Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
По производственным процессам сооо «сан- марко»Стр 1 из 3Следующая ⇒
Кафедра МАЛП
Производственный отчет По производственным процессам СООО «Сан- Марко»
Выполнил: Студент гр.Мл-75 Лукашевич С.А. Проверил: Радкевич А.В.
Витебск 2008 День 1 Знакомство с производством 1. Проведен инструктаж по технике безопасности и охране труда. 2. Проведена ознакомительная экскурсия по предприятию, в которой мы увидели производство обуви, начиная с раскроя и до получения пары.
Знакомство с изготовлением резака
1. Для получения резака сначала необходимо изготовить модель (макет) рис 1. Выполнение модели может производиться из: жести, плотного картона. На модели обязательно должны присутствовать припуски в размере 0.5 см (приближенно).
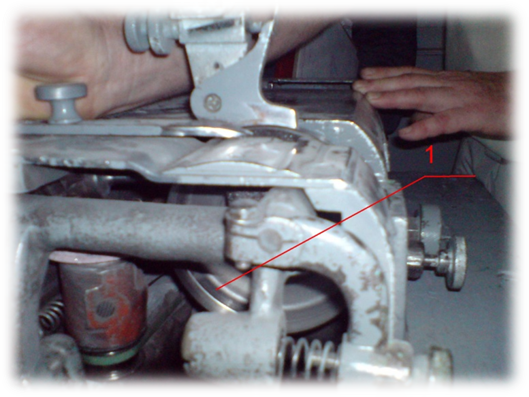
Рис. 1 (неукрепленная режущая кромка) 2. Из высококачественной стали выполняется полоса. Размеры которой: 2x19 либо 2x32 3. Производится нарезка режущей стали (изготовленных ранее полос) заданной длинны, необходимой на изготовление резака. 4. Далее человек, имеющий необходимые навыки на специальном оборудовании производит гибку изготовленной и отрезанной на определенную длину, ранее полученную стальную полосу. 5. После того, как резак выгнут по эскизу модели его передают мастеру, который с помощью полуавтоматического сварочного аппарата производит скрепление резака и его укрепление. Для этого используется крестовая схема укрепления, показанная на рис. 2.
Рис. 2 (Резак готовый) 1: Укрепление резака.
День 2 Процесс получения деталей верха Для этого процесса используется вырубочный пресс, приведенный ниже на рис. 3 Рис. 3 (пресс для вырубки)
На основании станка 2 находится плита (материал – сталь). На стальную плиту укладывается плита (Примерно – полоулиритановая, специально для того, чтобы на портить заточку резака). На полиулиритановую пластину ложиться материал (кожа). После того как кожу уложили, наверх ложиться резак, причем вырубка из кожи ведется с наименьшим остатком кожи (т.е. отходы). Укладка произведена, нажимаем руками на кнопки (Их две, служат для безопасности) и ударник 1 поворачивается к нам, ударяет по резаку, и обратно занимает правую позицию.
Сегодня мы видели как производится получение деталей верха женских сапог. Рабочий показал как изготовляются детали для сапог:
1. Союзка, Рис. 4 2. Берца, Рис 5 3. Задинка, Рис. 6
Рис. 4 (союзка)
Рис. 5 (берца)
Рис. 6 (задинка)
Машина для двоения детали Машина используется для того, чтобы вырубленную ранее кожаную деталь по толщине везде одинаковой. Проточенную деталь измеряют микрометром. Основные настройки станка производятся с помощью компьютера. Техническая схема. Рис. 7
Рис. 7
Включаем машину, настраиваем на блоке управления нужную нам толщину детали. Валки 1 начинают вращаться, причем их вращение затягивает деталь 3, которую рабочий равномерно двигал в сторону валков по столу 2. Как только деталь коснулась валков она получила приличную скорость и встречается с острозаточеным, как лезвие ленточным ножом, Где деталь двоится, или проще говоря, стачивается.
Спускание края детали на машине АСГ – 13 (Рис. 8,9)
Рис. 8 (АГС – 13)
Рис. 9 (АГС – 13)
Спускание края происходит следующим образом: Включаем машину. Транспортный валик 1 начинает крутиться с большой скоростью. Лапкой 3 прижимаем деталь. По направлению стрелки подачи материала подаем деталь на острозаточенную кромку транспортного валика.
Формовка деталей низа Приведу пример: стелька, которую вырубили из картона или другого материала надо ровно и точно уложить в обувь. Для этого используется холодное прессование. В матрицу (Рис.10) укладывается вырубленная стелька.
Рис. 10 (матрица) Затем это закрывается пуансоном (Рис. 11) и сдавливается при помощи пресса с давлением около 10 тонн.
Рис. 11 (пуансон) После мы получаем сформованные стельки. Получение деталей низа К деталям низа относятся: стелька, подносок, задник. Изготовление деталей низа производится с помощью пресса марки ARES (K – 5) показанного на рисунке (Рис. 12)
Рис. 12 (ARES K – 5) На стол рабочий укладывает тонкую ткань пропитанную клеем. Укладка производится в 20 – слоев. После рабочий, используя резак высотой 32 мм, производит вырубку деталей межподкладки (так они называются). Так же, как материал, может использоваться и кожкартон, но он укладывается в 10 – слоев.
