
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 12 расчет и Выбор режимов резания при шлифовании ⇐ ПредыдущаяСтр 10 из 10
Цель работы 1.1.Приобретение навыков расчета режимов резания при шлифовании. Содержание работы 2.1. Запись данных своего варианта по условию обработки. 2.2. Выполнение расчета и выбора элементов режима резания, инструмента, основного времени. 2.3. Вывод о возможности шлифования при выбранных режимах резания. 2.4. Эскиз обработки. 2.5. Список использованной литературы. Перечень принадлежностей 3.1. Бумага писчая. Формат А4 - 4л. 3.2 Калькулятор, выполняющий функции yx 3.3. Прикладная программа КОМПАС 3D V11
Общие сведения 4.1. При круглом наружном шлифовании обрабатываемая деталь крепится в патроне, на разжимной оправке или устанавливается в центрах, при внутреннем шлифовании деталь крепится в патроне. После обработки обеспечиваются 5-9 квалитеты точности, а параметры шероховатости обработанной поверхности достигают Rа=2.....0,2 мкм. Инструмент при шлифовании различных конструкционных и инструментальных материалов выбирают по данным условиям обработки. Порядок выполнения работы 5.1. Записать данные своего варианта (см. таблицу 27).
5.2. Установить характеристику инструмента. [3.к143 стр348] или [4.стр242-258]
5.3. Назначить элементы режима резания.
1. Скорость главного движения резания (шлифовального круга) Vк, м/с [4. табл. 55стр301] 2. Скорость заготовки Vз, м/мин [4. табл. 55стр301] 3. Определяем частоту вращения заготовки, соответствующую принятой скорости
dз - диаметр заготовки. Найденное значение nз корректируется на соответствие по паспорту станка. При бесступенчатом регулировании в пределах диапазона. 4. Глубина шлифования t, мм [4. табл. 55стр301] Меньшее значение - для чистовой обработки, большее - для черновой. 5. Определяем продольную подачу на оборот заготовки S, мм/об [4. табл. 55стр301] 6. Определяем мощность, затраченную на резание: Nрез = СN • Vзr • tX • SY • dq - при шлифовании периферией круга с продольной подачей. Nрез = С N • Vзr • SрY • dq • bZ - при врезном шлифовании периферией круга Nрез = СN • Vзr • tX • bz D, мм - диаметр шлифования В, мм - ширина шлифования, равная длине шлифуемого участка. Сn - коэффициент, значения [4.табл.56 стр303] z, x,у, q, r - показатели степени [4.табл.56 стр303] Проверяем, достаточна ли мощность двигателя шлифовальной бабки.
Nшт = Nдв • η (по паспорту станка) Nрез < Nшт - условие нормальной работы станка. В случае перегрузки станка по мощности, можно снизить мощность Nрез путем соответствующего уменьшения величины Vsокр в пределах диапазона. 7. Основное время
Sx = t L - длина хода стола; при перебеге круга на каждую сторону равном 0,5 Вк. L = l – (0,2…0,4) L = l – (0,4…0,6) l - длина шлифуемой поверхности Вк- ширина круга L = l - при радиальном движении подачи. h - припуск на сторону К - коэффициент точности, учитывающий время на «выхаживание», т. е. шлифование без поперечной подачи.
К ~ 1,2 - при предварительном шлифовании
К ~ 1,4 - при окончательном шлифовании
1 - эскиз для движения подачи – радиальное
Рис. 19
6. Требования к оформлению расчета 6.1. Выполненное задание оформляется на стандартных листах формат А4. Первый лист титульный (см. приложение 1)
Пример выполнения задания Вариант №31 Задание: На кругло шлифовальном станке 3М131 шлифуется шейка вала диаметром dз и длиной l; длина вала l1. Припуск на сторону h. Необходимо выбрать шлифовальный круг; назначить элементы режима резания; определить основное время. Таблица 26
Выбор характеристики круга 1. Форма круга 1 - плоский прямого профиля. 2. Размер круга - Д х В х d 600х63х305 3. Шлифовальный материал 25А (электрокорунд белый) 4. Зернистость — 40 5. Индекс зернистости - Н 6. Структура - СТ2 - среднетвердая 7. Связка К8 - керамическая 8. Класс точности круга - А 9. Допустимая окружная скорость круга Vдоп = 33 м/сек.
Принятая маркировка характеристики круга 1. 600 х 63 х 32 25А 40Н СТ2 К8 А 35м/с [3. к 143 стр. 348]
|
|||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 539; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.131.72 (0.007 с.) |
 ,об/мин
,об/мин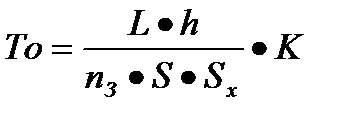 мин – при продольной подаче. То = (h / nз · S )
мин – при продольной подаче. То = (h / nз · S )  К – при радиальной подаче.
К – при радиальной подаче.



