
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методические указания по расчёту длительности производственного цикла и производительности при различных видах организации производства во времени
Определение длительности технологического и производственного циклов обработки партии деталей при последовательном, параллельно-последовательном и параллельном видах движения производится по соответствующим формулам. Длительность операционного цикла партии деталей, мин, на i -й операции определяется по формуле
где р – количество деталей в партии, шт.; Длительность производственного цикла, мин, при последовательном виде движения предметов труда находят по формуле:
где n – число обрабатываемых изделий; m – число операций в технологическом процессе; Длительность производственного цикла, мин, при параллельно-последовательном виде движения предметов труда вычисляют по формуле
где р – размер транспортной партии, шт.; Длительность производственного цикла, мин, при параллельном виде движений предметов труда определяют по формуле
где Длительность технологического цикла при поточном синхронизированном движении находят по формуле (4), где В предварительных расчетах принимается n = N (см. таблицу 3), Производительность поточной линии, деталей в сутки, каждого вида: Производительность линии по видам движения (деталей в сутки) рассчитывается по формуле:
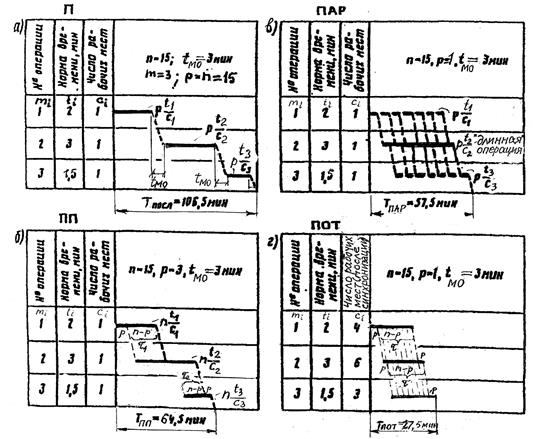
В расчетах рекомендуется обращать внимание на соответствие измерителей величин в формулах измерителям в получаемых результатах. По результатам расчетов на миллиметровой бумаге формата А4 строят графики видов движения (рисунок 1) и диаграммы производительности поточной линии.
РИСУНОК 1 – Графики видов движения партий деталей по операциям (пример для т = 3; п = 15) при: а – последовательном движении; б – последовательно-параллельном;
в – параллельном; г – поточном движени Обратите внимание, что на рисунке 1, б, в, г смежные операции "перекрываются" во времени, так как они некоторое время выполняются одновременно (параллельно). В результате "уплотнения" процесса общая его продолжительность
где
где
Как видно из рисунка 1, наименьшая длительность производственного цикла и наибольшая производительность достигаются при поточном виде движения, т.е. при внедрении поточной линии.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-16; просмотров: 467; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.37.169 (0.004 с.) |
 , (8)
, (8) – норма штучного времени на i -й операции, мин.;
– норма штучного времени на i -й операции, мин.;  – принятое число рабочих мест на i -й операции, шт.
– принятое число рабочих мест на i -й операции, шт. , (9)
, (9) – среднее межоперационное время;
– среднее межоперационное время;  – длительность естественных процессов.
– длительность естественных процессов. , (10)
, (10) – наименьшая норма времени между каждой i -й парой смежных операций с учетом количества единиц оборудования, мин.
– наименьшая норма времени между каждой i -й парой смежных операций с учетом количества единиц оборудования, мин. , (11)
, (11) – норма времени i -й операции (максимальной по продолжительности), мин, с учетом количества рабочих мест (однотипного оборудования).
– норма времени i -й операции (максимальной по продолжительности), мин, с учетом количества рабочих мест (однотипного оборудования). = const
= const  .
. = 1, T e = 0 (в рассматриваемых операциях не требуется времени на высыхание краски, остывание поковок или другие естественные процессы).
= 1, T e = 0 (в рассматриваемых операциях не требуется времени на высыхание краски, остывание поковок или другие естественные процессы). (12)
(12)
 меньше, чем при последовательном виде движения деталей на сумму тех отрезков времени t, в течение которых смежные операции выполняются параллельно. Например, на рис. 4, б:
меньше, чем при последовательном виде движения деталей на сумму тех отрезков времени t, в течение которых смежные операции выполняются параллельно. Например, на рис. 4, б: =
=  , (13)
, (13) –время совмещения двух смежных операций:
–время совмещения двух смежных операций: , (14)
, (14) – минимальное значение отношения нормы времени к числу рабочих мест на операции (из рассматриваемых двух смежных операций), мин; р – транспортная партия.
– минимальное значение отношения нормы времени к числу рабочих мест на операции (из рассматриваемых двух смежных операций), мин; р – транспортная партия.


