Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация композитов (КМ)Содержание книги Поиск на нашем сайте В настоящее время общепризнанной классификации КМ не существует. В отдельных работах авторы дают свою классификацию. Так, приводится классификация КМ, армированных волокнами, по материалу компонентов, типу арматуры и ее ориентации, способу получения и по назначению. По материалу матрицы КМ подразделяют на металлические, полимерные и керамические. Полимерные КМ систематизируют по материалу армирующих волокон на стекло-, боро-, металлопластики и др.
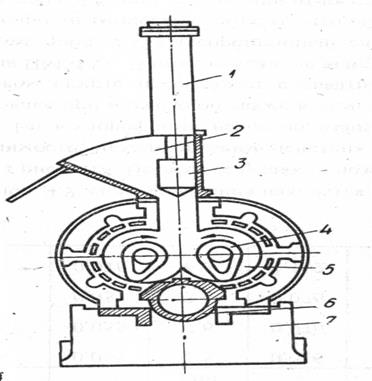
Рис. 23. Схема роторного смесителя:
1 – пневматический загрузочный цилиндр; 2 – загрузочная воронка; 3 – плунжер загрузки; 4 – фигурные валки; 5 – камера перемешивания; 6 – разгрузочный затвор; 7 - станина.
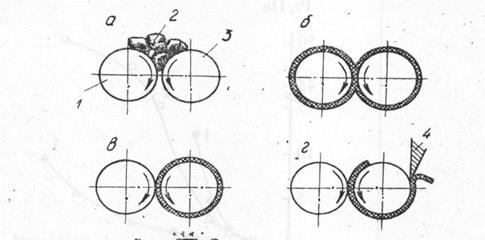
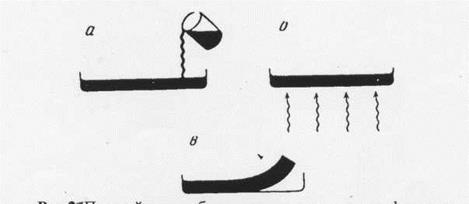
Рис. 24. Схема вальцевания: а – загрузка массы; б – вальцевание; в – переход массы на один валок; г - срез массы.
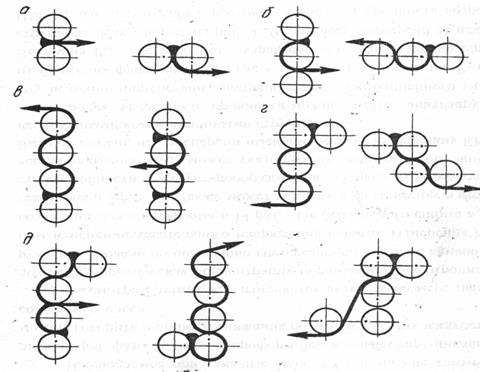
Рис. 25. Схемы каландров: а - двухвалковые; б - трехвалковые; в, г - четырехвалковые; д - пятивалковые
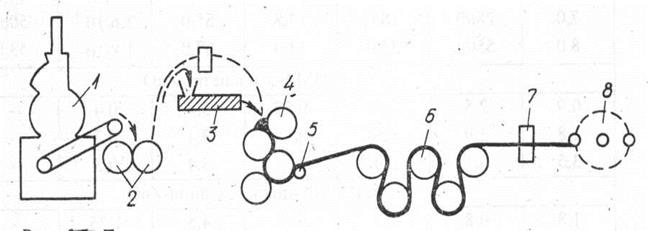
Рис. 27. Технологическая схема вальцевания- каландрирования: Смеситель; 2- вальцы; 3- микструдер; 4- четырехвалковый каландр; 5- тянущее устройство; 6- охлаждающее устройство; 7- нож для обрезки кромок; 8- рулонирование.
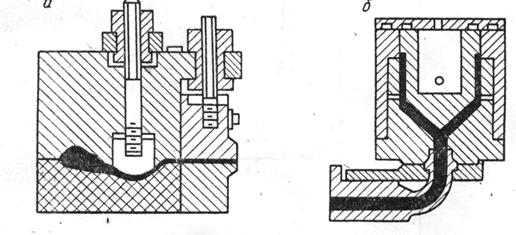
Рис. 28. Схематическое изображение пресс-формы, используемой в процессе прямого формования: Полость формы, наполненная термоактивным материалом; 2- направляющие шипы; 3- заусенец; 4- сформованное изделие.
Рис. 29. Простейшее изображение процесса литья в форме: а - наполнение чашки Петри форполимером и отвердителем; б - нагревание в печи; в - извлечение из формы остывшего продукта.
