
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рабочий состав участка и определение его численностиСодержание книги
Поиск на нашем сайте
По определенному количеству станков, количество рабочих станочников определяется исходя из заданного или принятого количества станков. Из формулы:
где
Подставляя это значение
Получим где
Номинальный годовой фонд времени рабочего Fном определяется так же как и для оборудования, исходя из календарного годового количества дней за вычетом праздничных дней и дней отдыха, при этом учитывается количество сокращенных предпраздничных дней в году. Таким образом, количество часов номинального фонда времени рабочего равно годовому количеству часов номинального фонда оборудования для одной смены, при 41 часовой рабочей неделе оно составит 2103 часа. Действительный расчетный годовой фонд времени рабочего
Величина коэффициента Rр для механических цехов при отпуске, составляющем из 15 календарных дней Rр = 0,9. Для базового варианта число рабочих станочников, выполняющих токарную работу на операции 1 при принятом количестве станков Спр = 2, суммарном нормировочном времени
Принимаем количество рабочих токарей Rпр = 3 чел. Количество операторов по обслуживанию сверлильного станка с ЧПУ на 2ой операции:
Принимаем Rпр = 5 чел. Число разметчиков на 3й и 7й операциях:
Принимаем Rпр = 1 чел. Расчет рабочих по остальным операциям производим аналогично, данные заносим в таблицу 11 и 12. Таблица 11 Базовый вариант
Таблица 12 Проектируемый вариант
Сопоставляя базовый и проектируемый варианты можно сделать вывод, что численность основных рабочих по проектируемому варианту сократилась на 18 человек. Для выполнения вспомогательных работ в состав рабочего персонала включаются вспомогательные рабочие. В серийном производстве общее количество вспомогательных рабочих на участке (в цехе) составляет 18-25% от числа производственных рабочих. Вспомогательные рабочие по базовому варианту составляют: Rвсп.б. = Rст.б. · 0,2 = 27 · 0,2 = 5,4 чел. Принимаем Rвсп.б. = 6 чел. По проектируемому варианту численность вспомогательных рабочих составляет: Rвсп.б. = Rст.пр. · 0,2 = 9 · 0,2 = 1,8 чел. Принимаем Rпр.б. = 2 чел. Общее число по вариантам Rб. = 33 чел.; Rпр. = 11 чел. 4.3 - Расчет капитальных вложений по вариантам технологического процесса
Капитальные вложения в смежные предприятия не требуются. Поэтому рассчитываются только вложения в предприятие, изготавливающее детали. Расчет капитальных вложений можно произвести по формуле: Кпр = Коi + Куi + Кздi + Коснi + Кинвi + Кмi + Кдi + Кбi где Коi – капитальные вложения в оборудование потребное по техпроцессу; Куi – то же в сооружения и устройства; Кздi – то же в здания; Коснi – то же в оснастку; Кинвi – то же в инвентарь; Кмi – то же в запасы материалов; Кдi – то же в запасы деталей; Кбi – то же для авансирования разовых затрат на подготовку производства выполнение научных исследований. Капитальные вложения по Куi; Кинвi; Кмi; Кдi; Кбi - остаются неизменными для обоих вариантов техпроцесса, поэтому расчет капитальных вложений производим по Коi; Кздi; Коснi. 1. Расчет капитальных вложений в производственное помещение. Расчет капитальных вложений в производственное помещение можно произвести по формуле:
где
Расчеты сводим в таблице 13 и 14. Таблица 13 Базовый вариант
Таблица 14 Проектируемый вариант
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 287; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.171.121 (0.006 с.) |

 ,
, - суммарное нормировочное штучно-калькуляционное время, необходимое для обработки на станках данного типа годового количества деталей.
- суммарное нормировочное штучно-калькуляционное время, необходимое для обработки на станках данного типа годового количества деталей. - действительный годовой фонд времени работы одного станка.
- действительный годовой фонд времени работы одного станка. - количество станков принятых для выполнения данной операции.
- количество станков принятых для выполнения данной операции. =
=  ·
·  ·
·  .
. .
. ,
, - действительное количество часов работы одного рабочего в год.
- действительное количество часов работы одного рабочего в год. - количество станков, на которых может работать один рабочий одновременно.
- количество станков, на которых может работать один рабочий одновременно. = 0,64, коэффициенте многостаночности Sp = 1 будет равно:
= 0,64, коэффициенте многостаночности Sp = 1 будет равно: чел.
чел. чел.
чел. .
.
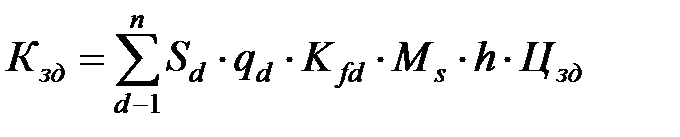 ,
, - производственная площадь (площадь в плане) занимаемая оборудованием d-го типоразмера (м2);
- производственная площадь (площадь в плане) занимаемая оборудованием d-го типоразмера (м2); - количество станков данного типоразмера;
- количество станков данного типоразмера; - коэффициент, учитывающий дополнительную площадь на проходы, приходящуюся на оборудование d-го типоразмера. Берется в зависимости от площади станка;
- коэффициент, учитывающий дополнительную площадь на проходы, приходящуюся на оборудование d-го типоразмера. Берется в зависимости от площади станка; - коэффициент занятости;
- коэффициент занятости; - высота помещения цеха h = 9,2 м;
- высота помещения цеха h = 9,2 м; - средняя стоимость 1 м3 производственного здания, в котором производится изготовление данного изделия.
- средняя стоимость 1 м3 производственного здания, в котором производится изготовление данного изделия.


