
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Машин переменного тока на напряжение до 660 вСодержание книги
Поиск на нашем сайте
* В качестве витковой изоляции в обмотках с изоляцией класса нагревостойкости В применяют прокладки из гибкого миканита ФГФЧО, в обмотках с изоляцией класса нагревостойкости F — из гибкого стекломиканита Г2ФЭ1, в обмотках с изоляцией класса нагревостойкости H — из гибкого стекломиканита Г2ФК11. Толщина прокладок 0,2—0,25 мм.
имеющий достаточные механическую и электрическую прочности, что позволяет выполнить пазовый короб из одного слоя лакослюдопласта. При этом толщина изоляции по сравнению с многослойной уменьшается при той же электрической и механической прочности, а теплопроводность возрастает. Полукатушки при изготовлении обмоток наматывают попарно из прямоугольных проводов марок ПЭВП (классы нагревостойкости A и Е), ПЭТВП (класс нагревостойкости В) и ПЭТП-155 (класс нагревостойкости F). В пазовой части дополнительную витковую изоляцию не устанавливают, так как двойной слой проводниковой изоляции обмоточных проводов этих марок обеспечивает достаточную надежность изоляции между витками обмотки. В лобовых частях устанавливают прокладки между первыми тремя витками каждой полукатушки, так как эти витки испытывают большое относительное удлинение от растягивающих усилий при их намотке, которое может привести к снижению прочности проводниковой изоляции или к ее повреждению. После намотки витки полукатушек для предохранения от рассыпания проклеивают лаком (обволакивают) и скрепляют по длине пазовой части телефонной (при классе нагревостойкости В) или фенилоновой (при классе нагревостойкости F) бумагой и опрессовывают [2]. Стержневые обмотки статоров. Отдельным элементом стержневой обмотки является не катушка, а стержень. Стержни укладывают в пазы поочередно и только после укладки соединяют между собой в лобовых частях, образуя витки обмотки. Стержневая обмотка выполняется петлевой или волновой. В зависимости от этого меняется направление отгиба лобовых частей стержня. С точки зрения электромагнитного расчета, стержневая обмотка идентична катушечной с одним витком в каждой катушке, но имеет ряд особенностей, обусловленных тем, что в двухслойной стержневой обмотке число эффективных проводников в пазу всегда равно двум (
чем сечение эффективного проводника в обмотке с многовитковыми катушками. В то же время число витков в фазе такой обмотки Стержневую обмотку применяют, в основном, в статорах мощных синхронных турбо- и гидрогенераторов, однако необходимость ее выполнения может возникнуть и при проектировании синхронных или асинхронных машин мощностью в несколько тысяч киловатт, т. е. в машинах с большими номинальными токами и большим магнитным потоком. В обмотках статоров машин переменного тока протекает ток промышленной частоты, поэтому для уменьшения потерь на вихревые токи стержни выполняют не из массивных медных шин, а из многих изолированных между собой параллельных проводников, которые называют элементарными (рис. 3.9). Площадь поперечного сечения каждого элементарного проводника не должна превышать 17...20 мм2. Суммарное сечение всех элементарных проводников, составляющих один стержень, равно сечению эффективного проводника.
Таблица 3.8. Непрерывная термореактивная изоляция классов нагревостойкости B и F обмоток статоров машин переменного тока на напряжение до 660 В
или битумных (класс нагревостойкости E) компаундах. Она имеет все отличительные свойства непрерывной компаундированной изоляции катушечной обмотки машин высокого напряжения, рассмотренные выше. Особенностью конструкции изоляции высокого напряжения стержневых обмоток статоров машин переменного тока является отсутствие специальной витковой изоляции, так как при двух эффективных проводниках в пазу между ними находятся два слоя корпусной изоляции стержней. Это в значительной степени увеличивает надежность стержневых обмоток по сравнению с катушечными. Элементарные проводники стержней изготовляют из обмоточного провода марки ПСД и ПСДК. Для того чтобы иметь возможность произвести транспозицию элементарных проводников, их размещают в стержне в два столбика, между которыми располагают вертикальную прокладку из прочного в механическом отношении изоляционного материала (см. рис. 3.9) [2].
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-27; просмотров: 169; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.45.238 (0.008 с.) |

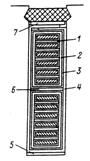

 Рис. 3.8. Последовательность укладки подразделенных катушек
в полуоткрытые пазы статора (показана стрелками и цифрами)
Рис. 3.8. Последовательность укладки подразделенных катушек
в полуоткрытые пазы статора (показана стрелками и цифрами)
 = 2). При этом течение стержня может быть значительно большим,
= 2). При этом течение стержня может быть значительно большим, (
( — число фаз,
— число фаз,  — число пазов, а — число параллельных ветвей) и в трехфазных машинах не может быть более
— число пазов, а — число параллельных ветвей) и в трехфазных машинах не может быть более 