К деталям низа относятся: стелька (Рис. 13), подносок (Рис. 14), задник (Рис.15).
Рис. 13 (Кстати уже вырубленная)
Рис. 14 (Пока еще резак)
Рис. 15 (кстати вырубленный)
Сборка деталей низа На этой стадии рабочие используя найритовый клей вручную приклеивают подпятник на стельку (Рис. 16) и кладут на сушку.
Рис. 16 (приклеивание и сушка)
по разновидности различают: стелька (Рис.17), полустелька (Рис.18)
Рис.17 (стелька)
Рис.18 (полустелька)
День 3 Вытяжка союзки
Рис. 20 Процесс вытяжки союзки производится на специальном аппарате, который при помощи вертикально передвигающейся планки, зажимает и, опуская эту планку вниз, вытягивает союзку. После горизонтально сдвигающийся стол сжимает планку с союзкой и отпаривает ее при определенной температуре. Но до начала вытяжки отдублированная союзка подвергается обработке водяным паром, это нужно для того, чтобы размягчить поры кожи.
Сборка по заднему шву Сборка по заднему шву производится на швейной машине PFAFF класса 3806 (Рис. 22)
Рис. 22 На этой машине ведется специальная прошивка заднего шва.
Разглажка заднего шва Разглажка заднего шва производится на итальянской машине Piccoli (Рис. 23)
Рис.23 Шов прижимается валиком и выравнивается, для его закрепления приклеивается окантовка. Нужно, чтобы нитки и шов не стирался и не мешал при ходьбе.
День 4 Вклеивание резинки При этом процессе используется ручной труд. На края резинки и места вставления резинки наносится найритовый клей.
Обстрачивание подкладки При этом процессе используется швейная машина PFAFF класса 471 для объемной работы. Резинка обстрачивается одним или двумя швами.
Вставка подноска На рисунке 26 показано рабочее место, где производится вставка подноска.
Рис. 26
Технологический процесс следует по строгому плану:
1. Подносок выкладывается на специальные платформы, (Справа на рисунке). Где происходит разогрев вставки. 2. После вставка вставляется в подносочную часть обуви. 3. На вставку наносится клей специапьным распылителем.(На рисунке находится вцентре). 4. После вставка закрывается подкладкой и лижится под пресс, (На рисунке находится слева). Температура пресса 60-70 градусов. Давление верхней плиты 170 килограмм.
Запуск на конвеер Процесс заключается в том, что на колодку кладут спельку, и прихватывают ее тремя гвоздиками (Рис. 27)
Рис. 27
После чего рабочий кладет заготовку на конвеер. Следующий рабочий одевает заготовку обуви на колодку со стелькой и закрепляет в пяточкой часть тремя гвоздями. После обувь попадает на термообработку, где в специальном шкафу проводится обработка при температуре. А дальше затяжка….
Операция термофиксации Термофиксация проходит в специальном хкафу похожем на баню. Для этого необходима температура порядка 115 градусов и влажная среда (Рис. 30).
Рис. 30
Обеспыливание Здесь обувь на полировочном круге очищается от технологической пыли.
Обведение контура Процесс заключается в том, что обувь, на колодке, зажимается на крутящемся по горизотрали столе и вращаясь обводится по контуру подошвы. После чего заготовка проходит дополнитесьное взъерошевание на малкой наждачке.
Нанесение клея Здесь на подошву и на обувь наносится нейритовый клей и ложится на конвеер для того, чтобы клей подсох. Процесс приклеивания Здесь ппоходит разогревание клея по затяжной кромке и на подошве (Процесс термоактивации клея). Этот процесс проходит при температуре 100 градусов. После обувь зажимается в песе и давлением в 0,5 мПа придавливается плитой. После этого процесса происходит термофиксация готовой обуви (Служит для того, чтобы снять те напряжения в материале которые возникли при изготовлении).
Финишные операци Они проводятся для того, чтобы довести внешний вид в надлежащифй порядок. В них входят: 1. Ретуширование 2. Лакировка 3. Краска мелких царапин 4. Утюжка 5. Вложение стелек 6. Шнуровка (если это необходимо) 7. Контроль качества Все приведенные операции выполняются вручную.
Кафедра МАЛП
Производственный отчет По производственным процессам СООО «Сан- Марко»
Выполнил: Студент гр.Мл-75 Лукашевич С.А. Проверил: Радкевич А.В.
Витебск 2008 День 1 Знакомство с производством 1. Проведен инструктаж по технике безопасности и охране труда. 2. Проведена ознакомительная экскурсия по предприятию, в которой мы увидели производство обуви, начиная с раскроя и до получения пары.
|
|||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 191; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.85.76 (0.029 с.) |