
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разновидности конвертерных процессовСодержание книги
Поиск на нашем сайте
1. Конвертерные процессы с донным воздушным дутьем Первым способом массового производства жидкой стали был бессемеровский процесс (в конвертере с кислой футеровкой), предложенный и разработанный англичанином Г.Бессемером в 1856—1860 гг.; несколько позже - в 1878 г. — С.Томасом был разработан схожий процесс в конвертере с основной футеровкой (томасовский процесс). Возникновение бессемеровского процесса имело исключительно важное значение для развития техники, поскольку до его появления не существовало способов производства литой стали в больших количествах, а применявшиеся в то время пудлинговый процесс получения железа в тестообразном состоянии и тигельный процесс получения жидкой стали в тиглях емкостью менее 50 кг не могли удовлетворить потребности развивающегося машиностроения. Сущность конвертерных процессов на воздушном дутье (бессемеровского и томасовского) заключается в том, что залитый в плавильный агрегат (конвертер) чугун продувают снизу воздухом; кислород воздуха окисляет примеси чугуна, в результате чего он превращается в сталь; при томасовс-ком процессе, кроме того, в основной шлак удаляются фосфор и сера. Тепло, выделяющееся при окислении, обеспечивает нагрев стали до температуры выпуска (~ 1600 °С). Устройство конвертера Бессемеровский и томасовский конвертеры представляют собой сосуд грушевидной формы (рис. 80), выполненный из стального листа с футеровкой изнутри. Футеровка бессемеровского конвертера кислая (динасовый кирпич), томасовского — основная (смолодоломит). Сверху в суживающейся части конвертера — горловине -имеется отверстие, служащее для заливки чугуна и выпуска стали. Снизу к кожуху крепится отъемное днище с воздушной коробкой. Дутье, подаваемое в воздушную коробку, поступает в полость конвертера через фурмы (сквозные отверстия), имеющиеся в футеровке днища. Дутьем служит воздух,
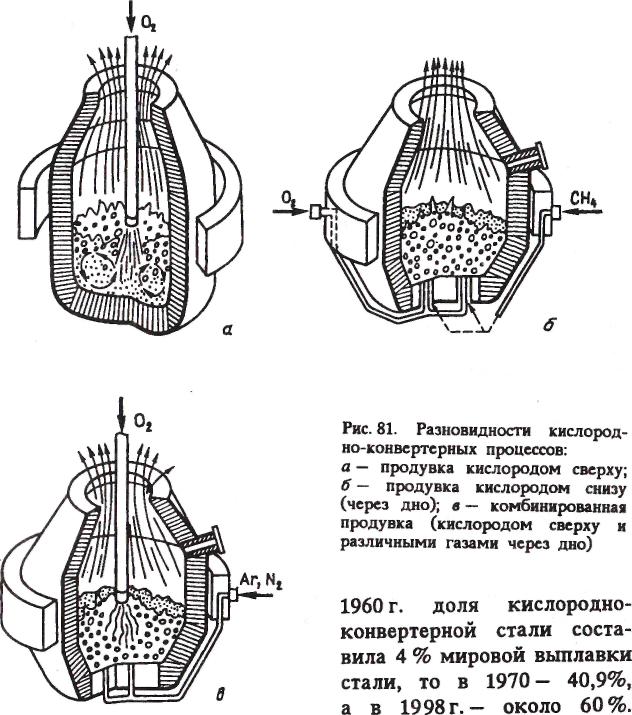
Рис. 80. Устройство бессемеровского конвертера: 1 — цапфы; 2 — опорное кольцо; 3 — отверстие горловины; 4 — зубчатое колесо; 5 — опорная станина; 6 — днище; 7 — воздушная коробка; 8 — патрубок для подачи дутья; 9 — корпус; йО — футеровка; 11 — сопла подаваемый под давлением 0,30—0,35 МПа. Цилиндрическая часть конвертера охвачена опорным кольцом; к нему крепятся цапфы, на которых конвертер поворачивается вокруг горизонтальной оси. Стойкость днища бессемеровского конвертера составляет 15—25 плавок, томасовского 50—100 плавок, после чего их заменяют. Стойкость остальной футеровки выше: у томасовского конвертера 250—400 плавок, у бессемеровского 1300— 2000 плавок. Плавка в бессемеровском, конвертере В конвертер заливают бессемеровский чугун (0,7—1,25 % Si; 0,5-0,8 %Мп; 3,8-4,4% С; <0,06%Р; <0,06%S) при температуре 1250—1300 °С и продувают его воздухом в течение 10—15 мин. За время продувки окисляются углерод, кремний и марганец чугуна и из образующихся окислов формируется кислый шлак. После того, как углерод окислился до заданного содержания, продувку заканчивают, металл через горловину конвертера сливают в ковш, одновременно раскисляя его путем добавки в ковш раскислителей. Общая длительность плавки составляет 20—30 мин; поскольку шлак кислый (55-65 %Si02; 15-25 % FeO; 15-20% МпО), при плавке не удаляются сера и фосфор. Плавка в томасовском конвертере В конвертер для образования основного шлака загружают известь (12—18% от массы металла), заливают томасовский чугун (1,6-2,0 %Р; 0,2-0,6% Si; 0,8-1,3% Мп; <0,08 % S; 2,8-3,3% С), имеющий температуру 1180-1250 °С, и ведут продувку воздухом в течение 16—22 мин. За это время окисляются углерод, кремний и марганец; из продуктов окисления