Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Достоинства и недостатки свободной ковкиСодержание книги
Поиск на нашем сайте
К основным преимуществам свободной ковки относятся: 1. получение металла высокого качества и свойств по сравнению с отливками; 2. возможность получать крупные поковки по массе и габаритам, что другими способами либо недостижимо, либо экономически нецелесообразно; 3. сравнительно небольшие усилия, требуемые для изготовления крупных поковок, так как обработка осуществляется обжатием отдельных небольших участков; 4. применение универсального оборудования и инструмента, что резко снижает затраты производства, особенно при мелкосерийном его характере. Однако свободная ковка имеет также ряд существенных недостатков: 1. низкая производительность по сравнению с горячей штамповкой; этот недостаток в последние годы стремятся максимально устранить путем механизации процесса; 2. большие напуски на поковках, что требует большого объема последующей обработки. Поэтому в настоящее время области применения свободной ковки все более сокращаются по сравнению с объемной штамповкой. Тем не менее в ряде случаев, особенно при единичном и мелкосерийном производстве, а также при изготовлении уникальных по габаритам заготовок (например, в тяжелом машиностроении) свободная ковка оказывается экономически целесообразным способом получения деформированных заготовок. Свободной ковкой можно изготавливать заготовки практически из всех марок и видов деформируемых конструкционных металлов и сплавов. Операции свободной ковки.
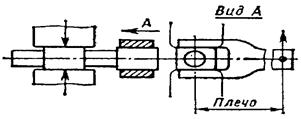
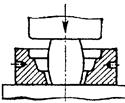
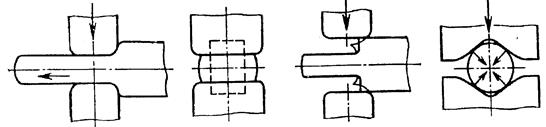
Существует большое число операций ковки (рис.2,): Осадка (рис.2,а) – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения. Применяют для получения поковок с большими поперечными размерами при относительно малой высоте, как предварительную операцию перед прошивкой при изготовлении пустотелых поковок, как предварительную операцию для уничтожения литой дендридной структуры слитка и улучшения механических свойств изделия. Высадка (рис.2,б) – разновидность осадки, при которой металл осаживается лишь на части длины заготовки. Прошивка (рис.2.в) – операция получения полостей в заготовке за счет вытеснения металла. Инструментом для прошивки являются прошивни: сплошные и пустотелые. Последние применяются для прошивания отверстий большого диаметра. Протяжка (рис.2,г,д,) – операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения. Разгонка (рис.2,е) является разновидностью протяжки. Это операция увеличения ширины части заготовки за счет уменьшения ее толщины. Протяжка с оправкой (рис.2.ж) – разновидность протяжки, операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок. Раскатка на оправке (рис.2.з), являясь разновидностью протяжки, позволяет одновременно увеличивать наружный и внутренний диаметры кольцевой заготовки за счет уменьшения толщины ее стенок. Отрубка (рис.2.и) – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента – топора. Гибка (рис.2,к) – операция придания заготовке изогнутой формы по заданному контуру. При гибки возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления по заданному углу изгиба подбирают соответствующий радиус закругления. Скручивание (рис.2,л) – операция, посредством которой часть заготовки поворачивается вокруг продольной оси. Штамповка в подкладных штампах (рис.2,м) – операция изготовления поковок с относительно сложной конфигурацией. Подкладной штамп может состоять из одной или двух частей, в которой имеется полость с конфигурацией поковки или ее отдельного участка.
Рис.2 Кузнечные операции а- осадка, б- высадка, в- прошивка, г, д- протяжка, е- разгонка, ж- протяжка с оправкой, з- раскатка на оправке, и- отрубка, к- гибка, л- скручивание, м- штамповка в подкладных штампах
|
|||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-10; просмотров: 1039; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.007 с.) |

 а)
а)
 б)
б)
 в)
в)
 д)
д)

 ж)
ж)