
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ компоновочной схемы ртк.Стр 1 из 4Следующая ⇒
БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра: “Технология машиностроения”
Курсовой проект По дисциплине: «Автоматизации производственных процессов в машиностроении»
Тема: “Анализ производительности роботизированного технологического комплекса механообработки” Выполнил: Харковец В.В. Руководитель: Романчук С.И.
АННОТАЦИЯ В данном курсовом проекте ознакомились с роботизированными технологическими комплексами (РТК), произвели анализ компоновочной схемы РТК. Описали ее достоинства и недостатки, выбрали промышленный робот для данного типа системы координат, составили алгоритм функционирования РТК для обработки 10 деталей и оптимизировали этот алгоритм, построили циклограммы работы РТК и произвели расчет коэффициентов загрузки оборудования.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Роботизированные технологические системы (РТК) это автономно действующая совокупность технологических средств производства, включающая набор основного технологического и вспомогательного оборудования (в том числе один или несколько промышленных роботов, которые выполняют вспомогательные операции) и обеспечивающая полностью автоматизированный цикл работы внутри комплекса и связь его с входными и выходными потоками остального производства. РТК создают предпосылки для перехода к качественно новому уровню автоматизации – создание автоматических производственных систем, работающих с минимальным участием человека. Сегодня РТК применяются практически во всех отраслях народного хозяйства, однако, наибольшее распространение они получили в промышленности, прежде всего – в машиностроении. Одно из основных преимуществ РТК – возможность быстрой переналадки для выполнения задач, различающихся последовательностью и характером манипуляционных действий. РТК наиболее эффективны в условиях частой смены объектов производства. Одной из причин разработки и внедрения РТК является, конечно, экономия средств. По сравнению с традиционными средствами автоматизации РТК обеспечивают большую гибкость технических и организационных решений, снижение сроков комплектации и пуска производства. Целесообразность применения РТК, прежде всего, должна диктоваться интересами человека, его безопасностью и удобствами работы (особенно на участках с опасными, вредными для здоровья условиями труда).
Основные предпосылки расширения применения РТК следующие: повышение качества продукции и объемов ее выпуска благодаря снижению времени выполнения операций и обеспечению постоянного режима “без усталости”, росту коэффициента сменности работы оборудования, интенсификации существующих и стимулированию создания новых высокоскоростных процессов и оборудования; изменению условия труда работающих путем освобождения от неквалифицированного, монотонного, тяжелого и вредного труда, улучшения условий безопасности, снижение потерь рабочего времени от производственного травматизма и профессионально-технических заболеваний; экономия и высвобождение рабочей силы. Автоматизация производства в машиностроении представляет собой самостоятельную комплексную задачу, связанную с созданием нового современного оборудования, технологических процессов, систем организации производства при систематическом повышении прибыли, улучшении условий труда и сокращении в потребности рабочей силы. Производить организационно-технические мероприятия значительного объема ради единичного внедрения промышленного робота не рентабельно. Только расширенное применение промышленных роботов в составе сложных роботизированных технологических систем оправдано технически, экономически и социально. Проблема комплексной автоматизации среднесерийного многономенклатурного производства наиболее эффективно может быть решена на основе создания типовых РТК различного технологического назначения, в которых промышленный робот осуществляет единичное или групповое обслуживание оборудования. Такие РТК должны обеспечить выполнение наиболее распространенных в машиностроении операций, включая заготовительные и сборочные. Конструктивно-технологические параметры РТК должны быть таковы, чтобы можно было объединять их в гибкие производственные системы, построенные на основе методов групповой технологии. Разработка типовых РТК для обработки наиболее распространенных деталей машиностроения и выполнения широкой номенклатуры операций позволяет комплектовать автоматизированные участки производства и автоматические линии различных типов, создавая сложные производственные системы, дифференцированные по назначению, составу выполняемых операций и уровню автоматизации процессов обработки и управления.
ЗАКЛЮЧЕНИЕ
В данной курсовой работе был произведен анализ производительности роботизированного технологического комплекса механической обработки. На основании алгоритма функционирования РТК, где был задействован пристаночный накопитель станка В, произведены необходимые расчеты, построена циклограмма функционирования РТК. Согласно данному варианту, наиболее долгая обработка осуществляется на станке Б, поэтому для достижения наиболее эффективного цикла работы РТК необходимо было максимально быстро запускать его, так как от него зависела вся длинна цикла работы РТК. При разработке циклограммы были учтены все эти условия и обеспечены минимальные простои станка Б. ЛИТЕРАТУРА
1. Задания и методические указания к курсовой работе “Анализ производительности роботизированного технологического комплекса механообработки” по дисциплине “Автоматизация производственных процессов в машиностроении” для студентов специальности 12.01 – “Технология машиностроения” И.В. Коновалов, БПИ 1991. – 14 с. 2. Ю.Г. Козырев Промышленные роботы. Справочник. М.: Машиностроение, 1983-376с.
БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра: “Технология машиностроения”
Курсовой проект По дисциплине: «Автоматизации производственных процессов в машиностроении»
Тема: “Анализ производительности роботизированного технологического комплекса механообработки” Выполнил: Харковец В.В. Руководитель: Романчук С.И.
АННОТАЦИЯ В данном курсовом проекте ознакомились с роботизированными технологическими комплексами (РТК), произвели анализ компоновочной схемы РТК. Описали ее достоинства и недостатки, выбрали промышленный робот для данного типа системы координат, составили алгоритм функционирования РТК для обработки 10 деталей и оптимизировали этот алгоритм, построили циклограммы работы РТК и произвели расчет коэффициентов загрузки оборудования.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Роботизированные технологические системы (РТК) это автономно действующая совокупность технологических средств производства, включающая набор основного технологического и вспомогательного оборудования (в том числе один или несколько промышленных роботов, которые выполняют вспомогательные операции) и обеспечивающая полностью автоматизированный цикл работы внутри комплекса и связь его с входными и выходными потоками остального производства. РТК создают предпосылки для перехода к качественно новому уровню автоматизации – создание автоматических производственных систем, работающих с минимальным участием человека. Сегодня РТК применяются практически во всех отраслях народного хозяйства, однако, наибольшее распространение они получили в промышленности, прежде всего – в машиностроении. Одно из основных преимуществ РТК – возможность быстрой переналадки для выполнения задач, различающихся последовательностью и характером манипуляционных действий. РТК наиболее эффективны в условиях частой смены объектов производства. Одной из причин разработки и внедрения РТК является, конечно, экономия средств. По сравнению с традиционными средствами автоматизации РТК обеспечивают большую гибкость технических и организационных решений, снижение сроков комплектации и пуска производства. Целесообразность применения РТК, прежде всего, должна диктоваться интересами человека, его безопасностью и удобствами работы (особенно на участках с опасными, вредными для здоровья условиями труда). Основные предпосылки расширения применения РТК следующие: повышение качества продукции и объемов ее выпуска благодаря снижению времени выполнения операций и обеспечению постоянного режима “без усталости”, росту коэффициента сменности работы оборудования, интенсификации существующих и стимулированию создания новых высокоскоростных процессов и оборудования; изменению условия труда работающих путем освобождения от неквалифицированного, монотонного, тяжелого и вредного труда, улучшения условий безопасности, снижение потерь рабочего времени от производственного травматизма и профессионально-технических заболеваний; экономия и высвобождение рабочей силы.
Автоматизация производства в машиностроении представляет собой самостоятельную комплексную задачу, связанную с созданием нового современного оборудования, технологических процессов, систем организации производства при систематическом повышении прибыли, улучшении условий труда и сокращении в потребности рабочей силы. Производить организационно-технические мероприятия значительного объема ради единичного внедрения промышленного робота не рентабельно. Только расширенное применение промышленных роботов в составе сложных роботизированных технологических систем оправдано технически, экономически и социально. Проблема комплексной автоматизации среднесерийного многономенклатурного производства наиболее эффективно может быть решена на основе создания типовых РТК различного технологического назначения, в которых промышленный робот осуществляет единичное или групповое обслуживание оборудования. Такие РТК должны обеспечить выполнение наиболее распространенных в машиностроении операций, включая заготовительные и сборочные. Конструктивно-технологические параметры РТК должны быть таковы, чтобы можно было объединять их в гибкие производственные системы, построенные на основе методов групповой технологии. Разработка типовых РТК для обработки наиболее распространенных деталей машиностроения и выполнения широкой номенклатуры операций позволяет комплектовать автоматизированные участки производства и автоматические линии различных типов, создавая сложные производственные системы, дифференцированные по назначению, составу выполняемых операций и уровню автоматизации процессов обработки и управления. АНАЛИЗ КОМПОНОВОЧНОЙ СХЕМЫ РТК.
