Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор электродов и режимов сваркиСодержание книги
Поиск на нашем сайте
Цель работы: научиться правильно, выбирать режим сварки
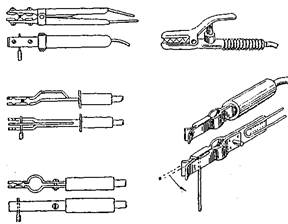
Содержание работы 1. Охарактеризовать процесс сварки, виды сварки. 2. Охарактеризовать: сварной шов, их расположение в пространстве, 3. Зависимость выбора режима сварки: от свариваемого металла, 4. Выбор электродов и режимов сварки при наложении сварного шва в Теоретические сведения Сущность и классификация процессов сварки Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании, или совместным действием того и другого. Определение сварки относиться к металлам и неметаллическим материалам (пластмассы, стекло, резина и т.д.). Свойство материала определяются его внутренним строением – структурой атомов. Все металлы в твердом состоянии являются телами с кристаллической структурой. Аморфные тела (стекло, смолы и др.) имеют хаотическое расположение атомов. Для соединения свариваемых частей в одно целое нужно их элементарные частицы (ионы, атомы) сблизить настолько, чтобы между ними начали действовать межатомные связи, что и достигается местным или общим нагревом или пластическим деформированием. В зависимости от условий, при которых осуществляется сваривание частиц металла, различают с в а р к у п л а в л е н и е м и с в а р к у д а в л е н и е м. Сущность сварки плавлением состоит в том, что металл по кромкам свариваемых деталей 1 и 2 подвергается плавлению от нагрева сильным концентрированным источником тепла: электрической дугой, газовым пламенем, химической реакцией, расплавленным шлаком, энергией электронного луча, плазмой, энергией лазерного луча. Во всех этих случаях образующийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки. Создается общий объем жидкого металла, который называется сварочной ванной. После застывания металла сварочной ванны получается металл шва 4. Металл шва может образоваться только за счет переправления металла по кромки 3 или дополнительного присадочного металла, введенного в сварочную ванну. Сущность сварки давлением состоит в пластическом деформировании металла в месте соединения под действием силы Р. Находящиеся на соединяемых поверхностях различные загрязнения вытесняются наружу, а поверхности свариваемых частей будут чистыми, ровными и сближенными по всему сечению на расстоянии атомного сцепления. Зона, в которой установилась межатомная связь, называется зоной соединения. Ширина зоны соединения измеряется десятками микрон. Пластическую деформацию кромок деталей осуществить легче, если нагревать место соединения. Источником тепла (при сварке с местным нагревом) служит электрический ток, газовое пламя, химическая реакция, механическое трение; при сварке с общим нагревом – кузнечный горн. Процесс сварки делят на три класса (ГОСТ 19521 – 74): термический, термомеханический и механический. Термический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией. Сварка по характеру применяемой энергии подразделяется на следующие основный виды: давлением с общим нагревом: кузнечная, прокаткой; давлением с местным нагревом: контактная, индукционная, термитно – прессовая, газопрессовая, диффузионная; давлением без нагрева металла внешним источником тепла: ультразвуковая, холодная, трением, взрывом, магнитно – импульсная; плаванием: дуговая, газовая, термитная, электрошлаковая, электроннолучевая, лазерным лучом, плазменная. Инструмент сварщика При производстве электросварки пользуются основным и вспо- Основным рабочим инструментом сварщика является элсктрододержатель со сварочным проводом. Э л е к т р о д о д е р ж а т е л ь служит для закрепления электрода и подвода к нему сварочного тока. По способу закрепления электродов электрододержатели разделяют на пружинные, зажимные и винтовые. Наибольшее распро- С в а р о ч ны й провод, подводящий ток к элсктрододер- На строительных площадках длина сварочных проводов может достигать 50—150 м. Большая длина сварочных проводов может вызвать значительное падение напряжения, что отрицательно повлияет на режим сварки. Допустимое падение напряжения 10-12 В
