Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование швейного производстваСодержание книги Поиск на нашем сайте
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Государственное образовательное учреждение высшего профессионального образования " Юго-Западный государственный университет " (ЮЗГУ) Кафедра дизайна и технологии изделий легкой промышленности
УТВЕРЖДАЮ Первый проректор- проректор по учебной работе _____________Е.А. Кудряшов «___»_____________2011 г.
ОБОРУДОВАНИЕ ШВЕЙНОГО ПРОИЗВОДСТВА
Методические указания к выполнению лабораторно-практических работ по дисциплине «Технология швейных изделий» для студентов специальности 260902.65 и направления подготовки 262200
Курск 2011
УДК 687.1 Составитель Н.Н. Травкина
Рецензент Кандидат технических наук, доцент кафедры «Дизайна и технологии изделий легкой промышленности» Т. М. Ноздрачева
Оборудование швейного производства. [Текст]: методические указания к выполнению лабораторно-практических работ по дисциплине «Оборудование швейного производства» / Юго-Западный гос. ун.-т; сост. Н.Н. Травкина; Курск, 2011. 30 с., ил. 3, табл. 11, прил. 5. Библиогр.: с.28
Методические указания определяют требования к целям, задачам, содержанию, объему и порядку оформлению лабораторно-практических работ по дисциплине «Оборудование швейного производства». Предназначены для студентов специальности 260902.65 «Конструирование швейных изделий» и направления подготовки 262200 656100 «Технология и конструирование изделий легкой промышленности» и направления подготовки 262200 «Конструирование изделий легкой промышленности» очной и заочной форм обучения.
Текст печатается в авторской редакции
Подписано в печать. Формат 60х84 1/16. Усл. печ.л. 1,9 Уч.-изд.л. 1,7 Тираж 50 экз. Заказ. Бесплатно. Юго-Западный государственный университет. 305040, г. Курск, ул. 50 лет Октября, 94.
СОДЕРЖАНИЕ Введение......…………………….……………….………………… 4 Лабораторная работа №1. Устройство и работа иглы, механизмов иглы и нитепритягивателя швейной машины челночного стежка………………………………………….……………………. 5 Лабораторная работа №2. Устройство и работа швейных машин прямострочного челночного стежка……….………….………… 10 Лабораторная работа №3. Устройство и работа швейных машин зигзагообразной строчки……………………..…………………… 16 Лабораторная работа №4 . Устройство и работа краеобметочных машин……………………………………………………………… 19 Лабораторная работа №5. Устройство и работа беспосадочной швейной машины…………………………….…………….……… 26 Лабораторная работа №6. Устройство и работа стационарной раскройной машин………. 32 Лабораторная работа №7. Устройство и работа полуавтомата для изготовления прямых петель………………………………………... 36 Список литературы…………………………………………………. З 8
ВВЕДЕНИЕ
Целью выполнения лабораторных работ по оборудованию швейного производства является углубленное изучение студентами устройства и работы швейного оборудования, его технологических регулировок, заправки нитками, средств защиты от травматизма работающих, а также возможных технологических неисправностей (отказов) при работе машин и полуавтоматов и способов их устранения. Лабораторные работы выполняются в специализированной лаборатории кафедры ТиКШИ па отечественных и импортных швейных и раскройных машинах, а также но каталогам зарубежных фирм Японии, Китая, Германии, поставляющих промышленное швейное оборудование в Россию. По каждой лабораторной работе в методических указаниях даны краткие общие сведения об изучаемых машинах с иллюстрациями и перечнем контрольных вопросов для подготовки к зачету выполненной работы. Ответы на вопросы могут быть даны в описании общих сведений об устройстве иработе машины. На вопросы, которые не рассмотрены в общих сведениях, необходимо дать отдельные письменные ответы. Кроме того, по каждой изучаемой машине надо найти по имеющимся на кафедре каталогам зарубежных фирм, или используя информационные сайты производителей отечественного и зарубежного машиностроения современный аналог импортной машины и привести в отчете его краткую сравнительную характеристику, отметив отличительные особенности аналога. ЛАБОРАТОРНАЯ РАБОТА №1 УСТРОЙСВО И РАБОТА ИГЛЫ, МЕХАНИЗМОВ ИГЛЫ И НИТЕПРИТЯГИВАТЕЛЯ ШВЕЙНОЙ МАШИНЫ ЧЕЛНОЧНОГО СТЕЖКА Цель работы: - изучить работу и устройство иглы, механизма иглы и нитепритягивателя в швейных машинах 1022М и 97А класса; - изучить выполняемые оператором регулировки механизмов и возможные технологические отказы (разладки) в работе механизмов; - ознакомиться со средствами защиты от травматизма. Общие сведения. 2.1. Параметры и устройство игл промышленных швейных машин даны в ГОСТ 22249-82: 2.2. Механизм иглы в большинстве швейных машин кривошипно-ползунный. Кривошип жёстко закреплён на конце главного вала и соединён шарнирно с помощью шатуна с игловодителем, который и является ползуном.
