Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Система координат инструмента (СКИ)
Система координат инструмента предназначена для задания положения его режущей части относительно державки. Инструмент описывается в рабочем положении в сборе с державкой (рис. 1.17).
При описании всего разнообразия инструментов для станков с ЧПУ удобно использовать единую систему координат инструмента ХИZ, оси которой параллельны соответствующим осям стандартной системы координат станка и направлены в ту же сторону.
Начало системы координат инструмента располагают в базовой точке Т инструментального блока, выбираемой с учетом особенностей его установки на станке. При установке блока на станке точка Т часто совмещается с базовой точкой элемента станка, несущего инструмент, например с точкой N (рис. 1.17, в).
Режущая часть инструмента характеризуется положением его вершины и режущих кромок.
Вершина инструмента задается радиусом закругления г и координатами Хитр и Zитр ее настроечной точки Р (рис. 1.17, а), положение которой относительно начала системы координат инструмента обеспечивается наладкой инструментального блока вне станка на специальном приспособлении.
Положение режущей кромки резца задается главным углом в плане φ и вспомогательным углом в плане φ1, а сверла (рис. 1.17, б) — углом 2 φ при вершине и диаметром D.
Вершина вращающегося инструмента лежит на оси вращения, и поэтому для ее задания достаточно указать аппликату Zитр.
Настроечная точка инструмента Р обычно используется в качестве расчетной при вычислении траектории инструмента, элементы которой параллельны координатным осям.
Расчетной точкой криволинейной траектории служит центр закругления Ри, при вершине инструмента (рис. 1.17, а).
Связь систем координат.
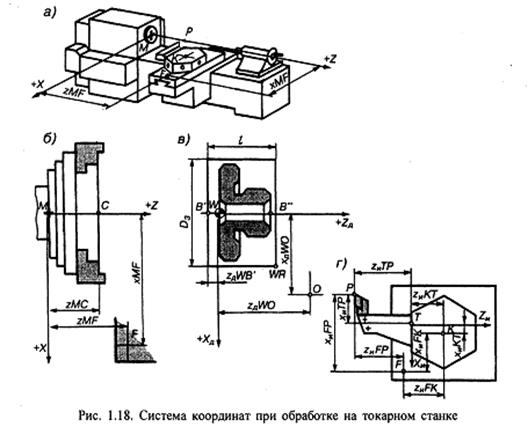
При обработке детали на станке с ЧПУ, например на токарном (рис. 1.18, а) можно выделить три координатные системы.
· Первая — система координат станка X М Z, имеющая начало отсчета в точке М— нуль станка (рис. 1.18, б). В этой системе определяются положения базовых точек отдельных узлов станка. · Вторая координатная система — это система координат детали или программы обработки детали XдWZд (рис. 1.18, в). · И третья система — система координат инструмента XиTZи (рис. 1.18, г), в
которой определено положение центра Р инструмента относительно базовой точки F(K, T) элемента станка, несущего инструмент.
Положение всех точек и элементов всех систем могут переводиться из одной в другую.
Положение исходной точки О переводится в систему координат станка из системы координат программы (детали) через базовую точку С приспособления (О—W—C—M).
Центр инструмента Р, заданный в системе координат инструмента XиТZи (см. рис. 1.18, г), переводится в систему координат станка через базовую точку К суппорта (рис. 1.18, а), которая задана относительно базовой точки F(P—K—F—M).
Такая связь систем координат детали, станка и инструмента позволяет выдерживать заданную точность при переустановках заготовки и учитывать диапазон перемещений рабочих органов станка при расчете траектории инструмента в процессе подготовки программы управления.
Наладка станка для работы по УП упрощается - если нулевая точка станка находится в начале стандартной системы координат станка, базовые точки рабочих органов приведены в фиксированные точки станка; - если траектория инструмента задана в УП перемещениями базовой точки узла, несущего инструмент, в системе координат станка. Это возможно, если базовая точка С приспособления определена в системах координат детали и станка.
