
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Работа № 8. Измерение резьбы по элементам
(дифференцированный метод)
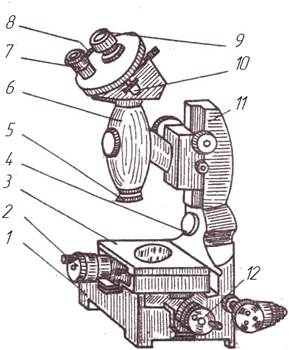
Инструментальные микроскопы (рис. 31) бывают двух типов: малые и большие. Они предназначены для измерения линейных и угловых размеров различных изделий (профильные шаблоны, резьбовые изделия, режущий инструмент). Приборы основаны на принципе проектирования (при помощи проходящих лучей) увеличенного изображения контура измеряемого изделия на экран с профильной или штриховой сеткой (общее увеличение 30x). На основании микроскопа 1 смонтированы стойка 11, которая может поворачиваться вокруг пальца 4, и предметный стол 3, величину перемещения которого в двух взаимно перпендикулярных направлениях определяют по шкалам микровинтов 2 и 12 и дополнительно по концевым мерам длины. Большой инструментальный микроскоп имеет круглый стол, который может поворачиваться на 360°. Угол поворота определяют по круговой шкале и нониусу с величиной отсчета в минутах.
Рис. 31. Общий вид инструментального микроскопа
У малого микроскопа (см. рис. 31) стол прямоугольный. Возможность поворота от номинального положения ±10°. По направляющим стойки может перемещаться тубус 6, к нижней части которого присоединяют объектив 5, а к верхней – сменную окулярную головку 9. Окулярная головка имеет 2 окуляра: окуляр 13 для визуальных наблюдений, имеющий сетку, и окуляр 7, имеющий угломерную шкалу для измерений углов. Угломерная шкала показывает углы поворота сетки окуляра 13. Поворот сетки осуществляют маховиком 8. Угломерная шкала 7 освещается с помощью зеркальца 10, которое может поворачиваться в двух направлениях. Порядок выполнения работы
1. Ознакомиться с работой микроскопа и занести в журнал его технические характеристики (табл. 14). 2. Вращением маховика 8 установить угломерную шкалу 7 на нуль, предварительно осветив ее зеркалом 10 (см. рис. 31). При совпадении нулевых штрихов градусной и минутной шкал горизонтальный штрих сетки должен быть параллелен направлению продольного перемещения стола микроскопа и линии гребешков резьбы. Параллельности добиваются, поворачивая стол с помощью винта 14. 3. Измерить наружный и внутренний диаметры резьбы (рис. 32): а) микровинтом 2 совместить горизонтальную штриховую линию перекрестия с вершинами измеряемой резьбы и снять первый отсчет по микровинту для наружного диаметра d;
Таблица 14
Технические характеристики микроскопа
б) совместить горизонтальную штриховую линию перекрестия с впадинами резьбы и снять первый отсчет по этому микровинту для внутреннего диаметра d1;
Рис. 32. Схема измерения наружного и внутреннего диаметров
в) перемещая резьбу микровинтом 2, добиться того, чтобы в окуляр 13 была видна противоположная сторона профиля резьбы; г) микровинтом 2 совместить горизонтальную штриховую линию перекрестия с впадинами резьбы и снять второй отсчет для внутреннего диаметра d1; д) совместить горизонтальную штриховую линию перекрестия с вершинами резьбы и снять второй отсчет для наружного диаметра d. Разность первых и вторых отсчетов по вершинам и впадинам даст значения наружного и внутреннего диаметров резьбы. 4. Измерить собственно средний диаметр резьбы и половину угла профиля (рис. 33):
Рис. 33. Схема измерения собственно среднего диаметра резьбы и половины угла профиля
а) при нулевом положении угломерной шкалы с помощью микровинтов 2 и 12 (см. рис. 31) точку перекрестия штриховых линий поставить примерно на середину левой стороны профиля резьбы. Вращением маховика 8 совместить вертикальную штриховую линию перекрестия с левой стороной профиля резьбы. По микровинту 2 снять первый отсчет для d2 – среднего диаметра резьбы. По угломерной шкале 7 прочесть значение половины угла профиля резьбы, измеренного по левой грани. Записать в журнал. Номинальное значение б) микровинтом 2 перемещать стол до тех пор, пока эта линия перекрестия не совместится с противоположной стороной профиля резьбы. Вращением маховика 8 уточнить (при необходимости) совмещение штриховой линии перекрестия с линией профиля резьбы. Снять второй отсчет для d2. По угломерной шкале 7 прочесть значение половины угла профиля. Записать в журнал. Разность отсчетов даст действительное значение собственно среднего диаметра, измеренного по левым профилям. Вернуть угломерную шкалу в нулевое положение;
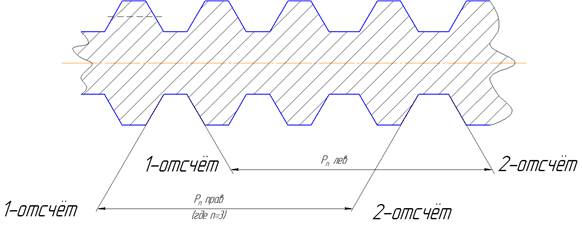
в) таким же путем определить действительное значение собственно среднего диаметра и половины угла профиля, измеренного по правым профилям. Если на угломерной шкале видны показания, близкие к 330°, размер α/2 определяют, вычитая показание шкалы из 360°; г) вычислить среднее арифметическое значение собственно среднего диаметра. 5. Измерить шаг резьбы (рис. 34):
Рис. 34. Схема измерения шага резьбы
а) совместить вертикальную штриховую линию перекрестия с левой стороной профиля одного из крайних (полных) витков резьбы так, чтобы перекрестие штриховых линий было расположено примерно на середине стороны профиля. Снять отсчет по продольному микровинту 12;
б) переместить стол в продольном направлении микровинтом 12 на несколько витков резьбы до совмещения линии перекрестия с одноименной стороной профиля резьбы. Снять отсчет по микровинту 12. Разность отсчетов даст в) для исключения ошибки измерения от непараллельности оси резьбы направлению продольного хода стола выполнить аналогичные замеры по правым сторонам профиля тех же витков и определить г) обработать результаты замеров в соответствии с графами журнала лабораторных работ. Накопленную погрешность шага 6. Вычислить приведенный средний диаметр резьбы. Дать заключение о годности.
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 135; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.71.237 (0.007 с.) |


 ;
;
 ;
; ;
; определять в мкм, а погрешность половины угла профиля
определять в мкм, а погрешность половины угла профиля  – в мин.;
– в мин.;