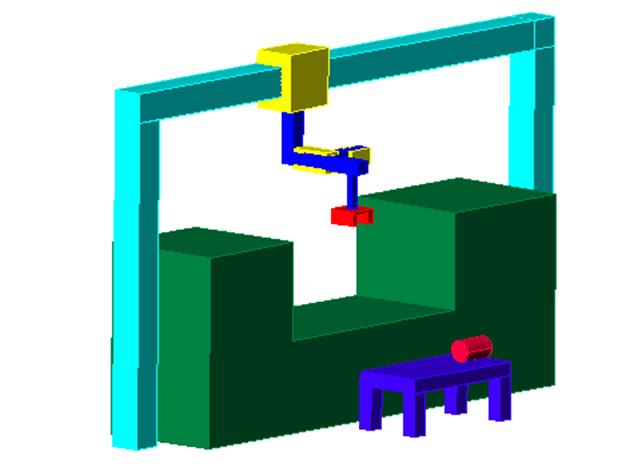
В данном курсовом проекте рассматривается линейная компоновка РТК с одноместными пристаночными накопителями и промышленным роботом портального типа с декартовой системой координат. Такие роботы применяются для обслуживания основного технологического оборудования, для автоматизации вспомогательных операций установки – снятия заготовок, деталей, инструмента, оснастки, а так же на транспортно-складских и других операциях. Данный РТК содержит три станка с пристаночными накопителями (поз. Б, В, Г), промышленный робот и входной и выходной накопители (поз. А и Д). Для выхода из станка ПР должен выполнить вертикальное перемещения z до уровня z=h0-h2. Для выхода в рабочую зону пристаночного накопителя ПР помимо вертикальных перемещений должен выполнить перемещение Х=LA. Работа по входу в накопитель – последовательно в обратном порядке. Работа с межучастковыми накопителями – аналогично в соответствии с их расположением. Данная компоновка РТК достаточно компактна, занимает небольшую площадь. В отличие от компоновки напольного типа данная компоновка использует промышленный робот портального типа, что не требует дополнительных затрат при монтаже робота. Преимуществом этой компоновки является так же и то, что такой робот позволяет работать с заготовками, расположенными на плоскости в несколько слоев. Преимуществом такой компоновки РТК является большая численности оборудования обслуживаемого одним роботом, а так же не большие габариты робота.
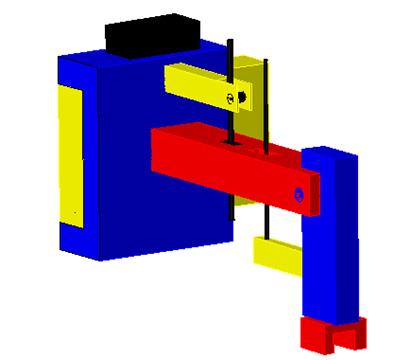
Z H
Рис.2 Рабочая зона РТК: портальный ПР в декартовой системе координат
Характеристики робота: - Модель робота - М40.П.05.03 - Страна изготовления - СНГ - Грузоподъемность - 40 кг - Число степеней подвижности ‑ 4 - Способ программирования ‑ Обучение - Погрешность позиционирования ‑ ±0,5 мм - Перемещение по X - 10800 мм - Скорость по X ‑ 0,8 м/с - Перемещение по Y ‑ 1500 мм - Скорость по Y ‑ 0,8 м/с - Перемещение по Z ‑ 420 мм - Cкорость по Z ‑ 0,4 м/c - Привод основных движений - Г - Система управления - П.УМП-331 - Объем памяти - 0,5 Кбайт - Длина монорельса - 18 м
X
Y
Рис.3 Схема РТК портальной компоновки.
Данный промышленный робот работает в декартовой системе координат. Одним из преимуществ этой системы координат в отличие от угловой заключается в том, что она является менее сложной с математической точки зрения по сравнению с угловой системой координат. Расчет декартовой системы координат занимает меньше времени. При движении робота в декартовой системе координат, в связи с тем, что робот совершает только прямолинейные перемещения, не возникает кориолисовых ускорений, которые пагубно воздействуют на динамику манипулятора. Еще одним преимуществом декартовой системы координат по сравнению с угловой системой является то, что в данной системе координат достигается большая точность позиционирования, чем в угловой.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 653; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.77.71 (0.039 с.) |


 X Y
X Y



 H0
H0

 H1
H1
 - Масса – 3000 кг
- Масса – 3000 кг






 W
W Z a
Z a