Рис 1. Игла в разрезе: 1 – острие, 2- ушко, 3 – глубина желобка, 4 6- колба. Игла устанавливается в игловодитель до упора и крепится винтом. Вертикальное положение иглы относительно носика челнока регулируется положением поводка на игловодителе. Амплитуда перемещения иглы зависит от вличины радиуса кривошипа и равна двум радиусам. 2.3.В промышленных швейных машинах применяются механизмы нитепритягивателя двух типов. Наибольшее применение получил шарнирностержневой нитепритягиватель, установленный на машине 1022М кл. На машине 97А кл. применён кулачковый нитепритягиватель в виде фигурной скобы, которая крепится двумя винтами к торцу главного вала, и может регулироваться поворотом на небольшой угол. Это позволяет обеспечить регулировку момента затяжки стежка. 2.4. Отказы или разладки в работе механизмов иглы и нитепритягивателя возможны по различным причинам, которые указываются в паспорте на машину и в специальной литературе по швейным машинам.
Рисунок 2- Кинематическая схема механизма иглы: 1- игла; 2- игловодитель; 3- поводок (клема); 4- шатун; 5- кривошип; 6- главный вал; 7- маховик;8-винт,9 - винт. Регулировка положения игловодителя и иглы по высоте производится после ослабления винта 8 на поводке 3. Иглу 1 устанавливают в игловодителе до упора и крепят винтом 9
Рисунок 3 - Кинематическая схема механизма рычажно-стержневого нитепритягивателя: 1 -коромысло нитепритягивателя; 2- шатун; 3-кривошип; 4-главный вал; 5-шарнир шатуна. Технологических регулировок в этом механизме не предусмотрено.
. Рисунок 4 - Кинематическая схема кулачкового вращающегося механизма нитепритягивателя: фигурная скоба; 2- планка; 3- винт; 4- балансир; 5- главный вал. Регулировка углового положения фигурной скобы осуществляется при ослабленных винтах 3. При повороте скобы по часовой стрелке, обеспечивается более ранняя затяжка стежка нитепритягивателем. При повороте скобы против часовой стрелки - более поздняя затяжка. З.Содержание отчёта.
3.1. Общие сведения об изучаемых механизмах. 3.2. Чертёж иглы в двух проекциях с выносками названии составных частей и указанием назначения колбы, желобков, выемки. 3.3. Кинематическая схема механизма иглы. 3.4. Кинематическая схема механизма нитепритягивателя. 3.5. Регулировки изучаемых механизмов. 4. Контрольные вопросы.
4.1. Каковы составные части иглы, их назначение; какая из них определяет номер иглы и как он рассчитывается? 4.2. Каковы составные части изученных механизмов и их назначение? 4.3. Какие регулировки предусмотрены в механизмах, как они выполняются и зачем нужны? 4.4. Какие средства зашиты от травматизма предусмотрены в механизмах? 4.5. Каковы причины отказов в работе изученных механизмов и способы их устранения?
Общие сведения. 2.1. Машина 1022кл. предназначена для стачивания пальтовых, костюмных материалов однолинейной строчкой челночного переплетения. Техническая характеристика машины: число оборотов главного вала до 4500 мин", длина стежка 2-5 мм, наибольшая толщина стачиваемых материалов- 5мм, иглы по ГОСТ 22249-89 тип 0319. № 90-150.. Машина снабжена централизованной системой смазки, автоматическим устройством для наматывания шпульки, встроенным в рукав машины. 2.2. Машина 97А кл. предназначена для стачивания х/б, шелковых и др. тканей однолинейной строчкой челночного двухниточного переплетения. Техническая характеристика машины: число оборотов-до 5500 мин., длина стежка 1,7-4мм., толщина стачиваемых материалов до 4мм., иглы 0052-02 №75-110. 2.3. Обе машины имеют следующие основные рабочие органы: - возвратно-поступательно двигающаяся игла, - центрально- шпульный вращающийся челнок, - реечный механизм перемещения материала, нитепритягиватель.