составляющих чугуна и СаО извести формируется основной шлак и в конце продувки в этот шлак частично удаляются фосфор и сера. Продувку заканчивают, когда содержание фосфора в металле снизится до 0,05-0,07 %, после чего металл выпускают в ковш, куда вводят раскислители. Общая длительность плавки составляет 25—40 мин. Состав конечного шлака: 16-24 % Р205> 42-45 % СаО, 5-10 % Si02, 8-15 % FeO, 7—10 % МпО; благодаря высокому содержанию Р205 этот шлак используют в качестве удобрения. Видоизменения бессемеровского и томасовского процессов Достоинства бессемеровского и томасовского процессов — высокая производительность, простота устройства конвертера, отсутствие необходимости применять топливо, малый расход огнеупоров и связанные с этим более низкие, чем при мартеновском и электросталеплавильном процессах, капитальные затраты и расходы по переделу. Однако обоим процессам был присущ большой недостаток — повышенное содержание азота в стали (0,010—0,025 %), вызываемое тем, что азот воздушного дутья растворяется в металле. По этой причине бессемеровская и томасовская стали обладают повышенной хрупкостью и склонностью к старению. Для получения стали с пониженным содержанием азота в 1950—1965 гг. были разработаны и находили промышленное применение способы продувки снизу дутьем, обогащенным кислородом (до 30—40 % 02 в дутье), смесью кислорода и водяного пара в соотношении 1:1 и смесью кислорода и С02 в соотношении 1:1. Увеличение содержания кислорода в дутье до 30—40% (вместо 21% в воздухе) не решило проблему; выплавляемая сталь содержала 0,006—0,009 % азота, т.е. больше, чем мартеновская. Дальнейшее же увеличение доли кислорода в дутье оказалось неприемлемым, так как вызывало быстрое разрушение футеровки днища из-за его перегрева вблизи фурм вследствие выделения здесь тепла экзотермических реакций окисления составляющих чугуна. При воздушном дутье столь сильного перегрева не было из-за охлаждающего воздействия азота, которого в воздухе больше (79 %), чем в обогащенном дутье. Способы продувки смесями 02—С02 и 02-Н2Опар обеспечивали низкое содержание азота в стали (0,001—0,0035 %\ но из-за высокой стоимости и сложности не нашли широкого применения. В период с 1955 по 1975 г. бессемеровский и томасовс-кий процессы и их разновидности были вытеснены кислородно-конвертерными процессами с верхней и нижней подачей дутья. 2. Кислородно-конвертерные процессы Кислородно-конвертерным процессом в нашей стране обычно называют процесс выплавки стали из жидкого чугуна и добавляемого лома в конвертере с основной футеровкой и с продувкой кислородом сверху через водоохлаждаемую фурму; за рубежом его называют процессом ЛД. За время существования процесса (с 1952-53 гг.) было разработано несколько его разновидностей, из которых в настоящее время наряду с процессом ЛД промышленное применение находят кислородно-конвертерные процессы с донной продувкой и с комбинированной продувкой (см. рис. 81). Первые опыты по продувке чугуна кислородом сверху были проведены в СССР в 1933 г. инж. Н.И.Мозговым. В дальнейшем в нашей и в ряде других стран велись исследования по разработке технологии нового процесса. В промышленном масштабе кислородно-конвертерный процесс был впервые осуществлен в 1952—1953 гг. в Австрии на заводах в г. Линце и Донавице. За короткий срок кислородно-конвертерный процесс получил широкое распространение во всех странах. Так, если в
Быстрое развитие кислородно-конвертерного процесса объясняется тем, что он, как и прочие конвертерные процессы, обладает рядом преимуществ по сравнению с мартеновским и электросталеплавильным процессами. Основные: 1) более высокая производительность одного работающего сталеплавильного агрегата (часовая производительность мартеновских и электродуговых печей не превышает 140 т/ч, а у большегрузных конвертеров достигает 400—500 т/ч); 2)более низкие капитальные затраты, т.е.. затраты на сооружение цеха, что объясняется простотой устройства конвертера и возможностью установки в цехе меньшего числа плавильных агрегатов; 17-3810 *""
