Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор и описание технологического оборудования.
При выборе типа станка и степени его автоматизации необходимо учитывать следующие факторы: 1) габаритные размеры форму детали; 2) форму обрабатываемых поверхностей, их расположение; 3) технические требования к точности размеров, формы и шероховатости обработанных поверхностей; 4) размер производственной программы, характеризующий тип производства данной детали. В единичном и мелкосерийном производстве используются универсальные станки, в серийном наряду с универсальными станками широко применяются полуавтоматы и автоматы, в крупносерийном и массовом производстве ─ специальные станки, автоматы, агрегатные станки и автоматические линии. Для обработки данной детали применяются: 1) Токарно-винторезный станок 16К20 2) Вертикально-протяжной станок 7Б64 3) Вертикально-сверлильный станок 2Н150 4) Кругло-шлифовальный станок 3М151 Технические характеристики станков приведены в таблицах. Таблица 4 ─ Токарно-винторезный станок 16К20
Таблица 5 ─ Вертикально-протяжной станок 7Б64
Таблица 6 ─ Вертикально-сверлильный станок 2Н112
Таблица 7 ─ Кругло-шлифовальный станок 3М151
Выбор и описание режущего инструмента. При выборе режущего инструмента необходимо исходить из способа обработки и типа станка, формы и расположения обрабатываемых поверхностей, материала заготовки и его механических свойств. Инструмент должен обеспечить получение заданной точности формы и размеров, требуемую шероховатость обработанных поверхностей, высокую производительность и стойкость, должен быть достаточно прочным, виброустойчивым, экономичным. Для обработки фасок применяем проходной отогнутый резец 2102-0027 ВК6 по ГОСТ18877-73 (рисунок 4). h=20; b=16; L=14; ϕ=450; ϕ1=450.
Рисунок 4– Резец проходной отогнутый 2102-0027 Для обработки торцевых поверхностей используем подрезной отогнутый резец 2112-0013 по ГОСТ18880-73 (рисунок 5). h=20; b=16; L=120; ϕ=1000; ϕ1=100.
Рисунок 5 – Резец подрезной отогнутый 2112-0013 Для точения паза применяем отрезной резец 2130-0505 по ГОСТ18874-73 (рисунок 6). H=10; B=10; L=60; a=2; ϕ=900.
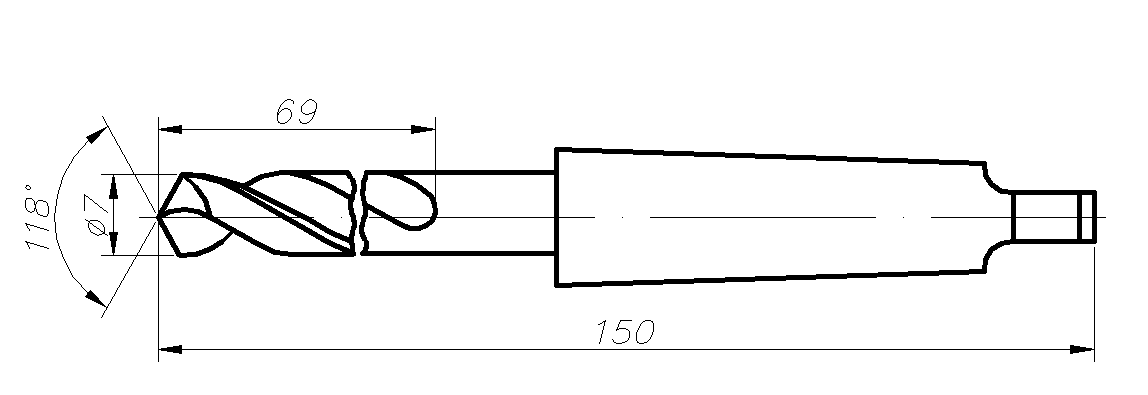
Рисунок 6 – Резец отрезной 2130-0505 Для сверления центрального отверстия используем спиральное сверло с коническим хвостовиком 2301-0007 по ГОСТ10903-77 (рисунок 7). d=7; l=69; L=150; конус морзе 1.
Рисунок 7 – Сверло спиральное с коническим хвостовиком 2301-0007 Для сверления отверстий Ø8 ипользуем спиральное сверло с коническим хвостовиком 2301-0015 по ГОСТ10903-77(рисунок 8). d=8; l=75; L=156; конус морзе 1.
Рисунок 8 – Сверло спиральное с коническим хвостовиком 2301-0015 Для фрезерования плоских поверхностей используем дисковую трехстороннюю фрезу 2240-0839 по ГОСТ28527-90 (рисунок 9).
D=200; d=40; c=0.3; d1=55; L=32.
Рисунок 9 – Фреза дисковая трехсторонняя общего назначения 2240-0839 Для шлифования цилиндрических поверхностей применяем шлифовальный круг 1 600Х80Х305 25А 10 С2 7 К1А 50м/с 1кл по ГОСТ2424-83.(рисунок 10) H=80; D=600; d=305.
Рисунок 10 – Круг шлифовальный ПП600х80х305 по ГОСТ2424-83
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 385; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.116.20 (0.007 с.) |