Рисунок 5 - Заправка верхней (игольной) нитки. 2.5. Бобину или катушку устанавливают на стержень стойки бобино-держателя или стержень, расположенный на рукаве машины. Если нитку проводят от стойки бобинодержателя, то ее снизу вводят вверх за направляющий крючок стойки и сверху вниз проводят в правое отверстие нитенаправителя11, по часовой стрелке обводят между шайбами дополнительного регулятора натяжения 12. Затем нитку снизу вверх налево проводят в три отверстия нитенаира-вителя 11, в три отверстия нитенаправителя 10, по часовой стрелке обводят между шайбами регулятора натяжения верхней нитки 20, заводят за крючок нитепри-тягивательной пружины 6. Конец нитки заводят за крючок нитенаправительного угольника 4, вводят в нитенаправитель 7. Справа налево нитку вводят в ушко ни-тепритягивателя 6, расположенное под предохранительной скобой 22. Нитку сверху вниз проводят в нитенаправители 5,18 и слева направо вводят в ушко иглы 17. Заправка верхней нитки на машине 97-Акл. показана на рисунке 6.
Рисунок 6 - Заправка верхней нитки. Нитку с бобины или катушки последовательно вводят в три отверстия нитенаправителя 1, затем проводят вдоль рукава и последовательно вводят в три отверстия нитенаправителя 2. Затем нитку проводят сверху вниз в нитенаправительную щель фронтальной доски 10, вводят между шайбами регулятора натяжения верхней нити 10, заводят за крючок нитепритягивателькой пружины 9 сверху вниз, обводят снизу вверх за нитснаправительный уголок 8, затем нитку вводят в щель между фронттальной доской и кольцом 3 и заводят за крючок нитепритягивателя 4, выводят из-под кольца и вводят в нитенаправитель 5, закрепленный на фронтальной доске 12, затем вводят в проволочный нитенаправитель 6, надетый на втулку игловодителя, и слева направо вводят в ушко иглы 7, установленной коротким желобком вправо. Оставляют конец верхней нитки 70—80 мм, чтобы с его помощью можно было ввести в ушко игольной пластины конец нижней нитки. 2.6. Заправка нижней нитки в машинах 1022М кл. и 97А кл. одинаковая, показана на рисунке 3.
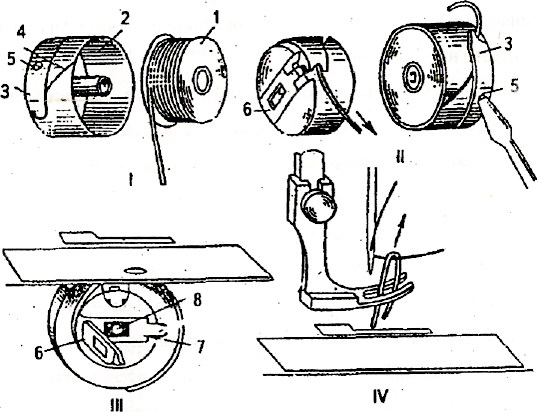
Рисунок 7 - Заправка нижней нитки При заправке нижней нитки шпульку 1 берут в правую руку и надевают на полый стержень шпульного колпачка 2, удерживаемого левой рукой. Конец нижней нитки вводят в прорезь 4 шпульного колпачка, подводят под пластинчатую пружину 3 и заводят за ее язычок. Задвижную пластину выдвигают влево и поворотом махового колеса поднимают иглу, при этом лапка тоже должна быть поднята. Пальцем левой руки отводят налево пластину замочка шпульного колпачка и в окно между стенками задвижной пластины и шпульной пластины на стержень 8 шпуледержателя надевают шпульный колпачок 2, при этом вырез нитенаправительнаятрубочка, 20- прорезь нитепритягивателя, 21 - отверстие в задней вертикальной стенке платформы машины, 22- нитенаправитель 3. Содержание отчета: 3.1.Общие сведения о машинах 51 и 51А кл, заправках ниток, образова нии швов и регулировках. 3.2.Характерные неисправности и способы их устранения 3.3.Отличительные особенности одного из современных зарубежных 4. Контрольные вопросы:
4.1.Чем отличается машина 51 кл. от 51А кл.? 4.2.Каковы характеристики работы машин? 4.3.Как осуществляется регулировка параметров машины? (длина стежка, ширина обметывания) 4.4.Как осуществляется переход с 2-х на 3-х ниточную строчку? 4.5.Как осуществляется процесс петлеобразования 2-х и 3-х ниточной строчки? ЛАБОРАТОРНАЯ РАБОТА №3 Общие сведения. 2.1. Назначение. Многооперационная промышленная швейная машина 426 класса предназначена для шитья тканей двухниточной прямой (целевой) и зигзагообразной строчками, а так же декоративной для вышивания и выполнения различных строчек. 2.2. Техническая характеристика машины: Таблица 2 - Наименование строчек, выполняемых на машине.