Рисунок 1 - Элсктрододсржатсли пружинного типа
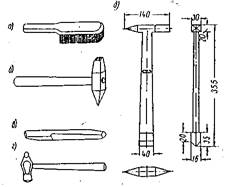
Рисунок 2 - Вспомогательный инструмент электросварщика а — проволочная щетка; б —молоток для сбивания шлака; в — зубило; г — молоток слесарный; д — комбинированное зубило К вспомогательному, инструменту сварщика относятся: металлическая щетка, молоток для зачистки шлака, зубило, молоток слесарный, комбинированное зубило (рис. 2), клеймо, набор шаблонов для проверки размеров швов При использовании в качестве сварочных проводов медных, алюминиевых или стальных шин расчет их сечения производят исходя из следующей нормы допустимой плотности тока (в А!смг):
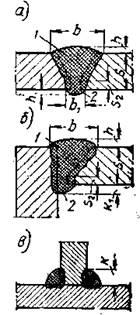
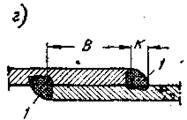
Рисунок 3 - Щиток и маска-шлем для защиты лица и глаз сварщика Защитными приспособлениями являются щитки и и маски-шлемы Щитки и маски выполняются из жаростойкого материала, не проводящего электрический ток (фибры, кожи, фанеры). Вес щит- ка пли маски не должен превышать 0,6 кг с тем, чтобы пользование ими не утомляло сварщика. В щитке (маске) предусматривается окаймленное рамкой прямоугольное отверстие размером в свету 55 х 105 мм, которое служит для наблюдения за зажиганием и горением электрической дуги. В рамку отверстия вставляют защитное стекло (светофильтр), защищающее глаза сварщика от вредного действия световых, невидимых ультрафиолетовых н инфракрасных лучей дуги. От брызг расплавленного металла защитное стекло предохраняют простым прозрачным стеклом, которое периодически меняют. При пользовании щитком сварщик держит его левой рукой; маска надевается сварщиком поверх головного убора, закрепляется фиксирующим приспособлением и может удерживаться при любом положении головы. Сварные соединения Сварным соединением называется соединение деталей при помощи сварного шва. По ГОСТ 5264—58 при ручной дуговой сварке различают следующие виды сварных соединений: стыковые, угловые, тавровые и внахлестку. В стыковых соединениях части свариваемых изделий соединяются торцами (или кромками), причем поверхность одной части является продолжением поверхности другой части. На рис. 40, а показан разрез одного из стыковых соединений. Стыковые соединения являются наиболее распространенными, так как отличаются высокой прочностью при всех видах нагрузок и экономичностью; толщина свариваемых элементов в соединениях такого вида почти неограниченна; качество стыковых соединений можно контролировать наиболее надежными методами. В угловых соединениях части изделия расположены под углом. На рис. 4, б показам разрез одного из угловых соединений. В угловых соединениях угол между свариваемыми деталями, как правило, равен 90°; однако может быть и другим, что обусловливается особенностями сварной конструкции. В тавровых соединениях или соединениях впритык торец одной части изделия соединяется с поверхностью другой части. На рис. 40, в показан разрез таврового соединения. В тавровых соединениях угол между свариваемыми деталями обычно равен прямому, но может и отличаться от него. Угловые и тавровые соединения широко распространены во всех конструкциях, так как отличаются простотой исполнения, высокой прочностью и экономичностью. Соединениями внахлестку называются такие, в которых поверхности свариваемых листов частично перекрывают друг друга. Ширина перекрываемой части В должна быть не меньше удвоенной суммы толщин свариваемых листов. Сварка осуществляется между кромкой одного листа и поверхностью другого. На рис. 40, г показан разрез одного из соединений внахлестку.
Соединения внахлестку широко применяют при сварке листовых конструкций, изготовляемых из стали небольшой толщины (не более 6—8 мм), решетчатых и некоторых других специальных конструкций. Эти' соединения отличаются простотой обработки под оборку и сварку, но они менее экономичны, чем стыковые: увеличивают расход металла на изделие. Контроль качества соединений внахлестку затруднен. Соединения внахлестку не рекомендуется применять в конструкциях, подвергающихся воздействию переменных нагрузок, так как предел выносливости таких соединений ниже, чем стыковых.
