Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Свободная ковка – один из способов обработки давлениемСодержание книги
Поиск на нашем сайте
Сущность обработки давлением Обработка давлением является одним из основных способов обработки металлов. Сущность обработки давлением состоит в пластическом деформировании под действием внешних сил. Металлы, подвергающиеся обработке давлением должны обладать хорошей пластичностью. Пластичность – это способность твердого тела воспринимать остаточное (необратимое) изменение без разрушения. Пластичность металла зависит от его состава и структуры, температуры и скорости обработки, а также от схемы напряженного состояния металла. Деформирующие силы, необходимые для осуществления пластического изменения металла, создаются специальными машинами, а управление течением металла осуществляется соответствующим инструментом. Обработка металлов давлением производится с нагревом и без нагрева, в соответствии с чем различают горячую и холодную обработку давлением. Нагрев повышает пластические свойства металла и снижает величину деформирующих сил, облегчая обработку давлением. Обработка давлением обеспечивает высокую производительность и экономию материала, улучшает свойства обрабатываемого металла.
Способы обработки давлением
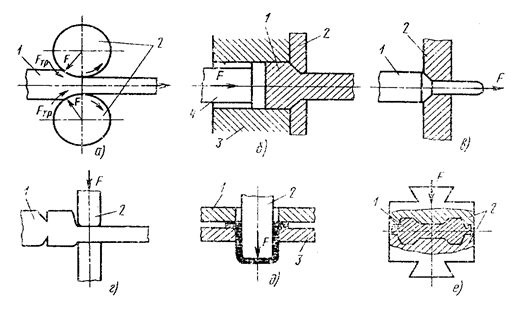
В современном производстве применяют следующие виды обработки давлением. Прокатка заключается в обжатии заготовки между вращающимися валками (рис.1,а). Прессование заключается в продавливании заготовки 2, находящейся в замкнутой форме 3, через отверстие матрицы 1, форма которого соответствует поперечному сечению изделия (рис.1,б). Волочение заключается в протягивании заготовки 1 через отверстие волочильного очка (рис.1,в). Ковка применяется для изменения формы и размеров заготовки 1 за счет последовательного воздействия инструмента 2 (рис.1, г). Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента – штампа, который для каждой детали изготавливается индивидуально (рис.1, д,е).
Рис.1 Схемы основных способов обработки давлением: а – прокатка; б – прессование; в – волочение; г – ковка; д – листовая штамповка; е – объемная штамповка.
Основные сведения о ковке
Процесс свободного течения металла под воздействием периодических ударов или статических воздействий инструмента называется свободной ковкой. Свободной ковкой изготавливают детали массой от нескольких граммов до 250т и более и размерами от сантиметров до десятков метров. Свободная ковка разделяется на ручную и машинную. Ручная ковка как древнейший способ обработки металла под давлением сохранилась в настоящее время в мелких ремонтных мастерских для небольших поковок. Пластическое деформирование при ковке осуществляется на отдельных участках разогретой заготовки. Металл свободно течет в направлениях, не ограничиваемых поверхностями инструмента. В качестве исходного материала для ковки в основном используют литой металл (многогранного, круглого и квадратного сечений для крупных заготовок), а также прокатанные заготовки для перековки на мелкие размеры (блюмы, сортовой прокат - квадратного, круглого и прямоугольного сечения). Ковка и штамповка характеризуются большой неравномерностью деформации, величину которой оценивают коэффициентом укова: y= Fo/Fk =H/h > 1. При нескольких операциях ковки общий коэфффициент укова У= y 1 y 2 y 3 …yn. Для устранения литой структуры коэффициент укова должен быть больше 2-5.(на практике эта величина достигает 20), для прокатанных заготовок - 1,1 – 1,5. Fo и Fk - площади поперечного сечения до и после деформации, H и h - высоты начальной и конечной поковок соответственно. Поковки используют в качестве заготовок для дальнейшей механической обработки с целью получения готовых деталей машин.
|
|||
|
|
Последнее изменение этой страницы: 2016-12-10; просмотров: 838; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.007 с.) |