Виды строчек взять из паспорта на машину. Частота вращения главного вала до1500 мин., максимальная толщина материалов под лапкой 5мм, длина стежка прямой строчки - 0,5-8мм, ширина зигзага до 5мм, подъём нажимной лапки -9 мм. Иглы 0319-02 №80-] 20. Отличительной особенностью машины является расположение челнока. Он развернут на 90° в сторону работницы. ЛАБОРАТОРНАЯ РАБОТА № 4 ЛАБОРАТОРНАЯ РАБОТА №5 Цель работы. - изучить устройство, заправку ниток, работу, регулировки, сменные - найти по каталогу зарубежной аналог и сопоставить основные пока- Общие сведения. Машина 852 х 5 кл. двухигольная челночного стежка предназначена для пошива изделий двумя параллельными беспосадочными строчками челночного переплетения. 2.1. Техническая характеристика. а) при работе нитками крутки 2 в правой игле и крутки 3 в левой -4500 мин.; б) при стачивании нитками крутки 2 или 8 в обеих иглах -4000мин. Суммарная толщина стачиваемых материалов не более 5 мм. Расстояние между строчками: основное - 5мм, дополнительное - 3,6 мм. Длина стежка регулируется от 1,3 до 4,5 мм. Иглы: тип 0319-02, № 90-120. 2.2. Беспосадочность строчек обеспечивается за счет того, что иглы перемещаются в горизонтальном направлении вдоль линии строчки на длину стежка вместе с зубчатой рейкой, находясь погруженными в стачиваемые материалы. 2.3. Сменными деталями, необходимыми при изменении расстояния между строчками, являются: игольная пластина, зубчатая рейка, лапка и держатель игл на игловодителе. 2.4. Характерные неисправности и способы их устранения швейной машины 852><5 кл. Таблица 4 - Характерные неисправности и способы их устранения.
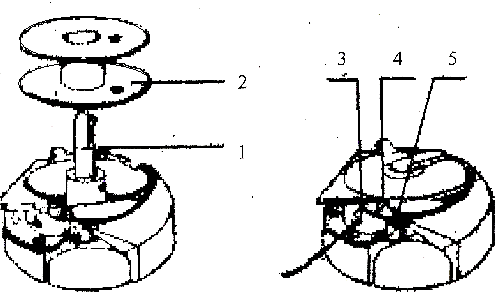
3. Заправка и регулировка натяжения верхней и нижней ниток. 3.1.Заправка верхних ниток (рисунок 12): Нитка с бобины 14, надетой на катушечную стойку, проводится через нитенаправитель 13 к правой игле в такой последовательности: а) в отверстие трубчатого нитенаправителя 9 на крышке рукава; б) вниз в крайнее отверстие пластинчатого нитенаправителя 10; в) в среднее отверстие справа налево того же нитепритягивателя 10; г) в крайнее левое отверстие справа налево нитепритягивателя 10; д) между шайбами 11 регулятора натяжения 12; е) вниз справа налево по желобку шайбы 4; з) вверх в нижнее отверстие ушка рычага нитепритягивателя 8; и) вниз через скобу 6;. к) вниз через скобу 3; л) вниз в отверстие иглодержателя 2;. м) в ушко иглы 1 слева направо. 3.2.Регулировка натяжения верхних ниток (рисунок 1). Регулирование натяжения верхних ниток производится регулятором натяжения 12, расположенным на передней боковой стороне рукава. Если натяжение требуется увеличить, то круглую гайку соответствующего регулятора 12 повертывают по часовой стрелке, поджимая пружину и тем самым, увеличивая сжатие шайб, между которыми проходит соответствующая верхняя нитка. Для уменьшения натяжения эту гайку повертывают в противоположном направлении. 3.3. Установка шпулек, заправка нижних ниток показаны на рисунке 13. Отодвигают выдвижные пластинки, закрывающие челночное устройство, поворачивают от руки маховик (на себя), чтобы иглы заняли верхнее положение, поднимают защелки 1 шпуледержателей и вынимают наружу пустые шпульки 2 через защелку. Намотанные шпульки надевают на центральный стержень шпуледержателей и фиксируют опусканием защелок. Затем нитки заправляют в косую прорезь 4 шпуледержателя, протягивают под пружину натяжения 3 и выводят наружу.