Рисунок 4 – Разрезы некоторых типов сварных соединений: 1- сварной шов, 2 – подварочный шов; h – усиление шва; k – катет шва; b – ширина шва; b1 - ширина подварочного шва; s – толщина; s2 - притупление
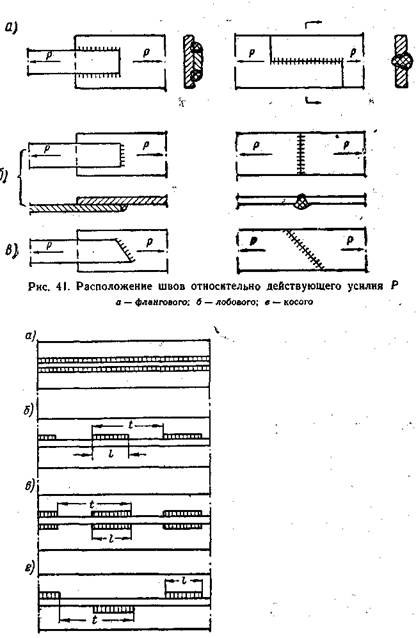
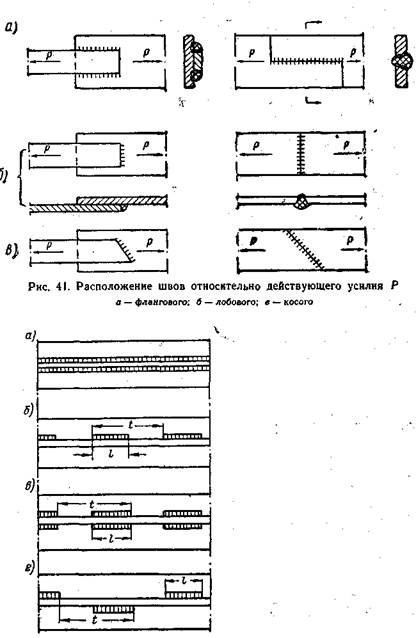
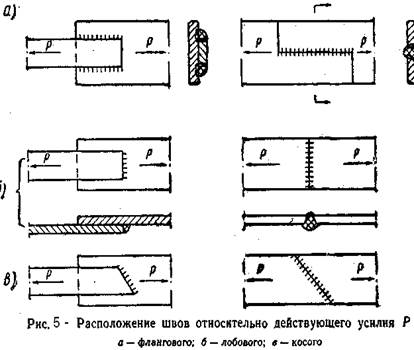
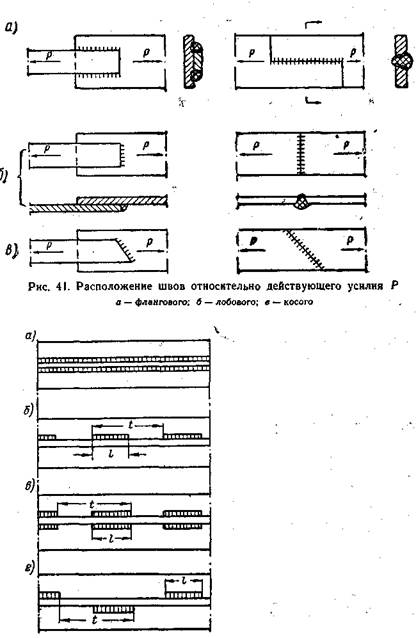
Разновидностью соединения внахлестку является соединение с накладками, показанное на рис. 4, д Его применяют с одной или двумя накладками. Накладки служат для соединения частей изделия или для усиления стыков между частями изделия. В большинстве случаев накладки в стыковых соединениях не приносят пользы, так как хорошо выполненные стыковые соединения обладают достаточно высокой прочностью и без накладок. Накладки являются источниками концентрации напряжений, вследствие чего ухудшают работу соединения при низких температурах. На накладки расходуется дополнительный металл, что делает это соединение неэкономичным. Однако в некоторых случаях, например при стыковании балок, колонн и стоек, соединение с накладками допускается и работает удовлетворительно, если конструкции не подвергаются воздействию динамических или переменных нагрузок и низких температур. Сварные швы Сварным швом называют затвердевший после расплавления металл, соединяющий сварные детали. Наименования отдельных элементов сварного шва приведены на рис. 4. Часть стыкового шва, расположенная в вершине угла и между кромками (притуплениями), называется корнем шва. Сварные швы разделяются на различные типы по следующим признакам: по положению относительно действующего усилия, протяженности, положению в пространстве, внешней форме, числу слоев, виду сварного соединения, форме подготовленных кромок, т. е. торцовых поверхностей свариваемых частей изделия, и, по характеру выполнения. По положению относительно действующего усилия швы разделяются на фланговые, лобовые и косые (рис. 5). Фланговый шов расположен параллельно действующему усилию, лобовой — перпендикулярно и косой — под углом. По протяженности сварные швы могут быть непрерывными (сплошными) и прерывистыми (рис. 6,а и б). Как правило, все швы выполняются непрерывными. Прерывистые швы применяют очень редко и только в качестве соединительных неответственных — в случае приварки настила, ребер жесткости и пр. Прерывистые швы могут быть расположены в виде цепочки (рис. 6,в) или в шахматном порядке. Длина участка прерывистого шва l=50=100 мм. Расстояние t называют шагом прерывистого шва и обычно делают равным 21. По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные. Слегка наклонные швы (при угле наклона не более 60°) называются нижними швами; швы на плоскости, наклоненной на 60—120°, относят к вертикальным швам, а швы на плоскости, наклоненной на 120—180*, — к потолочным швам. Горизонтальными называют стыковые швы, расположенные на вертикальной или наклонной плоскости горизонтально. По внешней форме сварные швы разделяют на выпуклые, нормальные и вогнутые. Выпуклыми, или усиленными, называют швы, у которых действительная толщина больше расчетной. Обычно при ручной
