
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 4 расчёт режимов резания при внутренней обработке отверстий на токарном станке
1.1. Приобретение навыков назначения режимов резания, выбора режущего инструмента и расчета основного времени.
2.1. Запись данных условий обработки для своего варианта (см. таблицу 12) 2.2. Выбор режущего инструмента, выполнение расчёта режимов резания. 2.3. Оформление работы.
3.1. Бумага писчая формат А4 – 3 листа 3.2 Калькулятор, выполняющий функции yх. 3.3 Прикладная программа КОМПАС 3D V11
4.1. Токарные резцы для внутренней обработки делятся на расточные для глухих отверстий и расточные для сквозных отверстий. Режущая часть резцов: · Быстрорежущая сталь Р6М5, Р18 (для обработки всех материалов) · Твёрдый сплав ВК 3, ВК 6, ВК 8 (для обработки чугуна, цветных металлов и нержавеющей стали) · Твёрдый сплав Т15К6, Т5К10 (для черновой и получистовой обработки стали) · Твёрдый сплав Т30К4 (для чистовой обработки) [4. табл.3 стр. 116–118]
5.1. Записать данные своего варианта (см таблицу 12) 5.2. Выбор режущего инструмента. Классификация и типы токарных резцов [4. табл. 13-20 стр. 123–134] – резцы из быстрорежущей стали и с пластинами твёрдого сплава. Форма заточки передней поверхности резцов: · Из Р6М5 (Р18) [1. табл. 91 стр. 198] · Твердосплавных [1. табл. 93 стр. 201–202] Геометрические параметры режущей части резцов: · Из Р6М5 (Р18) [1 табл. 92 стр. 199–201] · Твердосплавных [1. табл. 94 стр. 202–205] 5.3 Назначение режима резания 1. Определяем глубину резания
где d – диаметр отверстия до обработки; D – диаметр отверстия после обработки. 2. Назначаем подачу: · So, мм / об – [4 табл. 12 стр. 267] – для чернового растачивания; · So, мм / об – [4 табл. 14 стр. 268] – для обработки в зависимости от заданной чистоты поверхности. 3. Определяем скорость главного движения резания. Скорость при растачивании:
4. Определяем частоту вращения шпинделя
Корректируем число оборотов по паспорту станка n д, об / мин (принимаем ближайшее меньшее значение) 5. Определяем действительную скорость резания
6. Определяем силу резания Рz = 10 Cpz · tXPZ · SYPZ · VnPZ · Крz, Н 7. Определяем мощность, затрачиваемую на резание Nрез. = Проверить достаточна ли мощность станка N рез < N шп - условие обработки N шп = Nд · η
Nд - мощность двигателя станка η - коэффициент полезного действия. В случае N рез > N шп Необходимо выполнить обработку за несколько проходов или (в случае не большого превышения мощности) уменьшить подачу. 8. Определяем основное время. То = L = l + y + ∆; ∆ = 2…5мм Эскиз обработки
Рис. 9
2. При растачивании отверстия в упор
Рис. 10 6. Требования к оформлению расчета 6.1. Выполненное задание оформляется на стандартных листах формат А4. Первый лист титульный (см. приложение 1)
Пример выполнения задания Вариант № 31 Задание:На токарно-винторезном станке 16К20 растачивают отверстие диаметром d до диаметра D, длина отверстия l, длина заготовки l1 необходимо: выбрать режущий инструмент; назначить элементы режима резания; определить основное время. Таблица 11