Рисунок 12 - Заправка верхних ниток и регулировка их натяжения. 3.4. Регулирование натяжения нижних ниток производится винтом 5 пружины 3 на шпульном колпачке. При повёртывании встроенного в челночное устройство винта по часовой стрелке натяжение нижней нитки будет увеличиваться, при повертывании против часовой стрелки натяжение нитки будет уменьшаться. В большинстве случаев хорошую строчку можно получить регулировкой натяжения только одной верхней нитки.
Рисунок 13. Установка шпулек, заправка нижних ниток и регулирование их натяжения. Содержание отчета. 4.1.Общие сведения об устройстве, заправке ниток, регулировках, сменных деталях машины.-4.2.Техническая характеристика. 4.3.Схемы заправки ниток, регулировки их натяжения и установки шпулек. Характерные технологические неисправности и способы их устранения. 5.Контрольные вопросы. 5.1. Каковы отличительные особенности устройства и работы машины 852*5кл, ее техническая характеристика? 5.2. За счет чего обеспечивается беспосадочность строчек, получаемых на машине 852х5кл? 5.3. Как определяются модификации машины, и что они обеспечивают? 5.4. Какие регулировки и замены деталей предусмотрены в машине? 5.5. Какие средства малой механизации входят в поставку машины? 5.6. Каковы характерные неисправности в работе машины и способы их устранения
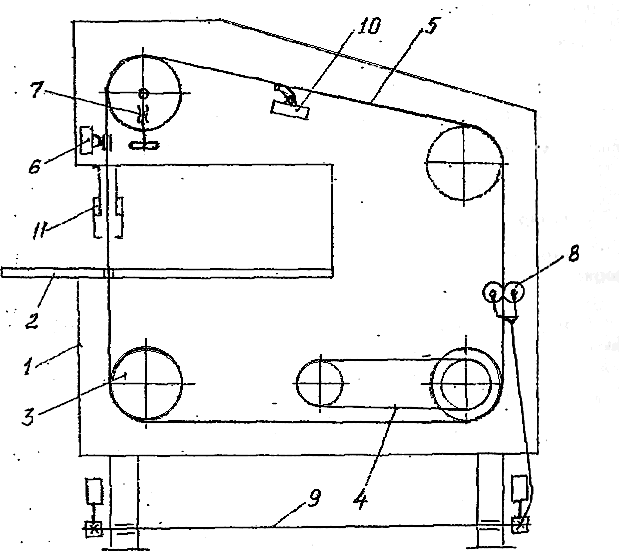
ЛАБОРАТОНАЯ РАБОТА №6 Общие сведения. 2.1.Раскройная стационарная машина мод, РЛ-630-1, выпускаемая 2.2.Основные технические данные машины. Рабочий вылет ленточного ножа, (мм.) 630± 4. Скорость движения ножа, (м/с) 20±1 Размеры ножа, (мм) 15х0,4х4500 Высота раскраиваемого настила материалов, мм до 150. 300*1000+5. Диаметр направляющих шкивов, (мм) 2.3. Составные части машины показаны на рисунке 14: остов1, стол 2, шкивы 3, привод 4, ленточный нож 5, лентоулавливатели 6, механизм натяжения ножа 7, заточное устройство 8, блок педалей 9, микровыключатель 10, защитное устройство 11.Составные части машины показаны на рисунке.
