Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Измерения детали при помощи индикатора ⇐ ПредыдущаяСтр 4 из 4
Подготовка к измерению
6.1.1 Установить индикатор часового типа над измеряемой поверхностью для этого вставить гильзу индикатора в присоединительное отверстие кронштейна штатива и прочно закрепить зажимом присоединительной втулки, но так, чтобы сохранилось свободное передвижение измерительного стержня индикатора. 6.1.2 Закрепить измеряемый вал в центрах приспособления, предварительно протерев чистой тканью измеряемую поверхность детали и ее центровые отверстия, чтобы убедиться в отсутствии на них забоин и заусенцев, так как их наличие увеличивает измеренную величину биения поверхности детали. 6.1.3 Приблизить измерительный наконечник индикатора к измеряемой поверхности вала, перемещая державку с индикатором по колонке штатива, до оставления небольшого зазора между ними. 6.1.4 Опустить индикатор с помощью винта микроподачи до контакта измерительного наконечника с поверхностью вала. При этом индикатор подводят так, чтобы стрелка его сделала 1-2 оборота. Предварительное отклонение стрелки называют «натягом прибора», который необходим для того, чтобы в процессе измерений натяг мог показывать как отрицательные, так и положительные отклонения от начального положения.
Измерение величины радиального биения
6.2.1 Установить на «0» шкалу индикатора по стрелке для чего плавно повернуть ободок с циферблатом до совмещения осей стрелки и нулевого штриха шкалы (можно любое число принять за «0»). 6.2.2 Повернуть вал медленно от себя до прихода стрелки в наименьшее положение и записать отсчет в этом положении. 6.2.3 Продолжить вращение вала в том же направлении до тех пор, пока стрелка займет наибольшее положение (в направлении по часовой стрелке) и записать отсчет в этом положении. 6.2.4 Повторить полный оборот вала в центрах, записывая показания индикатора в крайних точках, и сравнить их с показаниями при первом обороте. Если эти показания расходятся больше, чем на одно деление, то выполнить третий оборот с записью показаний. 6.2.5 Подсчитать разности показаний в верхней и нижней точках для каждого оборота вала, записать их в отчетный бланк, подсчитать их среднюю величину и записать ее как измеренное значение величины радиального биения поверхности вала в отчетный бланк.
Вал годен, если измеренное значение радиального биения его поверхности не превышает допускаемой величины, указанной в чертеже. Радиальное биение – это абсолютная величина разности наибольшего и наименьшего показаний (с учетом знака). Показания могут иметь как положительный, так и отрицательный знак. Радиальное биение – результат появления эксцентриситета и отклонений от круглости.
Измерение величины огранки
Огранка является частным видом отклонения от круглости – это комплексный показатель отклонений в плоскости поперечного сечения цилиндрической детали. Огранкой называют отклонение от круглости, при котором реальный профиль поверхности представляет собой фигуру, состоящую из нескольких граней вместо плавной окружности. Числовая величина огранки выявляется по показанию средства измерения и приравнивается к отклонению от круглости. Причиной появления огранки является изменение мгновенного центра вращения детали, например, при бесцентровом шлифовании.
Измерение детали:
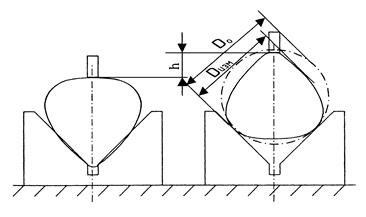
- установить ступенчатый вал в призму (показано на рисунке 5); - установить индикатор в штатив так, чтобы ось измерительного стержня была перпендикулярна от изделия и пересекала ее; - установить шкалу индикатора на «0» и отметить на поверхности детали начальную точку измерения в данном сечении; - записать наибольшее и наименьшее показания индикатора на полном обороте детали при медленном ее вращении в призме, избегая осевого смещения.
Рисунок 5 – Схема установки детали
Для измерения изделий с трехвершинными или 5-вершинными профилями огранки применяют призму с углом 90°. Величиной огранки называется разность между диаметром описанной окружности Д0 и расстоянием между двумя параллельными плоскостями касающимися детали Дизм. Для детали, имеющей огранку, величина Дизм остается постоянной в данном поперечном сечении. Абсолютная величина разности h между наибольшим и наименьшим (с учетом знака) показаниями прибора характеризуют величину огранки, но не является ее величиной. При измерении детали в призме с углом90° величина огранки Е может быть приближенно подсчитана по формуле: Е = h/2
Если призма с углом 600, то Е = h/3
7 Контрольные вопросы
7.1 Дать определение индикаторам часового типа и указать их назначение и типы. 7.2 Как устроен индикатор часового типа? Его схема. 7.3 Чтение показаний 7.4 Назначение штативов и стоек, их различие 7.5 Что такое радиальное биение и как оно определяется. Причины его появления 7.6 Что такое огранка? Причины ее появления
Содержание отчета
8.1 Записать название лабораторной работы, ее цель 8.2 Ответить письменно на контрольные вопросы 8.3 Заполнить графы отчетных бланков (приложение А и Б)
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 3427; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.202.224 (0.009 с.) |