Если же траектория инструмента задана в УП перемещениями вершины инструмента в системе координат детали, то для реализации такой УП используют так называемый «плавающий нуль». В этом случае начало координат станка М условно смещают в начало координат программы W.
При программировании, как правило, за основную принимают точку начала системы координат детали W, организуя относительно ее всю УП.
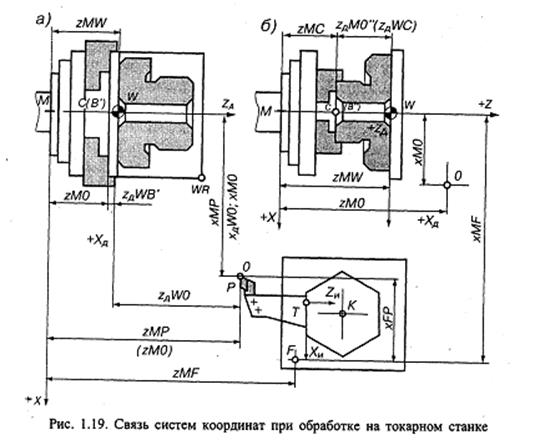
При токарной обработке чаще всего за начало координатной системы программы принимают базовую точку детали на базовом торце. При установке детали в приспособлении она совпадает с базовой точкой С приспособления (рис. 1.19). В эту точку С с пульта УЧПУ смещают начало координат М станка, поскольку расстояние zMC для заданного приспособления является величиной постоянной при работе по всей данной УП.
Исходная точка О {нуль программы) назначается координатами XдWO и ZдWO (рис. 1.19, а).
Все три рассмотренные координатные системы на любом станке взаимосвязаны. В большинстве случаев расположение координатной системы программы неизменно относительно начала координатной системы станка.
Перед началом работы центр каждого инструмента (точка Р) должен быть выведен в исходную точку О, от которой программируется траектория инструментов для обработки тех или иных поверхностей.
ГжировР.И. «Программирование обработки на станках с ЧПУ», с.71
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие различают системы координат? (СКС, СКД, СКИ) 2. Как располагаются оси координат станка? Оси координат у станков располагают обычно параллельно направляющим станка, что позволяет при программировании обработки указывать направления и величины перемещения рабочих органов, т.е. каждая из отдельных управляемых по программе координат закреплена за конкретным рабочим органом станка 3. Какая система координат является главной расчётной системой? Система координат станка является главной расчетной системой, в которой определяются предельные перемещения, начальные и текущие положения рабочих органов станка. 4. Какое направление осей считается положительным? Положительными всегда являются такие движения, при которых инструмент и заготовка удаляются друг от друга. 5. Как обозначаются круговые перемещения инструмента? Какое направление их считается положительным? Буквами А (вокруг оси X), В (вокруг оси У), С (вокруг оси Z), а круговые перемещения заготовки (например, управляемый по программе поворот стола на расточном станке) — соответственно буквами А', В', С. Положительным считается направление против часовой стрелки при взгляде со стороны положительного направления оси поворота. 6. Для чего служат двоичные и третичные оси? Для обозначения перемещения двух рабочих органов вдоль одной прямой используют так называемые вторичные оси: U (параллельно X), V (параллельно У), W (параллельно Z). При трех перемещениях в одном направлении применяют еще и так называемые третичные оси: Р, Q, R 7. Правило правой руки для определения направления осей координат? В стандартной системе координат станка положительные направления осей координат определяются по правилу правой руки: - большой палец указывает положительное направление оси абсцисс (X), указательный — оси ординат (У), средний — оси аппликат (Z). 8. Чем характеризуются положения рабочих органов станка? Б азовые точки: · -для шпиндельного узла – точка пересечения торца шпинделя с осью его вращения; · для суппорта токарно- револьверного станка – центр поворота резцедержателя в плоскости, параллельной направляющим суппорта и проходящей через ось вращения шпинделя, или точка базирования инструментального блока; · для крестового стола – точка пересечения его диагоналей. 9. Что является началом стандартной системы координат станка? Начало стандартной системы координат станка обычно совмещается с базовой точкой узла, несущего заготовку, зафиксированного в таком положении, при котором все перемещения рабочих органов станка могли бы описываться положительными координатами.