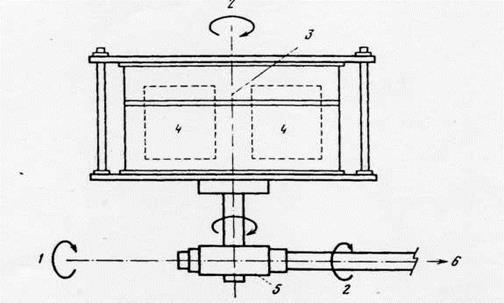
Рис. 30. В процессе ротационного литья полые формы, наполненные полимерным материалом, одновременно вращают вокруг первичной и вторичной осей: Первичная ось; 2- вторичная ось; 3- деталь разъемной формы; 4- полости формы; 5- кожух зубчатой передачи; 6- к мотору.
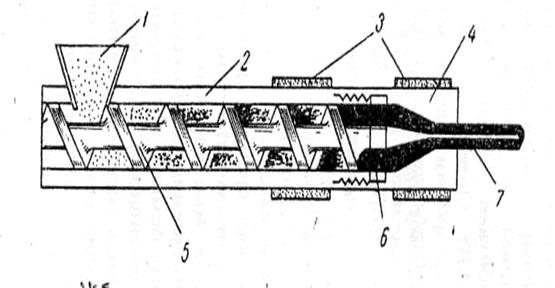
Рис. 31. Схема работы экструдера (шнекмашины): 1- загрузочный бункер; 2- цилиндр машины; 3- нагревательные элементы; 4- формующая головка; 5- шнек; 6- решетка (сетка); 7- выдавливаемый профиль.
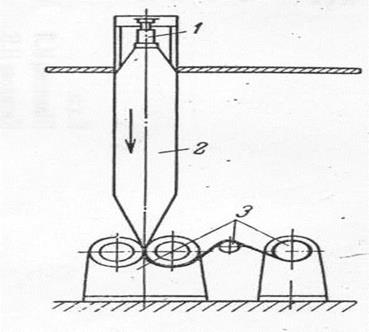
Рис. 32. Агрегат для получения пленок методом раздувания рукава (направление- вертикально вниз): Экструдер; 2- рукав; 3- приемное приспособление.
Рис. 33. Схемы головок экструдеров
Основы товароведения производственно-технических изделий из пластмасс Лекция 10-11 Изделия из пластмасс классифицируются по назначению, способу получения (производства), по конструктивным особенностям, по комплектности. По назначению изделия делятся на промышленного и строительного назначения, хозяйственные товары бытового назначения, посудо-хозяйственные, прочие хозяйственные изделия, галантерейные товары и культурно-бытовые изделия. По способу производства различают: прессованные, литые, формованные, штампованные, свариваемые и склеиваемые и т.д. По конструктивным особенностям бывают цельные и разборные с гладкой, рифленой, гравированной, орнаментной поверхностью. По компактности подразделяют: на одиночные и комплектные. Таблица 11. Наливные полы- механические свойства покрытия (через 20 суток при 20ºС)
Таблица 12. Устойчивость наливных полов к химическим воздействиям
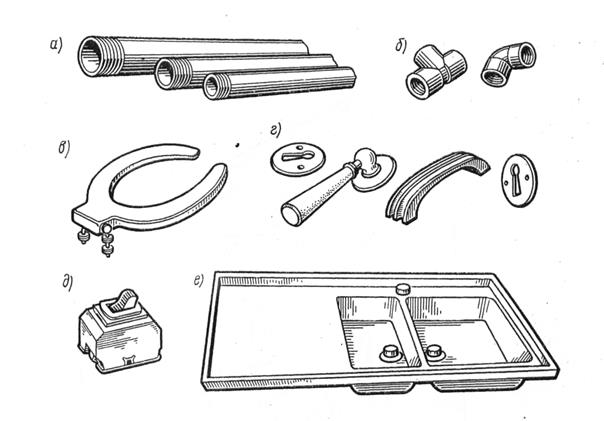
Рис. 41. Различные изделия из пластмасс: а - трубы; б - санитарно-техническая арматура; в - крышка унитаза; г - дверные приборы; д - электровыключатель; е - мойка.
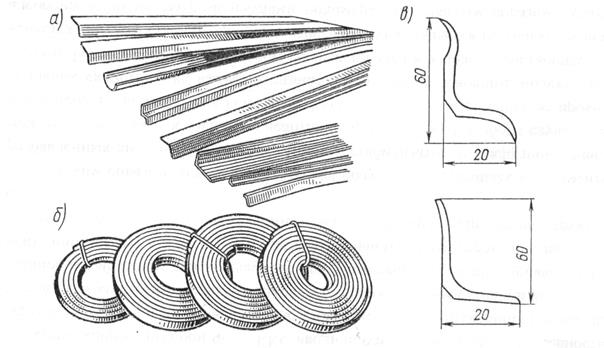
Рис. 42. Виды погонажных изделий: а - защитные уголки; б - поручни; в - плинтусы. Характерные дефекты изделий из теромпластов: полученных литьем под давлением, - это недолив, перелив, стыковые швы и усадочные раковины; прессованных изделий из реактопластов -инородные включения, недопрессовка, разводы, утолщенный грат и др.; Изготовленных литьем под давлением штампованием - вздутия, коробления, трещины, царапины, разнотонность, серебристость и др.
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 380; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.008 с.) |