессования, расположенных после нагревательных печей.
Металлический каркас печи состоит из двух половин: подвижной 1 и неподвижной 7. Неподвижная половина установлена на фундаменте, а подвижная — на колесах и с помощью винта 4 может перемещаться на расстояние 500—550мм от оси печи для проведения ремонтных и наладочных работ.Внутренняя часть печи выложена из огнеупорных шамотных плит. Боковые стороны представляют собой набор фасонных плит 6, в пазах которых закреплены спирали сопротивления 5. Пространство между шамотными огнеупорными плитами и наружным металлическим кожухом 2 заполнено изоляцией 3. Равномерность температуры во всех точках рабочей зоны печи достигается изменением плотности навивки спирали сопротивления, т. е. правильным распределением мощности спирали. Перепад температур в верхней и нижней частях рабочей зоны, а также по длине печи не должен быть более 10°С. Температуру измеряют, как правило, тремя термопарами, установленными в нижней средней и верхней частях рабочей зоны печи; средняя термопара является регулирующей. Стекло транспортируется тележкой по монорельсу 8, расположенному над печью. Непосредственно листы стекла удерживаются с помощью зажимов, расположенных на тележках. При закалке крупногабаритных стекол используют специальные рамки с зажимами по периферии листа.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 700; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.16.251 (0.006 с.) |

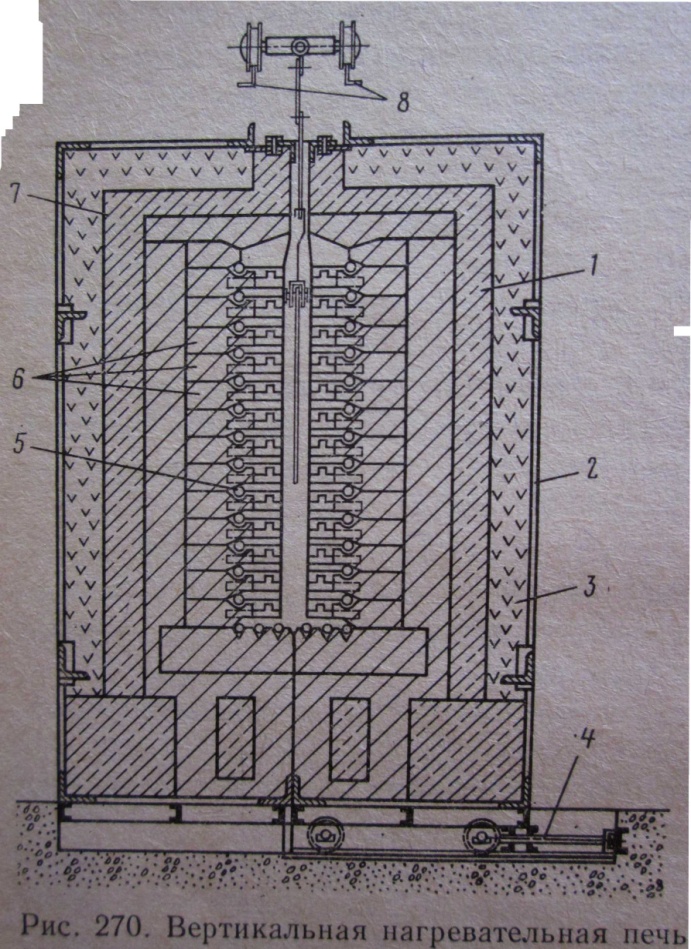 Промышленные нагревательные печи для получения закаленного листового стекла имеют электрический обогрев с помощью элементов сопротивления.На рис. показана вертикальная нагревательная печь для плоского листового стекла, представляющая собой камеру, торцовые стороны которой закрыты дверцами.
Промышленные нагревательные печи для получения закаленного листового стекла имеют электрический обогрев с помощью элементов сопротивления.На рис. показана вертикальная нагревательная печь для плоского листового стекла, представляющая собой камеру, торцовые стороны которой закрыты дверцами.


