
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Комбинированный механизм уплотненияСодержание книги
Поиск на нашем сайте
Как было сказано выше, при прессовании под высоким давлением с помощью многоплунжерной головки происходит более равномерное уплотнение набивки формы над моделью и в глубоких карманах формы, например, вокруг высокой модели. Но даже в этой своей последней модификации прессование под высоким давлением не полностью устраняет органический дефект в распределении плотностей по объему формы и имеет существенные технологические ограничения в отношении характера формуемых моделей по конфигурации и расположению их в опоке. Этот способ не является вполне удовлетворительным для корпусных деталей при формовке в одной опоке одной или нескольких крупных и высоких моделей с крутыми стенками. Несмотря на расчлененную прессовую головку и множество прессующих башмаков, глубокие карманы формы между моделями и между моделями и стенками опоки подпрессовываются недостаточно при очень плотной набивке мест над моделями и всей формы в целом. Более гибким и эффективным является метод уплотнения с помощью одновременного встряхивания и прессования. Схема такого механизма приведена на рис. 27. При одновременном включении встряхивающего и прессового цилиндра, прессовый поршень поднимает стол машины и выбирает расстояние между верхней кромкой формы и прессовой колодкой. Это расстояние в таких механизмах делается большим, 150¸200 мм и более (что позволяет производить на них также уплотнение и чистым встряхиванием). Поэтому во время подъема стола прессовым поршнем успевает произойти некоторое количество ударов предварительного встряхивания. Встряхивающая часть механизма работает при этом как обычный встряхивающий механизм с амортизацией ударов. После того как форма будет прижата к прессовой колодке, начинается встряхивание с одновременным прессованием. При встряхивании с одновременным прессованием, уплотняемая форма на столе машины оказывается, таким образом, прижатой прессовым поршнем к прессовой колодке. В качестве прессовой колодки обычно применяется пассивная многоплунжерная головка (на эскизе показана жесткая прессовая колодка). Встряхивающий поршень со столом остается неподвижным. Ударный же массивный подпружиненный поршень (амортизатор), наносит частые удары снизу по столу машины; эти удары передаются формовочной смеси, и возбуждают в ней направленные вниз инерционные силы (импульсные сжимающие напряжения), дополнительно к статической прессующей нагрузке. Эти дополнительные напряжения от ударов амортизатора являются небольшими по сравнению с напряжениями прессования (под высоким давлением). Однако такие удары, особенно в начале процесса уплотнения, оказывают положительное действие на пробиваемость карманов формы и выравнивают плотность смеси в форме. Встряхивание (т. е. удары амортизатора по столу) в таком комплексном механизме производится с большой частотой, 10¸12 ударов в секунду (примерно втрое чаще, чем в обычных встряхивающих машинах). Поэтому при общей продолжительности цикла уплотнения 3¸5 с, число произведенных на одну форму ударов амортизатора за первые 1¸2 секунды получается большим и действие их эффективно. Считается, что уплотнение карманов формы при таком комплексном воздействии определяется именно действием этих ударов, а интенсивное прессование дает общую высокую твердость всей формы. Кроме этого, наличие подобного комплексного механизма на формовочной машине позволяет применять уплотнение форм как одновременным встряхиванием и прессованием, так и раздельным встряхиванием с последующим прессованием (либо с последующим одновременным встряхиванием и прессованием), а также и уплотнение одним чистым прессованием. Эти возможности делают современные формовочные машины с механизмами данного типа технологически весьма гибкими. Обычно механизмы для одновременного встряхивания и прессования выполняются с прессовым цилиндром, развивающим давление под прессовой колодкой 1,2¸1,5 МПа. Пескометы
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 424; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.01 с.) |

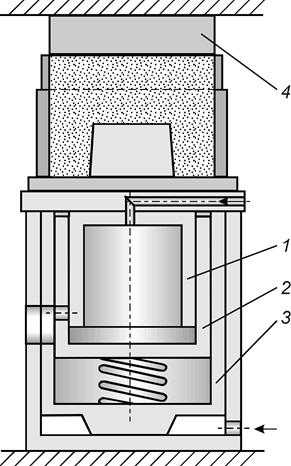 Рис. 27. Комбинированный механизм уплотнения форм
Рис. 27. Комбинированный механизм уплотнения форм