По положению в пространстве швы разделяют на нижние, вертикальные, горизонтальные и потолочные. Слегка наклонные швы (при угле наклона не более 60°) называются нижними швами; швы на плоскости, наклоненной на 60—120°, относят к вертикальным швам, а швы на плоскости, наклоненной на 120—180*, — к потолочным швам. Горизонтальными называют стыковые швы, расположенные на вертикальной или наклонной плоскости горизонтально. По внешней форме сварные швы разделяют на выпуклые, нормальные и вогнутые. Выпуклыми, или усиленными, называют швы, у которых действительная толщина больше расчетной. Обычно при ручной
Рисунок 6 – Швы различной протяженности: а – двухсторонние непрерывные сплошные; б – односторонние прерывистые; в – двухсторонние цепные; г – двухсторонние шахматные
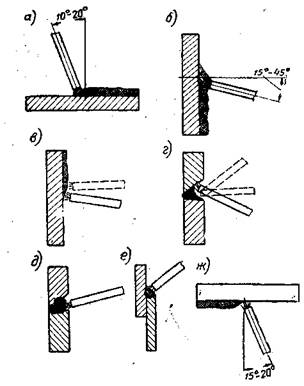
Положения сварки В соответствии с положением в пространстве сварных швов различают сварку в нижнем, вертикальном, горизонтальном и потолочном положениях. Наиболее удобна и производительна сварка в нижнем положении, так как при этом расплавляемый металл под действием собственного веса переходит в шов, не вытекая из ванны, а шлак и газы легко всплывают на поверхность. Необходимо вести сварку главным образом в нижнем положении (рис. 7, а). Более затруднительна сварка в вертикальном положении и, так как расплавляемый металл под действием силы тяжести стремится стекать вниз. В этом положении сварку выполняют электродами диаметром не более 4 мм при короткой дуге, что уменьшает объем сварочной ванны и способствует застыванию расплавленного металла до стекания вниз
Рисунок 7 – Сварка в различных положениях
Сварку в вертикальном положении обычно производят снизу вверх (рис. 7, б). В начале сварки дугу возбуждают в нижней точке шва и, как только образуется небольшая ванна расплавленных основного и присадочного 'металлов, сейчас же дугу переносят несколько выше, прогревая основной металл и часть наплавленного. Одновременно производят поперечные движения электрода. Как только дуга будет отведена от ванны, металл застывает, образуя небольшую выпуклость, на которую в дальнейшем откладывается следующая порция металла. Этот способ сварки наиболее распространен и обеспечивает хорошие результаты. Иногда применяют сварку в вертикальном положении сверху вниз (рис. 7,в). Дугу возбуждают в верхней точке шва. Как только образовалась ванна, электрод немного наклоняют вниз и постепенно перемещают, иногда придавая ему также небольшие колебательные движения. Валик наплавляется значительно меньшего сечения, чем при сварке снизу вверх. Этот способ сварки применяют для первого слоя шва с разделкой кромок и для тонкого металла. Сварка и горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка и вертикальном положении. Особенно неудобно сваривать однопроходные швы с разделкой кромок (рис. 7, г). В этом случае дугу возбуждают на нижней кромке, затем постепенно переводят на верхнюю кромку, заполняя наплавленным металлом всю разделку за один проход. Сварку выполняют электродами диаметром не более 4 мм. Более удобно сваривать эти же швы за