Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
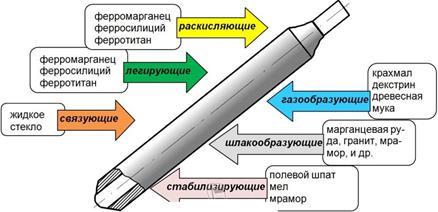
Основные компоненты, входящие в состав покрытий электродов.Содержание книги
Поиск на нашем сайте
46. Расчёт силы сварочного тока при РДС. Выбор диам. электрода. Величина сварочного тока при РДС может быть определена по формуле Iсв=π· d 2эл /4·i, где i – допускаемая плотность тока, А/мм2. Таблица 1
47.Дефекты сварочных соединений. Дефекты сварочных швов могут быть наружными и внутренними. К наружным дефектам сварных швов относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения (непровар, подрез, наплыв, прожог, незаваренный кратер, поверхностное окисление, свищ, шлаковые включения, трещины, брызги металла, перегрев металла, пережог металла.) 48.Автоматическая сварка под флюсом. Среди различных существующих способов механизированной сварки с применением флюса наибольшее распространение получила электродуговая сварка под флюсом. Сва рочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (авто матическая сварка) или вручную (полуавтоматическая сварка). Под влиянием тепла дуги основной металл и флюс плавятся, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. Капли расплавляемого дугой металла сварочной проволоки переносятся через дуговой промежуток в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере перемещения дуги вперед металл сварочной ванны начинает охлаждаться, так как поступление тепла к нему уменьшается. Затем он затвердевает, образуя шов. Расплавляясь, флюс превращается в жидкий шлак, который покрывает поверхность металла и остается жидким еще некоторое время после того, как металл уже затвердел. Затем шлак затвердевает, образуя на поверхности шва шлаковую корку. Промышленность выпускает два типа аппаратов для дуговой сварки под флюсом:
49.Производство чугуна и стали.. Чугун выплавляется в домнах. Это сложное инженерное сооружение, работающее непрерывно в течение 5..10 лет. Печь работает по принципу противотока. Сверху загружается руда,флюсы и кокс, а снизу подается воздух. Кокс служит для нагревания и расплавления руды, а также участвует в восстановлении железа из окислов руды. В коксе должно быть минимум серы и фосфора. Флюсы (известняки, кремнеземы,..) необходимы для получения шлаков При сгорании топлива образуется окись углерода, которая и является главным восстановителем железа. Производство стали Чтобы получить сталь из чугуна надо уменьшить в нем количество углерода, марганца, серы и фосфора. Сталь получают в кислородных конверторах, мартеновских печах и электропечах. Мартеновское производство менее производительное, чем конверторное, но лучше регулируется процесс, используются чугунные чушки и металлолом. Мартен это регенеративная пламенная печь. Газ сгорает над плавильным пространством, где создается температура 1750… 1800 oС. Газ и воздух предварительно подогреваются (до 1200…1250 oС) в регенераторах. За счет тепла сгоревших газов, выходящих в трубу. Два регенератора: один работает, а другой накапливает тепловую энергию. Для интенсификации процесса ванну продувают кислородом. Раскисление ванны проводят ферросилицием и феромарганцем в ванне, а окончательное – алюминием и ферросилицием в сталеразливочном ковше. Сталь высокого качества выплавляют в дуговых и индукционных электропечах. Процесс примерно такой же как и в мартеновской печи, но температура выше, поэтому можно получать в электропечах тугоплавкую сталь, содержащую хром, вольфрам и др. Два периода при выплавке электростали: окислительный (выгорают Si, Mn, C, Fe) за счет кислорода, воздуха и оксидов шихты; восстановительный — раскисление стали, удаление серы. Для этого вводят флюс, состоящий из извести и плавикового шпата.