10. Что служит стандартной системой координат токарного станка? Что принимают за начало координат этой системы? Стандартной системой координат токарного станка служит двухкоординатная система Xc Zc. За начало этой системы принимают базовую точку шпиндельного узла. 11. Что служит стандартной системой координат сверлильного и фрезерного станка? Что принимают за начало координат этой системы? В качестве стандартной для станков сверлильной, расточной и фрезерной групп применяется трёхкоординатная система XcYcZc. За начало этой системы координат принимают базовую точку стола в одном из его крайних положений. 12. Что такое нулевая точка станка? - Нулевая точка – точка, принятая за начало системы координат станка. 13. Что такое плавающий нуль? Плавающий нуль – это свойство УЧПУ помещать начало отсчёта перемещений рабочего органа станка в любое положение относительно нулевой точки станка. 14. ЧТО такое исходная точка? - Исходная точка – точка, определённая относительно нулевой точки станка и используемая для начала работы станка по УП. С исходными точками станка совмещаются базовые точки рабочих органов перед началом работы станка по УП – выбираются из условий минимизации вспомогательных ходов, обеспечения безопасности смены инструмента и удобства закрепления заготовки на станке. 15. Что такое фиксированная точка? - Фиксированная точка – точка, определённая относительно нулевой точки станка и используемая для определения положения рабочего органа станка. 16.Что такое система координат детали? Система координат детали является главной системой при программировании обработки. Система координат детали —это система, в которой определены все размеры данной детали и даны координаты всех опорных точек контура детали. 17. Что такое система координат программы? Системы координат программы обычно совмещена с СКД и вместе они представляются единой системой, в которой и производится программирование и выполняется обработка детали. 18. Что такое нуль программы? Исходная точка (О). Она является первой точкой для обработки детали по программе. Определяется в СКД. 19. Для чего предназначена система координат инструмента? Система координат инструмента предназначена для задания положения его режущей части относительно державки. Инструмент описывается в рабочем положении в сборе с державкой.
20. Как расположены оси системы координат инструмента? При описании всего разнообразия инструментов для станков с ЧПУ удобно использовать единую систему координат инструмента ХИZ, оси которой параллельны соответствующим осям стандартной системы координат станка и направлены в ту же сторону. 21. Как расположено начало системы координат инструмента СКИ? Начало СКИ располагают в базовой точке Т инструментального блока. При установке блока на станке точка Т часто совмещается с базовой точкой элемента станка, несущего инструмент, например с точкой N.. 22. Чем характеризуется режущая часть инструмента? Режущая часть инструмента характеризуется положением его вершины и режущих кромок. 23. Как задаётся вершина инструмента? Вершина резца задается радиусом закругления r и координатами Хитр и Zитр ее настроечной точки Р, положение которой относительно начала системы координат инструмента обеспечивается наладкой инструментального блока вне станка на специальном приспособлении. Вершина вращающегося инструмента лежит на оси вращения, и поэтому для ее задания достаточно указать аппликату Zитр. Положение режущей кромки резца задается главным углом в плане φ и вспомогательным углом в плане φ1, а сверла— углом 2 φ при вершине и диаметром D. 24. Что является расчётной точкой инструмента при вычислении - траектории инструмента, элементы которой параллельны координатным осям Настроечная точка инструмента Р обычно используется в качестве расчетной); - криволинейной траектории? Расчетной точкой криволинейной траектории служит центр закругления Ри, при вершине инструмента (рис. 1.17, а). ТЕМА 1.5 ЭЛЕМЕНТЫ ТРАЕКТОРИИ ИНСТРУМЕНТА
|
||||||||
|
|
Последнее изменение этой страницы: 2017-02-16; просмотров: 477; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.156.46 (0.025 с.) |