несколько проходов отдельными валиками (рис. 7, д). В этом случае для наплавки внутренних валиков можно пользоваться электродами диаметром 5 мм. Горизонтальные швы внахлестку (рис. 7, е) выполнять Наиболее трудной является сварка в потолочном положении. Ее выполняют электродами диаметром не более 4 мм при уменьшенной величине тока, что необходимо для уменьшения объема сварочной ванны и предупреждения стекания жидкого металла вниз под действием силы тяжести. Сварку ведут на максимально короткой дуге для облегчения перехода капель металла с электрода в шов (рис. 7, ж). Режим сварки При определении режима сварки учитывают марку электрода, род тока, полярность при сварке постоянным током и положение сварки в пространстве. Режим ручной дуговой сварки определяется главным образом величиной сварочного тока и диаметром электрода. При выполнении многослойных швов режим устанавливается отдельно для сварки каждого слоя. Величину сварочного тока для электродов данной марки и диаметра обычно указывают на заводской этикетке, наклееной на пачке электродов. В случае отсутствия этикетки величина тока I может быть подобрана по формуле I = К*dэ где К — коэффициент, равный 35—60; для тонких и газообразующих обмазок К. имеет меньшее значение, чем для толстых и шлакообразующих обмазок; dэ — диаметр электрода в мм. Для подбора величины тока можно также пользоваться формулой К.К. Хренова:
Определенную таким образом величину сварочного тока проверяют практически путем наплавки валиков в том же положении, в каком предстоит сварка изделия. Обычно при сварке в вертикальном и потолочном положениях сварочный ток уменьшают на 10—20%- против принятого для сварки в нижнем положении. Сварочный ток корректируют также в зависимости от толщины свариваемого металла и от того, какой слой шва выполняется. При сварке тонкого металла или первого слоя шва с разделкой кромок во избежание прожогов ток уменьшают; при сварке толстого металла и последующих слоев шва ток увеличивают. С целью увеличения производительности стремятся вести сварку повышенным током. Однако увеличение тока ограничивается нагревом электрода за счет тепла, выделяемого в стержне электрода по закону Джоуля—Ленца. При чрезмерно большом токе электрод нагревается до красного каления, начинает течь, т. е. быстро плавиться, что приводит к дефектам сварки: Диаметр электрода выбирают в зависимости от толщины свариваемого металла, количества слоев шва и положения в пространстве (табл. 1).
Таблица 1 - Примерные значения диаметра электрода в зависимости от толщины стали
Контрольные вопросы 1. Чем опасна для человека электрическая дуга? 2. Какие защитные средства применяют электросварщики от вредного 3. Как защитить окружающих людей от вредного воздействия электродуги? 4. Какие действия оказывает на человека электрический ток? 5. Какие средства применяются от поражения электрическим током при
5.3 Процессы формирования разъемных и неразъемных соединений Практическая работа 5
|
||||||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 375; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.221.252 (0.01 с.) |