3) 4) процесс более удобен для автоматизации управления ходом плавки; 5) благодаря четкому ритму выпуска плавок работа конвертеров легко сочетается с непрерывной разливкой. Кроме того, по сравнению с мартеновским производством конвертерное характеризуется лучшими условиями труда и меньшим загрязнением окружающей природной среды. Благодаря продувке чистым кислородом сталь содержит 0,002-0,005 % азота, т.е. не больше, чем мартеновская. Тепла, которое выделяется при окислении составляющих чугуна, с избытком хватает для нагрева стали до температуры выпуска. Имеющийся всегда избыток тепла позволяет перерабатывать в конвертере значительное количество лома (до 25-27 % от массы шихты), что обеспечивает снижение стоимости стали, так как стальной лом дешевле жидкого чугуна. § 2. УСТРОЙСТВО КИСЛОРОДНЫХ КОНВЕРТЕРОВ ДЛЯ ВЕРХНЕЙ ПРОДУВКИ Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы (рис. 82 и 83), футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака. Вместимость существующих конвертеров составляет 50-400 т. В нашей стране установлен типовой ряд емкостей конвертеров (по массе жидкой стали): 50, 100, 130, 160, 200, 250, 300, 350 и 400 т. Форма конвертера. Профиль рабочего объема, образованный футеровкой, у отечественных конвертеров обычно имеет вид, показанный на рис.84. Суживающаяся кверху горловина примыкает к цилиндрической части, ниже которой расположена суживающаяся часть, заканчивающаяся сферическим днищем. Сужение нижней части и сферическая форма днища предотвращают образование застойных зон при циркуляции металла в конвертерах с верхней продувкой. У малых (<130т) конвертеров днище для упрощения кладки иногда делают плоским; плоское днище имеют конвертеры донной продувки.
Гис. 82 Общий вид кислородного конвертера с односторонним сгационарным механизмом поворота
1'ис. 83. Кислородный конвертер с двухсторонним навесным многодвигательным механизмом поворота: / - опорный подшипник; 2 — цапфа; 3 — защитный кожух; 4 — ведомое зубчатое колесо; 5 — вал-шестерня; б — навесной электродвигатель с редуктором; 7 — корпус ведомого колеса; 8, 9 — демпфер; 10 — опорная станина; 11 — опорное кольцо По конфигурации корпуса (кожуха) конвертеры различаются. Корпус может быть такой же формы, как рабочий объем, т.е. с сужением внизу (см. рис. 86, а); быть без сужения внизу, когда к цилиндрической части примыкает сферическое
Рис. 84. Профиль рабочего пространства кислородного конвертера
днище (см. рис. 86, б); с незначительным сужением (угол наклона к вертикали ~ 6°) нижней половины, переходящей в сферу (см. рис. 86, в). Размеры конвертера должны прежде всего обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в табл. 4. Основные параметры, определяющие возможность работы конвертера без выбросов — удельный объем (объем рабочей полости, приходящийся на 1т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру H/D (рис.84). При выборе оптимальной величины этих параметров необходимо учитывать следующее. Если удельный объем недостаточен, то при продувке возникают выбросы; при чрезмерно большом удельном объеме неоправданно возрастают габариты
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 398; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.130.228 (0.013 с.) |


 меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др.;
меньше расходы по переделу, в число которых входит стоимость электроэнергии, топлива, огнеупоров, сменного оборудования, зарплаты и др.;





