
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Прессование роторной головкойСодержание книги
Поиск на нашем сайте
Кроме перечисленных выше способов прессования, призванных снизить неравномерность распределения плотности формы при высокой модели, были разработаны и другие, которые, хотя и не решают основную проблему прессования, имеют некоторые достоинства. Среди них следует отметить прессование роторной головкой и лопастным рабочим органом.
Прессовая роторная головка состоит из нескольких прессующих валков 1, под которыми перемещается полуформа 2 (рис. 10). Валки прижимаются к смеси с силой Ni и вращаются обычно в сторону, противоположную движению полуформы. Каждый валок уплотняет смесь на определенную глубину hi, и из-под последнего валка полуформа выходит полностью уплотненной. При уплотнении роторной головкой не нужен длительный контакт всей поверхности прессового элемента с полуформой; требуется только соприкосновение катка и смеси, что позволяют использовать ее в формовочных машинах непрерывного действия. Производительность таких машин существенно выше, производительности машин периодического действия. Если подшипники валка могут перемещаться в вертикальном направлении и валки не опираются на бурт опоки, то уплотнение происходит с профилированием формы в вертикальной плоскости, совпадающей с направлением движения формы, т. е. с различным сжатием столбов смеси, находящихся перед моделью, над моделью и за моделью. Для лучшего профилирования смеси в плоскости, перпендикулярной направлению движения, используют валки, состоящие из нескольких упругих дисков. Диски соединяют с приводным валом через торцовые фрикционные подпружиненные элементы. Диски могут проворачиваться относительно вала и относительно друг друга; от вала на диски передается крутящий момент. Была создана головка, состоящая из большого числа узких катков, каждый из которых шарнирно закреплен на штоке поршневого привода. Катки расположены рядами в шахматном порядке; ширина катков каждого следующего ряда увеличивается. Поршневой привод обеспечивает необходимое усилие прижима катка к смеси. Валки могут быть эластичными, состоящими из упругой оболочки, наполненной газом, жидкостью или пенистым веществом. Для увеличения жесткости эластичной оболочки снаружи валка по всей его окружности, не входящей в соприкосновение со смесью, установлена обойма, состоящая из вращающихся в подшипниках цилиндрических стержней, прижатых к валку. Эластичные валки могут профилировать форму в вертикальной плоскости, перпендикулярной направлению ее движения. По данным Н. П. Аксенова, диаметр D валка следует выбирать в зависимости от высоты h слоя смеси, впрессовываемого данным валком за один проход над опокой:
где aз – угол захвата; f – коэффициент внешнего трения. Для разрыхленной формовочной смеси обычно принимают f = 0,7; при этом угол захвата составляет примерно 35° и тогда можно назначать D» 10 h. В отличие от случаев, описанных выше, напряжения под валком остаются постоянными, но вместе с валком они перемещаются вдоль формы и в каждый последующий момент сжимают новый участок формы. Зона контакта валка со смесью невелика; еще меньше зона, в которой действуют большие напряжения (зона, прилегающая к нижней точке валка). Поэтому напряжения по мере удаления от нижней точки валка быстро рассеиваются в неограниченном стенками полупространстве и на расстоянии, равном радиусу валка, составляют 0,2¸0,25 от напряжений, действующих под катком. Даже при последовательном уплотнении тремя эластичными валками разброс твердости получается большим; особенно мала твердость в углу опоки, поэтому данный метод рекомендуется применять для уплотнения низких форм.
|
|||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 310; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.134 (0.007 с.) |

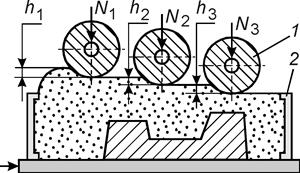 Рис. 10. Уплотнение формы валками
Рис. 10. Уплотнение формы валками
 ,
,