Выбор режущего инструмента Резец расточной для сквозного отверстия с пластиной твердого сплава Т15К6 ГОСТ 18882-73 [3. т. 13 стр.123] Размер сечения державки H · B = 25 · 25 [4. табл. 13 стр.123] Форма заточки – радиусная с отрицательной фаской [1. табл. 93 стр. 201] Углы заточки φ = 60 °; φ1 = 10°; γ = 15 °; α = 10 °; λ = - 2 °; r = 1 [1. табл. 94 стр. 201–204] Назначение режима резания 1. Определяем глубину резания
2. Назначаем подачу: So = 0,3 – 0,5 мм / об [4. т. 12 стр. 267] S д = 0,5 мм/ об по паспорту станка 3. Определяем скорость главного движения резания:
Выписываем значения коэффициентов и показатели степеней Сv =350 x = 0,15 [4. табл.17 стр.269] y = 0,35 m = 0,2 Определяем поправочные коэффициенты Км – поправочный коэффициент, учитывающий влияние физико-механических свойств стали Км = Кr ( Км = 1.1 ( Кn - коэффициент, учитывающий состояние поверхности на скорость резца Кn = 1 [4.табл.5 стр.263] Кu - коэффициент, учитывающий влияние инструментального материала
Кu = 1 [4.табл.6 стр.263] Кφ – коэффициент, учитывающий влияние параметров резца Кφ = 0,9 Кφ1 = 1 Кr = 1 [4. табл.18 стр.271] Кти – коэффициент стойкости Кти = 1 [4. табл.7 стр.264] Ктс – коэффициент изменения периода стойкости Ктс = 1 [4. табл.8 стр.264] Кv = Км • Кu • Кn • Кт.u •Кт.с•Кφ •Кr •Кφ1 Кv = 1,18•1•1•1•1·0,9•1·1=1,06 V = 4. Определяем частоту вращения шпинделя:
Корректируем число оборотов по паспорту станка n д = 500 об/мин 5. Определяем действительную скорость резания:
6. Определяем силу резания Рz = 10 Определяем составляющие силы резания Cp=300 Xp=1 Yp=0,75 np= -0,15 [4. табл.22 стр. 273] Определяем соответствующие поправочные коэффициенты Км - коэффициент на характеристику механических свойств обрабатываемого материала Км = ( n = 0,75 [4. табл.9 стр. 264] Кγ - коэффициент на передний угол γ Кγ = 1 Кφ - коэффициент на главный угол в плане Кφ = 0,94 Кλ- коэффициент на угол наклона режущей кромки Кλ = 1 [4. табл.23 стр.275] Крz = Км
7. Определяем мощность, потребную на резание Nрез. =
Проверяем, достаточна ли мощность станка N рез < N шп - условие обработки N шп = Nд · η = 10 · 0,75 = 7,5 квт Nд - мощность двигателя станка η - коэффициент полезного действия. 3,9<7,5 8. Определяем основное время:
L = l + y + ∆; ∆ = 2…5мм; y + ∆ = 5мм L = 70 + 5 = 75 мм
Эскиз обработки
Рис. 11
Задание: На токарно-винторезном станке 16К20 растачивают отверстие диаметром d до диаметра D, длина отверстия l, длина заготовки l1 необходимо: выбрать режущий инструмент; назначить элементы режима резания; определить основное время.
Таблица 12
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 1651; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.154.208 (0.036 с.) |
 , мм.
, мм.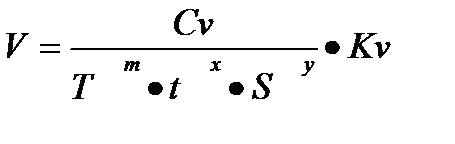
 , об/мин.
, об/мин. , м/мин.
, м/мин. , кВт
, кВт , мин.
, мин.



 , м/мин
, м/мин )
) 
 [4. т. 1стр. 261]; Кr = 1,1 [4. т. 2 стр. 262]; nv = 1.
[4. т. 1стр. 261]; Кr = 1,1 [4. т. 2 стр. 262]; nv = 1. )
)  = 1,18
= 1,18 м/мин
м/мин об/мин
об/мин м/мин
м/мин Cpz
Cpz  )
)  = (
= ( )
)  = 0,95
= 0,95
 , кВт
, кВт






