
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Метрологическая надежность приборов и системСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
РМГ 29-99 трактует метрологическую надёжность, как надёжность средства измерения в части сохранения его метрологической исправности. Метрологическая исправность, в свою очередь, трактуется РМГ как состояние средства измерений, при котором все нормируемые метрологические характеристики соответствуют установленным требованиям.. Рассмотрим каким же образом обеспечивается метрологическая надёжность средств измерений. Очевидно, что как бы тщательно ни был изготовлен и отрегулирован прибор к моменту выпуска его на приборостроительном заводе, с течением времени в элементах схемы и механизме неизбежно протекают разнообразные процессы старения и погрешность его возрастает. Поэтому нормирование гарантированных в паспорте СИ пределов допускаемой погрешности производится заводом-изготовителем с 1,25-2,5-кратным запасом на старение. Такое превышение пределов допускаемой погрешности над фактическим значением погрешности СИ в момент их выпуска с производства или из ремонта является по существу единственным практическим способом обеспечения долговременной метрологической стабильности средств измерений. Это обстоятельство должно четко пониматься при проектировании средств измерений.
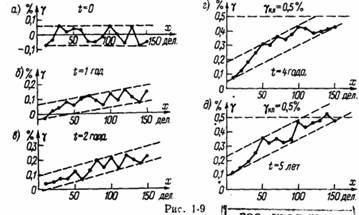
Здесь γ - относительная погрешность, γкл - погрешность соответствующая назначенному классу точности прибора Рассмотрим характер возрастания погрешности СИ во времени. На рис. приведены результаты поверок на всех цифровых отметках шкалы прибора типа М105 класса точности 0,5 за первые пять лет его эксплуатации. У нового, только что изготовленного прибора (рис. а при t=0) полоса его погрешностей располагается симметрично относительно нуля в границах +0,09%. Систематическая погрешность отсутствует, так как она устранена благодаря только что проведенной на заводе регулировке или градуировке шкалы прибора, а случайная погрешность составляет одну пятую часть от нормированного предела γкл = 0,5%. Изменение погрешности с возрастом t прибора, наблюдаемое при последующих ежегодных поверках, происходит в виде прогрессирующего смещения и поворота полосы погрешностей, т. е. в виде непрерывного возрастания систематической составляющей погрешности прибора, в то время как размер случайной составляющей определяется шириной полосы погрешностей и остается практически неизменным. Из кривых рис. видно, как постепенно с возрастом t прибора расходуется обеспеченный при изготовлении запас погрешности на старение. Так, если при t=0 он составлял 0,4% (из нормированного значения γкл = 0,5%, то в возрасте прибора t=2 года максимальная погрешность прибора на 120-м делении шкалы достигла 0,23% и запас стал лишь двукратным. При t = 4 года запас на 100-м делении составлял лишь 0,07%, т. е. всего 1/7 от нормированного γкл = 0,5%, а при t=5 лет запас был уже полностью израсходован и погрешность прибора на 140-м делении превысила допускаемую. Аналогичный характер имеет и процесс накопления прогрессирующей погрешности с возрастом цифровых приборов и измерительных каналов измерительных информационных систем (ИИС) или измерительно-вычислительных комплексов (ИВК). Как правило, ИИС и ИВК выполняются достаточно высококачественно, т. е. при изготовлении полосе погрешностей канала стремятся придать вид, показанный на рис., а. Однако накопление прогрессирующей погрешности приводит, как и у других СИ, к смещению и повороту их полосы погрешностей, т. е. к постепенному расходованию запаса погрешности, созданного при изготовлении. Так, поверка одной из ИИС типа К200 показала, что через несколько лет после выпуска полоса погрешностей имела вид, пред- ставленный на рис. б, т. е. система находилась на пороге выхода из нормированного допуска. А поверка одной из больших ИИС через 5 лет после ее выпуска дала для каналов картину, представленную на рис. в.
Таким образом, характер проявления прогрессирующей погрешности с возрастом СИ является единым для всех СИ и разработчик при назначении межповерочного интервала и срока службы прибора не может его игнорировать. Рассмотрим динамику прогрессирующей погрешности на примере электроизмерительных приборов наиболее часто используемых в лабораториях. Анализ литературы по метрологическим отказам отечественных и зарубежных аналоговых и цифровых приборов показывает, что процесс возрастания прогрессирующей погрешности следует считать нестационарным случайным процессом. При этом, погрешность на каждой из цифровых отметок шкалы возрастает со временем в разной мере. В большинстве случаев текущее значение γ(t) приведённой погрешности (в процентах) описывается соотношением
здесь t - возраст прибора с момента его изготовления (лет); t - постоянная времени процесса метрологической стабилизации прибора (лет); a=-1/τ - отрицательное ускорение процесса старения, (1/год); u0 - начальная скорость возрастания прогрессирующей погрешности (%/год); γ0 - значение приведённой погрешности прибора в момент выпуска из производства (%). Эта зависимость графически представлена кривой 1 на рисунке.