Рисунок 14 - Схема устройства стационарной раскройной машины РЛ-630-1 2.4. Привод 4 ножа осуществляется электродвигателем мощностью 1,1 кВт через кпиноременнуго передачу на ведущий шкив машины. Всего в машине четыре шкива 3, имеющие диаметр 300 мм и обрезиненную поверхность для лучшего сцепления ножа с поверхностью шкивов. Натяжение ножа осуществляется винтом механизма натяжения 7. • 2.5. На машине установлено две пары лентоулавливателей 6, имеющих электромагнит и рычаги с тормозными колодками. Они позволяют осуществлять мгновенный останов машины при обрыве ножа. 2.6. Заточное устройство 8 имеет два подпружиненных абразивных круга, установленных на осях под углом к плоскости ножа с возможностью регулировки силы прижимы к ножу и установки необходимого расстояния от его кромки до кругов. 2.7. Блок из двух педалей 9 соединен тросиком с заточным устройством 8. 2.8. Микровыклгочателъ 10 имеет подпружиненный рычаг, контактирующий с нижней плоскостью ножа. Сигнал от микровыключателя при обрыве ножа осуществляет включение магнитов лентоулавливателей 6. 2.9. Защитное устройство 11, в виде двух телескопических труб, регулируемых по высоте, установлено на верхней части ножа над раскройным столом. 2.10. Заточку ленточного ножа осуществляет раскройщица на ходу 2.11. Натяжение ножа осуществляет на ощупь слесарь-ремонтник путем поворота маховика механизма 7. Сильное натяжение ножа повышает точность кроя, но при этом увеличивается возможность обрыва ножа в месте сварки стыка, особенно при сточенном ноже. 2.12. Установку по высоте защитного устройства 11 производит раскройщица при изменении высоты настила материалов. Необходимо знать, что защитное устройство, даже при правильной установке, не исключает полностью возможности травматизма рук раскроищицы, так как оно закрывает нож только над настилом материала. 2.13. Регулировку работы микровыключателя, лентоулавливателей и заточного устройства производит периодически слесарь-ремонтник. 2.14. Чистку поверхности шкивов и зоны под столом от пыли, коротких волокон и пуха осуществляет каждодневно в конце смены раскройщицы. 2.15. При работе раскройной машины РЛ-630-1 возможны следующие характерные неисправности и способы их устранения: - обрыв ножа по стыку при некачественной сварке, устраняется заменой ножа; - слабое натяжение ножа, устраняется регулировкой; - некачественная заточка ножа (не тот угол заточки и ширина заточенной кромки), устраняется регулировкой заточного устройства или заменой абразивных кругов; - затягивание ножом нижних слоев материала настила в направляющие стола, устраняется регулировкой зазора между ножом и направляющими. Содержание отчета. 3.1. Общие сведения о раскройной машине, средствах защиты и регулировках. 3.2. Схема устройства раскройной машины. 3.3. Краткая характеристика современного аналога зарубежной раскройной 4. Контрольные вопросы. 1.Каково назначение стационарной раскройной машины? 2. Каковы технические данные машины? 3. Как устроена и работает машина? 4. Каковы средства защиты раскроищицы от травматизма? 5. Какие регулировки предусмотрены на машине? 6. Какие неисправности возможны при работе машины и способы их устранения? 7. Каковы основные отличия современных раскройных машин зарубежных фирм?
ЛАБОРАТОРНАЯ РАБОТА №7 УСТРОЙСТВО И РАБОТА ПОЛУАВТОМАТА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМЫХ ПЕТЕЛЬ. 1. Цель работы: - изучить устройство и работу, регулировки, заправку нитками петельного полуавтомата 72711-1 кл. фирмы «Минерва» (Венгрия); - изучить устройство петель, изготавливаемых на полуавтомате 72711-1 кл. и др. полуавтоматах зарубежных фирм; - изучить неисправности, возможые при работе петельных полуавтоматов и способы их устранения. Общие сведения. 2.1. Петельный полуавтомат 72711-1 кл. предназначен для обмётывания прямых пуговичных петель строчкой двухниточного челночного зигзагообразного стежка на костюмных и постельных материалах. 2.2. Технические данные. Ширина обмётки кромки 1,2-1,5 мм при прорезке от 8 до 18 мм и до 2 мм при прорезке 17-32 мм. Ширина закрепки до 3 мм при прорезке до 18 мм и до 4 мм при прорезке до 32мм. Высота подъема прижимной рамки 8 мм. Частота вращения главного вала до 3200 мин. понижается при применении синтетических ниток до 2800 мин. Иглы № 80-90. Челнок специальный R 214. 