Индукционная плавка применяется обычно для переплавки сталей и получения высоколегированных и специальных сталей в условиях вакуума или специальной регулируемой атмосферы. Основные рабочие инструменты. используемые на токарных, сверлильных и фрезерных станках. Отверстия на сверлильных станках обрабатывают различным режущим инструментом: сверлами, зенкерами, зенковками, развертками, резцами и метчиками. Сверла Сверла служат для образования отверстий в различных материалах. Существуют следующие разновидности свёрл: спиральные с прямыми канавками, перовые для глубокого, кольцевого сверления и центровочные. Сверла изготовляют из быстрорежущих, легированных и углеродистых сталей, а также их оснащают пластинками из твердых сплавов. Наибольшее распространение в промышленности получили спиральные сверла. Спиральные сверла изготовляют диаметром от 0,1 до80 мм. Они состоят из рабочей части, хвостовика (конусного или цилиндрического), служащего для крепления сверла в шпинделе станка или в патроне, и лапки являющейся упором при удалении сверла из шпинделя. Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными канавками, по которым стружка из просверливаемого отверстия выходит наружу. Режущая часть сверла заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой под углом 55°. На цилиндрической части по винтовой линии проходят две узкие ленточки, которые центрируют и направляют сверло в отверстие. Ленточки значительно снижают трение сверла о стенки отверстия. Кроме того, для уменьшения трения на рабочей части сверла по направлению к хвостовику сделан обратный конус (диаметр сверла уменьшается от 0,03 до0,1 ммна каждые100 ммдлины). Разновидности сверл: Сверла перовые представляют собой круглый стержень, на конце которого оттянута плоская лопатка, имеющая две режущие кромки, наклоненные друг к другу под углом 120°, и применяются сравнительно редко. Сверла глубокого сверления используют в основном при сверлении сквозных и глухих отверстий в валах, шпинделях и других деталях большой длины. Обладая довольно низкой производительностью, они обеспечивают, однако, прямолинейные, точные и чистые отверстия. К сверлам этого типа относятся: ружейные, однокромочные и двухкромочные с внутренним отводом стружки. На рис. показано сверло для обработки глубоких отверстий с двумя режущими кромками (К1 и К2), расположенными с левой стороны от оси сверла. Такой тип сверла относится к группе ружейных сверл. Ружейное сверло Эти сверла применяются для сверления точных отверстий диаметром от3 мми более с прямолинейной осью. В машиностроении применяют и другие виды свёрл. Зенкеры Служат для дальнейшей обработки ранее просверленных отверстий или отверстий, полученных при литье или
штамповке заготовок. В отличие от спиральных сверл зенкеры (имеют три или четыре режущие кромки и у них отсутствует перемычка. Зенкер, как и спиральное сверло, имеет канавки. Угол наклона канавки СО выбирается в зависимости от обрабатываемого материала. Для более твердых материалов угол (О принимается больше, для мягких - меньше. Угол наклона канавки для зенкеров общего назначения составляет 10-30°. Зенкеры: а - спиральный из быстрорежущей стали;б - спиральный с пластинками из твердого сплава; в - основные углы зенкеров; г - насадной; оснащенный пластинками твердого сплава; д - насадной из быстрорежущей стали; е - с механическим креплением твердосплавных пластин. Зенкеры бывают двух типов: цельные с коническими хвостовиками и насадные. В свою очередь, насадные могут быть цельными и со вставными ножами. Рабочая часть цельного зенкера выполняется из быстрорежущей стали и приваривается к коническому хвостовику, и изготовленному из конструкционной стали. Ножи насадных зенкеров изготовляют из быстрорежущей стали или твердого сплава. Цельные зенкеры, подобно сверлу, закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка, а насадные насаживают на специальную оправку, имеющую также конический хвостовик для крепления в шпинделе станка. Цельные зенкеры с коническим хвостовиком изготовляют трехзубыми. Ими обрабатывают отверстия диаметром до35 мм. Насадные зенкеры имеют четыре зуба и служат для обработки отверстий диаметром до100 мм. Развертки Применяют для окончательной обработки отверстий с целью получения высокой точности и меньших параметров шероховатости поверхности. Режущая часть развертки (рис. 2.3.3.1.) расположена к оси под углом 2ф и выполняет основную работу резания. Для обработки вязких металлов ф = (12 – 15)° для хрупких и твердых материалов Ф = (3 – 5)°. Твердосплавные развертки имеют угол ф = (30-45)°. Направляющий конус развертки расположен под углом 45°. Он направляет развертку, предохраняя ее зубья от повреждений. Задний угол на режущей части принимается от 6 до 15°. На калибрующей части угол а обычно равен нулю. Передний угол у принимается от 0 до 15°. Для хрупких металлов у = 0°, для твердосплавных разверток у от 0 до -5°. По своей конструкции и назначению развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельные. Ручные развертки изготовляют с цилиндрическим хвостовиком; ими вручную обрабатывают отверстия диаметром 3 до50 мм.
Машинные развертки выпускают с цилиндрическими и коническими хвостовиками и используют для развертывания отверстий диаметром от 3 до100 мм. Обрабатывают отверстия этими развертками на сверлильном или токарном станке. Типы разверток: а - части и элементы разверток; б - машинная развертка с цилиндрическим хвостовиком; в - машинная развертка с коническим хвостовиком; г - машинная развертка со вставными ножами; д - насадная развертка, оснащенная пластинками твердого сплава. Насадные развертки служат для развертывания отверстий диаметром от 25 до300 мм. Их насаживают на специальную оправку, имеющую конический хвостовик для крепления. Конические развертки применяют для развертывания конических отверстий. Обычно в комплект входят две развертки; черновая и чистовая. Метчики Метчик применяют для нарезания внутренних резьб, он представляет собой винт с продольными прямыми или винтовыми канавками, образующими режущие кромки, и служащими одновременного для вывода стружки. Метчики по своей конструкции и назначению делятся на следующие основные виды: ручные (слесарные) для нарезания метрических, дюймовых и трубных резьб вручную; в комплекте содержатся два три метчика; гаечные (длинные и короткие) для нарезания метрических и дюймовых резьб в гайках и сквозных отверстиях различных деталей, преимущественно на сверлильных станках. Для нарезания гаек на станках-автоматах используют гаечные длинные метчики с изогнутым хвостовиком. Они также могут применяться на сверлильных станках для непрерывного нарезания гаек специальными приспособлениями;
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 243; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.26.231 (0.012 с.) |