Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Регенеративные ванные стекловаренные печи для производства листового стекла: назначение, устройство, технико-экономические показатели.Содержание книги
Поиск на нашем сайте
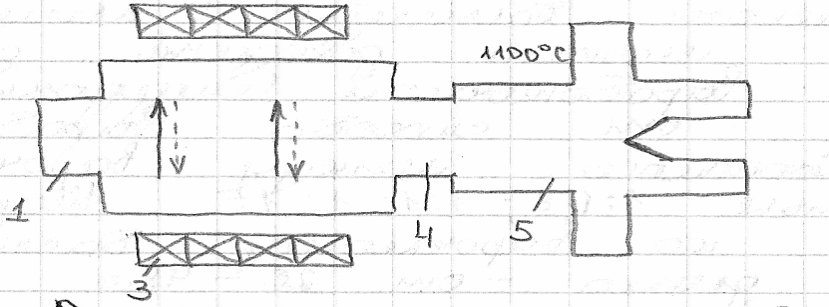
Регенеративные печи с поперечным направлением пламени Такие печи относятся к печам большой мощности. Производительность до 1000 т/сут. Они имеют большую площадь варочной части, которая может доходить до 500 м2. Площадь выработочной (студочной) части зависит от способа выработки стекла. Соотношение между варочной и выработочной частью 1/0,8, 1/1, 1/1,5. Ширина таких печей по варочному бассейну 6-11 м, длина 20-48 м. Удельный съём 2300-2500 кг/м2 сут. Удельный расход тепла 4,5-5,5 тыс. кДж/кг. Листовое стекло вырабатывают: 1) флоат-способом (скорость выработки 1500 м/ч), 2) прокат (скорость выработки первой прокатной машины 220 м/ч), 3) вертикальное вытягивание (скорость выработки первой машины 30-35 м/ч).
1-загрузочный карман, 2-варочная часть, 3-регенератор, 4-пережим, 5-студочная часть, 6сливной лоток На таких печах устанавливают 6-12 пар регенераторов. Это позволяет чётко регулировать темп и газовый режим по длине печи. Применяют преимущественно секционные регенераторы. Максимальный темп варки 1590ºС. Темп выработки 1050-1100ºС. В печах для производства стекла прокатом, выработочная часть очень маленькая, т.к. нет необходимости сильно охлаждать стекломассу. (Твыработки=1200-1250ºС). Выработочная часть в речах производства флоат-способом и методом проката делается скошенной.
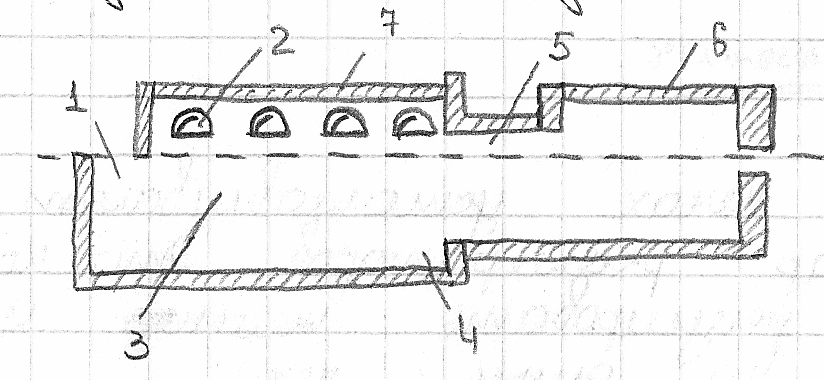
Разделительные устройства по пламенному пространству предназначены для снижения эффективного потока стекломассы, поступающей из варочной части в выработочную. В печах с развитой конвекцией выработочная часть не отапливается, её обогрев осуществляется за счёт излучения, поступающего из варочной части. Разделительные устройства: 1) пережим, 2) сниженный свод, 3) подвесная плоская арка, 4) двойной экран, 5)) комбинация, 6) подвижный свод
1-загрузочный карман, 2-влёты горелок, 3-бассейн печи, 4-порог, 5-пережим, 6-сниженный свод, 7-главный свод Когда в печи устраивается сниженный свод, происходит дефрагментация пространства между варочной и студочной частью, снижается тепловой поток. Сниженный свод малоэффективен, поэтому его совмещают с др. разделительными устройствами. Пережим – ограничивает площадь пламенного пространства. Двойной экран.
