Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вальцевание.Основные процессы.Процессы с применением валкового оборудования.Содержание книги
Поиск на нашем сайте
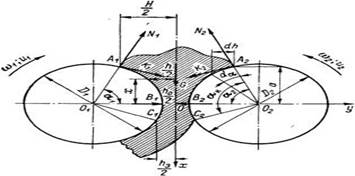
На вальцах можно осуществлять процессы смешения, пластикации, разогрева, диспергирования, дробления и др. Обработка полимерных материалов на валковых машинах, и, в частности, на вальцах в основном происходит в области деформации между вращающимися валками. Областью деформации валковых машин называется пространство, в котором происходит деформация обрабатываемого материала от действия вращающихся валков. Это пространство ограничено областью, в которой находится вращающийся запас обрабатываемого материала, и дугами А^г и Л2С2 поверхности валков (рис. 5.1). В области деформации на материал действуют растягивающие, сжимающие, сдвигающие силы, он подвергается воздействию повышенных температур, статического электричества, возникающего от трения резиновой смеси о поверхность валков и т. д. Полимерная смесь затягивается в пространство между валками только при некоторых значениях углов захвата.
Углами захвата валковых машин называются центральные углы Z. ЛхОхВт, = ах и /_ Л202В2 = а2 (рис. 5.1), образованные линией центров и радиусами-векторами, проведенными из центров вращения валков к крайним точкам соприкосновения обрабатываемого материала с поверхностью валка. Дугами захвата Л1В1 и Л2В2 вальцев называются части окружностей диаметром Dxи?>2, стягивающие соответствующие углы захвата ах и а2. Зазором между валками называется наименьшее расстояние ВХВ2 = h0между поверхностями двух соседних валков. Зазор между валками находится в плоскости, проходящей через оси вращения двух соседних (рабочих) валков. Обработка резиновой смеси на вальцах и каландрах производится между вращающимися цилиндрическими валками. Они различаются тем, что на вальцах смесь многократно пропускается через зазор между валками, а на каландре — только один раз. При прохождении материала через область деформации он подвергается сложной объемной деформации по трем направлениям — толщине (высоте), ширине и длине (у, х, г). Загружаемая на вращающиеся валки полимерная смесь затягивается в межвалковое пространство за счет сил адгезии (прилипания) и трения материала о поверхность валков. Пограничный слой полимерной смеси, прилипая к поверхности валков, движется (вращается) вместе с ними и затягивает смесь в постепенно сужающуюся область деформации. Частицы смеси, соприкасающиеся с прилипшим к поверхности валков пограничным слоем, за счет когезионных сил и сил внутреннего трения также увлекаются в область деформации. На рис. 5.2 представлена схема течения (линий тока) полимерного материала в области деформации. В результате деформации полимерной смеси в межвалковом пространстве, действия сил внешнего и внутреннего трения молекул, а также когезионных сил повышается температура смеси. В некоторых случаях счет высокоэластичных свойств полимерных смесей и турбулентных явлений на границе контакта с поверхностью валков в различных зонах области деформации наблюдается проскальзывание смеси. При этом происходит местный отрыв смеси от поверхности валка в области деформации и вибрация всей конструкции вальцев. Эти динамические удары достигают большой силы, и их необходимо учитывать при конструировании вальцев. По условиям протекания рабочего процесса вальцевания (распределению скоростей движения материала, давления, напряжения сдвига) область деформации можно разбить на две зоны: зону отставания и зону опережения. Между этими двумя зонами имеется нейтральное сечение. Иногда это нейтральное сечение называют нейтральной зоной. На рис. 5.3 представлена схема изменения скоростей движения, давления и напряжений сдвига в области деформации. Зоной отставания называют входную часть A1N1N2A2области деформации с вращающимся запасом. В зоне отставания имеются слои резиновой смеси, скорость движения частиц в которых постепенно уменьшается по мере удаления от поверхности соответствующего валка к центральной оси области деформации (ось Ох). На некотором расстоянии (по оси Ох) от входа резиновой смеси в область деформации эти слои сталкиваются, и здесь часть смеси, не проходящая в зазор между валками, выталкивается обратно из межвалкового «клина» и образует так называемый вращающийся запас смеси (см. рис. 5.2). При образовании вращающегося запаса в области деформации создается так называемое турбулентное ядро, в котором скорость движения частиц может иметь обратное направление по отношению к основному направлению движения смеси.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 304; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.255.103 (0.007 с.) |