
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение требуемого количества оборудования на участке и коэффициента его нагрузкиСодержание книги
Поиск на нашем сайте
Число единиц оборудования (рабочих мест) рассчитывается по формуле:
где Qф – расчет трудоемкости приведенного объема по видам работ, из формулы 2.1; Fоб – действительный фонд времени работы единицы оборудования, Fоб = 3960 час/год. Число единиц оборудования (рабочих мест), полученное по формуле 2.2 округлим до целой величины nпр и определим коэффициент нагрузки каждого рабочего места по формуле:
Где nрасч – расчетное число единиц оборудования (рабочих мест), из формулы 2.2; nпр – принятое число единиц оборудования (рабочих мест). nпр1=1; nпр2=2; nпр3=2; nпр4=2; nпр5=2; nпр6=3; nпр=5; nпр8=1; nпр9=9; nпр10=3;
где nрасч – расчетное число единиц оборудования (рабочих мест), из формулы 2.2; nпр – принятое число единиц оборудования (рабочих мест). Результаты по формулам 2.2 и 2.3 расчетов заносим в таблицу 2.1. Таблица 2.1 – Число единиц оборудования и коэффициентов загрузки оборудования.
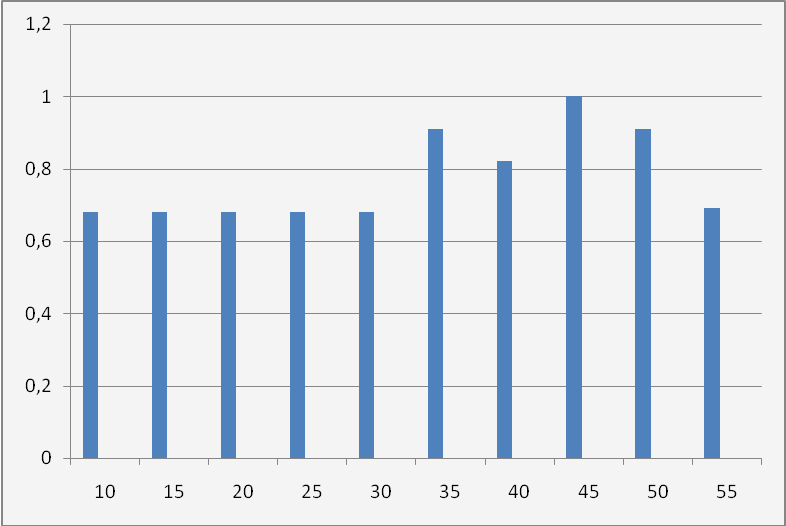
По величине Кзаг, строим график загрузки оборудования рисунок 2.1.
Рисунок 2.1 – График загрузки оборудования По таблице 2.1 составляем ведомость применяемого оборудования в таблице 2.2. Таблица 2.2 – Ведомость применяемого оборудования.
Определение величины производственной площади Размер производственной площади, занимаемой оборудованием с учетом проходов и проездов в м2 определяем по формуле:
где Fуд – удельная площадь, м2; nпр – число оборудования, из таблицы 2.2; Полученные данные сводим в таблицу 2.3. Таблица 2.3 – Величина производственной площади
Определение численности основных и вспомогательных рабочих Определение численности основных (производственных) рабочих в среднесерийном типе производства Определение численности основных (производственных) рабочих осуществляем по формуле:
где Qф – трудоемкости приведенного объема по видам работ, из формулы 2.1; Fраб – фонд времени рабочего в год, Fраб=1860 часов. Численность основных (производственных), рабочих полученная по формуле 2.6 округлим до целой величины Рпр. Рпр1=2; Рпр2=3; Рпр3=3; Рпр4=3; Рпр5=3; Рпр6=6; Рпр7=9; Рпр8=3; Рпр9=18; Рпр10=5. Расчет количества рабочих оформляем в виде таблицы 2.4. Таблица 2.4 – Расчет количества рабочих
Таблица 2.5 – Ведомость состава производственных рабочих
Средний разряд рабочих определяем по формуле:
где Р1, Р2, Р3, Р4, Р5, Р6 – соответственно количество рабочих 1, 2, 3, 4, 5, 6 разрядов, по таблице 2.5; Робщ – общее количество рабочих на операции, по таблице 2.5. Средний тарифный коэффициент определяется по формуле:
где Р1, Р2, Р3, Р4, Р5, Р6 – соответственно тарифный коэффициент рабочих 1, 2, 3, 4, 5, 6 разрядов (3 разряд=1,194;4разряд=1,347;5 разряд=1,545;6 разряд=1,79) Робщ – общее количество рабочих на операции, по таблице 2.5 На основании расчетов таблицы 2.4 составляем ведомость состава производственных рабочих с распределением по разрядам в таблице 2.5.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 202; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.37.211 (0.008 с.) |

 (2.2)
(2.2) шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт. шт.
шт. (2.3)
(2.3)


 , (2.4)
, (2.4)
 (2.5)
(2.5)





 (2.6)
(2.6) чел.
чел. чел.
чел.
 чел.
чел.  чел.
чел.
 (2.6)
(2.6)