1-варочная часть, 2-студочная часть, 3-двойной экран, 4-дно печи. Подвесная плоская арка Экран делается охлаждаемым. Он выполняется из диноса.
Положение экрана можно регулировать за счёт изменения положения брусьев. Брусья экрана рекомендуется выполнять из плавленого кварца, т.к. он обладает хорошей термостойкостью. Подвесной свод. Он отличается большей надёжностью, т.к. только часть брусьев обращена к пламенному пространству. Для устройства подвесного свода используют динос, к которому предъявляются высокие требования: 1) по содержанию остаточного кварца (меньше 2%), динос должен быть из одной партии, 2) ТКЛР должно быть стабильным. Экран Гермонова. Похож на подвесную плоскую арку, но погружен в стекломассу. Преграды по стекломассе. Назначение: 1)снизить температуру стекломассы, поступающей из варочной части в студочную, 2) не допустить проникновения в студочную часть продуктов, разрушающих огнеупор, и непровара, 3) уменьшение конвективных потоков, 4) обеспечение отбора на выработку хорошо проваренную и осветлившуюся стекломассу. Виды преград: 1) охлаждающиеся водой трубы, 2) мосты, 3) лодки, 4) пороги, 5) пережим, 6) хальмовочные карманы. Коэффициент потока – характеризует количество стекломассы, поступающей на выработку к выработанной стекломассе. Коэффиц. потока в печах с развитой конвекцией 5-10 (печи без разделительных устройств). С разделительными устройствами 1-2,5. Заградительные лодки.
1-варочная, 2-студочная часть, 3-пережим, 4-хальмовочные карманы, 5-лодки Заградительные лодки выполняются из шамотного огнеупора, выполняются секциями длиной 3-5 м. Глубина погружения лодок около 50см. Данная система на современных печах не используется, т.к. не обеспечивается студка стекломассы. Срок службы у лодок меньше, чем у печей, поэтому их нужно менять в процессе эксплуотации. Хальмовочный карман.
В них возникают конвекционные потоки. Всё, что находится в хальмовочных карманах увлекается конвекционными потоками и извлекается из хальмовочного кармана. Для создания выраженного градиента температур между центральной частью печи и и стекломассой в хальм. карманах – их не изолируют. Мосты – укрупнённые протоки. Стационарные устройства, которые должны служить всю компанию печи. Их изготавливают из высококачественных огнеупоров (чаще бакор). Мосты эффективно обеспечивают свои функции, если они заглублены на 30-60см.
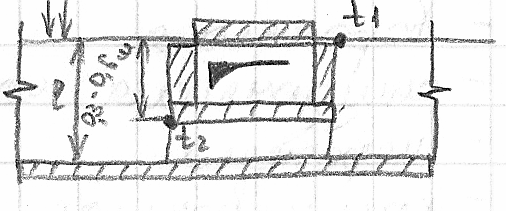
Студочный потенциал любой преграды определяет на сколько она погружена в расплав. За преградой устанавливается такая температура, которая была перед преградой. В печах для листового стекла глубина варочного бассейна 1,5м, студочного – 1,2м. Охлаждаемые водой трубы применяют в печах для производства стекла по флоат-способу.
1-бассеин, 2труба Достоинства: 1) положение труб можно регулировать, 2) регулировка студочного потенциала. Созлаёт сильные термо-гравитационные потоки, направленные вниз. Эти потоки препятствуют движению конвективных потоков. Трубы изготавливают из молибдена.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 577; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.214.244 (0.01 с.) |