Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологического проектирования сварных рамСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
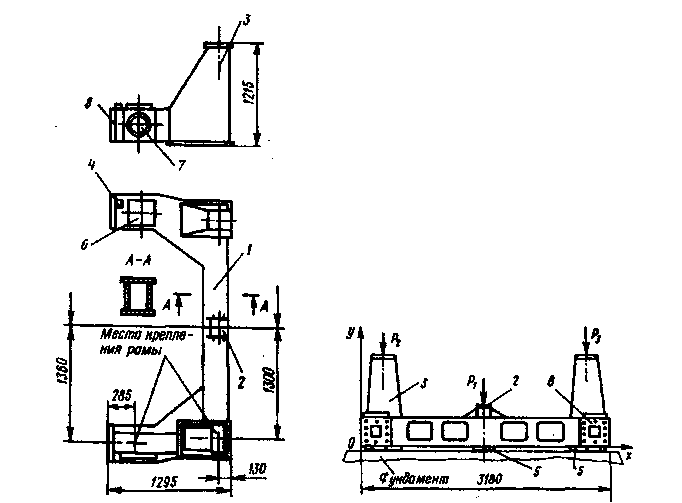
В развитии современного машиностроения большая роль принадлежит сварочному производству. Сварные конструкции, детали и узлы сваривают из заготовок, получаемых различными технологическими способами. Многие конструкции сваривают из проката (листового, сортового и фасонного), обеспечивающего возможность изготовления сварных изделий повышенной жесткости и устойчивости. К ним относятся рамы, служащие опорами (основаниями) различных агрегатов. В настоящей курсовой работе в качестве объекта рассматривается сварная рама, служащая основанием для сборки и установки удлиненных конструкций цилиндрической формы, в частности, блока силовой турбины газотурбинной установки (ГТУ) типа ГТН-25. Основанием для сборки и установки на ней блока турбогруппы ГТН-25 служит фундаментная рама (рис. 3). Газотурбинная установка (ГТУ) типа ГТН-25, входящая в состав газоперекачивающего агрегата, предназначена для сжатия и транспортирования газа по магистральным газопроводам и служит приводом центробежных нагнетателей природного газа. ГТУ выполнена в общем корпусе цилиндрической формы и имеет горизонтальный и ряд вертикальных разъемов. Корпус ГТУ опирается лапами на стойки 2, 3, 4 фундаментной рамы и зафиксируются относительно нее системой горизонтальных и вертикальных шпонок 5, 6, 7, обеспечивающих возможность теплового расширения корпуса без нарушения центровки агрегата. Турбогруппа отгружается и транспортируется на место назначения двумя отдельными блоками: I - блоком силовой турбины, II - блоком газогенератора. С учетом этого фундаментная рама также выполняется из двух частей: Р1 - рамы силовой турбины (СТ), Р2 - рамы газогенератора (ГТ). Рамы на монтаже соединяются между собой болтами при помощи вертикальных фланцев 8 и крепятся к фундаменту в определенных местах. Рама силовой турбины (рис. 4) выполнена сварной и состоит из балки рамы 1 и двух стоек 3, на которые опирается корпус силовой турбины. К верхнему горизонтальному листу рамы приварены пластины б, на которые устанавливаются технологические стойки для транспортирования блока. Опора 2 служит для установки шпонки. Платики 4 в виде пластин служат для установки рамы по гидроуровню. К нижней поверхности рамы приварены опорные листы 5, с помощью которых рама устанавливается на фундаменте и через отверстия крепится к нему болтами. Рымы 7 (грузозахватные детали) служат для подъема блока силовой турбины. В передней части рамы имеются вертикальные фланцы 8 для соединения с рамой Р2 на монтаже. Габаритные размеры рамы 1295x3180x1215 мм.
Рис.3. Схема фундаментной рамы с оборудованием: 1-корпус; 2,3,4-стойки; 5,6,7-шпонки; 8-фланец.
Рис.4. Конструктивная схема рамы и схема приложения нагрузок. 1-балка рамы; 2-опора; 3-стойка; 4-платики; 5-опорные листы; 6-пластины; 7-рым; 8-фланец.
Генеральное конструктивное решение сварной рамы под газотурбинную установку обычно диктуется опытом изготовления предшествующих машин данного типа. Рациональность конструктивных решений при выборе формы поперечного сечения элементов рамы, расположения и вида сварных соединений определяется параметрами и конструктивными особенностями проектируемой машины. Общими требованиями технических условий для проектирования фундаментных рам являются обеспечение необходимой жесткости и прочности в процессе эксплуатации. Поэтому размеры элементов рамы определяются условиями жесткости и при необходимости подвергаются проверке на прочность. Например, высоту рамы Н назначают исходя из необходимости создания требуемой жесткости в зависимости от ее длины L, т.е. Н = (0,09-0,11) L. Сварные элементы рам проектируют в основном из сочетаний тавровых и коробчатых сечений замкнутого очертания из профильного (двутавров, швеллеров) или листового проката. Весьма перспективно применение гнутых профилей. В большинстве случаев наиболее рациональными оказываются сечения с одинаковой толщиной стенок контура. При выборе формы поперечного сечения элементов рамы рекомендуется исходить из того, в какой степени конструкция подвергается воздействию изгибающего момента или других силовых факторов. Вырезы в стенке (по линии нейтральной оси) обусловливают значительное понижение жесткости элемента, но с учетом замкнутости контура сечения и его жесткости облегчают конструкцию рамы. Эти вырезы должны выполняться вне зоны приложения нагрузок и, как правило, при воздействии статических нагрузок. Требуемую жесткость сечения можно получить посредством постановки вертикальных ребер в местах приложения сосредоточенных сил или в других местах исходя из конструктивных соображений. Раму крепят к фундаменту болтами. Характерным для рамных конструкций является большое число относительно коротких швов, расположенных в различных пространственных положениях. Поэтому при изготовлении сварных рам целесообразно применять механизированную сварку под флюсом или в защитных газах, а в случае большого удаления швов друг от друга - ручную дуговую сварку покрытыми электродами. Эти способы сварки обеспечивают необходимый уровень прочностных свойств при сварке деталей фундаментных рам из углеродистых и низколегированных сталей. Одним из главных технологических требований, предъявляемых к рамам, является высокая точность взаимного расположения отдельных узлов и деталей рамы и стабильность размеров в процессе эксплуатации. Отклонения геометрической формы сварного изделия, возникающие в результате выполнения заготовительных, сборочных и сварочных работ, ориентировочно регламентируются ТУ и РТМ на изготовление изделия.
Точность размеров сварной рамы достигается, как правило, последующей механической либо термической обработкой. Термообработку назначают в тех случаях, когда установлено, что работоспособность и надежность конструкции в состоянии после сварки не обеспечивается другими мерами, а применение термообработки дает положительный результат. При этом следует учитывать, что для реальных конструкций уменьшение величины остаточных напряжений является фактором более существенным, чем возможное некоторое снижение предела выносливости металла после отпуска. Рама при сварке сильно деформируется, поэтому все базовые поверхности (платики) рамы обрабатывают после сварки, термообработки и правки (рихтовки). Одной из главных оценок технологии изготовления сварных конструкций является качество сварных соединений. Поэтому на сборочном чертеже сварной рамы необходимо указать места соединений, требующих контроля.
|
|||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 746; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.68.29 (0.01 с.) |