При t=0 она выходит из точки с ординатой γ0, скорость её возрастания постепенно замедляется с отрицательным ускорением a, и при она стремится к установившемуся значению. Это широко известный процесс стабилизации характеристик СИ с их возрастом, который протекает тем быстрее, чем меньше постоянная времени τ=-1/a. Если бы нормируемый класс точности СИ назначался из условия γкл=γ, то погрешность СИ γ(t) достигла бы значения γкл лишь при t =, т. е. метрологические отказы за весь срок службы СИ практически бы отсутствовали. Однако не редко в погоне за указываемой в паспорте точностью СИ изготовители назначают γкл<γ. В итоге в возрасте прибора tp1, равном, например, 6 лет, погрешность γ(t) достигает назначенного значения γкл прибор бракуется и направляется в первый метрологический ремонт и регулировку. Если при ремонте его погрешность вновь доводится до значения γ0, то ее возрастание в дальнейшем идет согласно штриховой кривой 2 на рис. и при tp2, равном, например, 18 лет, он подвергается второму метрологическому ремонту, и т. д. Так как процесс метрологического старения идет с замедлением, то текущее значение частоты метрологических отказов ω(t) так же убывает с возрастом t прибора, как производная от γ(t), т.е.
Где В итоге из ремонта приборы выходят с погрешностью γp>>γ0 т. е. с ремонтным запасом γ3p<<γ33- Вследствие этого изменение текущей погрешности с возрастом прибора получает вид кривой 3, показанной на рис. До первого ремонта прибор работает с заводским запасом погрешности γ33 и частота метрологических отказов невелика, после же первого ремонта он получает ремонтный запас γ3p, в 2-6 раз меньший заводского. В то же число раз после первого же ремонта возрастает и частота метрологических отказов. Прибор сответственно бракуется и направляется в ремонт почти ежегодно. Кроме многократной перегрузки ремонтных и поверочных служб такой способ эксплуатации СИ не гарантирует от того, что погрешность прибора не превосходит нормированное значение γкл задолго до ежегодной поверки и большую часть года прибор может использоваться с погрешностью больше нормированной. На основании изложенного можно сделать выводы важные для обеспечения метрологической надёжности при проектировании приборов: 1. Метрологическая исправность СИ в течение ряда лет обеспечивается наличием запаса нормированного значения погрешности по отношению к ее фактическому значению; 2. При серийном производстве приборов во избежании рекламаций запас погрешности на старение должен быть не менее чем в 1,25 раза от фактического значения. 3. Эксплуатационная и ремонтная документации должны нормировать значения погрешности прибора после его ремонта.
|
||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 456; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.218.176 (0.008 с.) |





 - частота метрологических отказов на момент времени t=0, (1/год); u0 - начальная скорость возрастания погрешности, (%/год); γ33-заводской запас погрешности (см. рис.), обеспечиваемый при выпуске с производства (%). Практика показывает, что значения параметра γ для большинства аналоговых и цифровых электроизмерительных приборов составляет от 1,2 до 2,6% и превосходит размер назначаемого gкл в 1,1-3 раза. Таким образом. на тех предприятиях, где ремонтные службы обеспечивают ремонтные запасы, примерно равные заводским, погрешность приборов во время эксплуатации изменяется в соответствии с кривой 2 (рис.), однако ремонтные службы некоторых предприятий как показывает статистика приводимая в литературе допускают при ремонте выпуск приборов с запасом погрешности в 2-3, а иногда и в 6 раз меньше заводского. Это обусловлено тем, что размер запаса погрешности при ремонте не оговорен и даже не упоминается ни в одном из нормативных документов Госстандарта и предъявлять рекламации к службам ремонта, в отличие от заводов-изготовителей, нет юридических оснований.
- частота метрологических отказов на момент времени t=0, (1/год); u0 - начальная скорость возрастания погрешности, (%/год); γ33-заводской запас погрешности (см. рис.), обеспечиваемый при выпуске с производства (%). Практика показывает, что значения параметра γ для большинства аналоговых и цифровых электроизмерительных приборов составляет от 1,2 до 2,6% и превосходит размер назначаемого gкл в 1,1-3 раза. Таким образом. на тех предприятиях, где ремонтные службы обеспечивают ремонтные запасы, примерно равные заводским, погрешность приборов во время эксплуатации изменяется в соответствии с кривой 2 (рис.), однако ремонтные службы некоторых предприятий как показывает статистика приводимая в литературе допускают при ремонте выпуск приборов с запасом погрешности в 2-3, а иногда и в 6 раз меньше заводского. Это обусловлено тем, что размер запаса погрешности при ремонте не оговорен и даже не упоминается ни в одном из нормативных документов Госстандарта и предъявлять рекламации к службам ремонта, в отличие от заводов-изготовителей, нет юридических оснований.