2.3. Установка числа стежков на одну петлю производится путем замены 2.4. Регулировка длины ниток осуществляется по шкале на рычаге перемещения прижимной рамки. 2.5. Полуавтомат оснащен специальным электроприводом с двумя электромагнитными муфтами, управляемыми микропереключателями, установленными над кулачком главного вала. Это позволяет обеспечить необходимую частоту вращения главного вала и снижать её до 490 мин" в конце обметывания петли. 2.6. Полуавтомат оснащен прорубочными ножами шириной от 8 до 32 мм, челнок имеет специальный механизм для обеспечения пропуска игольной нитки. 2.7. Пуск полуавтомата осуществляется правой педалью, с помощью левой педали осуществляется обрезка обеих ниток и подъём прижимной рамки. 2.8. Длина обмётывания петли устанавливается бесступенчато по шкале на рычаге перемещения рамки. Для обмётывания петли применяются гладьевая или бисерная зигзагообразные строчки. Последняя образуется при сообщении игольной нитке большего натяжения, чем челночной. В результате переплетение ниток вытягивается на лицевую сторону и становится видимым. 2.9. Заправка игольной и челночной ниток аналогична применяемым на машине 1022 м кл. 2.10. Характерные технологические неисправности и способы их устранения в основном аналогичны неисправностям и способам, применяемым на швейных машинах 1022М и 97Акл. Дополнительной неисправностью является затупление иди поломка прорубного ножа, устраняется заменой и заточкой ножа.- Содержание отчета. 3.1. Общие сведения об устройстве и работе петельного полуавтомата. 3.2. Разновидности петель, изготавливаемых на полуавтомате 72711-1 кл и современных полуавтоматах зарубежных фирм, краткая техническая характеристика одного из полуавтоматов. 3.3 Неисправности, возможные при работе петельных полуавтоматов и способы их устранения. 4. Контрольные вопросы. 1. Каковы отличительные особенности устройства и работы полуавтомата 72711-1 кл? 2. Какие технологические регулировки предусмотрены в полуавтомате? 3. Каковы параметры изготавливаемых петель? 4. Каковы виды и конструкции петель, изготовленных на изучаемом полуавтомате и на других полуавтоматах зарубежных фирм? 5. Какие технологические неисправности возможны при работе петельного полуавтомата и как их устранить?
СПИСОК ЛИТЕРАТУРЫ 1. Франц В.Я. Швейные машины. Иллюстрированное пособие. М:, Лёгкая и пищевая промышленность. 1986. 2. Исаев В.В. Оборудование швейных предприятий:, МЛ 989 3. Рейбарх Л.Б. Швейные машины. -М/. 1989 4. Паспорта швейных машин: 1022 М, 97 А, 426, 51 и 51 А, 852x5, 72711- 1 классов, РЛ-630-1 и раскройной машины. 5. Каталоги зарубежных фирм «Джуки» Япония, «Типикал» Китай,
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Государственное образовательное учреждение высшего профессионального образования " Юго-Западный государственный университет " (ЮЗГУ) Кафедра дизайна и технологии изделий легкой промышленности
УТВЕРЖДАЮ Первый проректор- проректор по учебной работе _____________Е.А. Кудряшов «___»_____________2011 г.
ОБОРУДОВАНИЕ ШВЕЙНОГО ПРОИЗВОДСТВА
Методические указания к выполнению лабораторно-практических работ по дисциплине «Технология швейных изделий» для студентов специальности 260902.65 и направления подготовки 262200
Курск 2011
УДК 687.1 Составитель Н.Н. Травкина
Рецензент Кандидат технических наук, доцент кафедры «Дизайна и технологии изделий легкой промышленности» Т. М. Ноздрачева
Оборудование швейного производства. [Текст]: методические указания к выполнению лабораторно-практических работ по дисциплине «Оборудование швейного производства» / Юго-Западный гос. ун.-т; сост. Н.Н. Травкина; Курск, 2011. 30 с., ил. 3, табл. 11, прил. 5. Библиогр.: с.28
Методические указания определяют требования к целям, задачам, содержанию, объему и порядку оформлению лабораторно-практических работ по дисциплине «Оборудование швейного производства». Предназначены для студентов специальности 260902.65 «Конструирование швейных изделий» и направления подготовки 262200 656100 «Технология и конструирование изделий легкой промышленности» и направления подготовки 262200 «Конструирование изделий легкой промышленности» очной и заочной форм обучения.
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-14; просмотров: 1015; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.60.19 (0.018 с.) |