Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вимоги до підготовки та встановлення круглих пилок.
Полотно пили має бути проковане, тобто його центральна частина дещо ослаблена ударами молотка з обох боків диска, укладеного на ковалдо. Проковувати слід плоскі пилки діаметром 250 мм і більш. Правильність проковування перевіряють перевірною лінійкою,укладаючи її на диск за напрямком радіусів. Якщо пилковий диск правильно прокований, то між лінійкою і центральною частиною його має лишитися просвіт при кожному положенні лінійки. Просвіт характеризує угнуність пилки і залежить від діаметра товщини. Для пилок діаметром 250-360 мм і 0.4 2.0 мм завтовшки угнутість має становити 0.2-0.3мм; для пилок діаметром 360-500мм і 2.0-2.8мм завтовшки угнуність може бути 0.2-0.5мм. Зубці плоских пил необхідно розводити. Розвід в один бік має становити 0.3-0.5мм. Для повздовжнього розпилювання сухої і твердої деревини розвід роблять меншим, а для сухої деревини хвойних і м’яких листяних порід – більшим. Зубці пилок мають бути гострот заточені, без задирок і закрутів. У пилок для повздовжнього розкроювання заточування пряме, для поперечного косе (для м’яких порід під кутом – 45 для твердолистяних – 65). Пилковий диск встановлюють перпендикулярно до осі обертання вала. Вісь обертання пилки має збігатися з віссю обертання вала. Для цого потрібно
між ними перевищує 0,1 -0,2 мм, то більш раціонально застосовувати шайбу з центруючим конусом (рис. 48). Пилку закріплюють на валу за допомогою шайб так, щоб вона не могла повертатись між ними. Тому для надійного закріплення пилку затискують не всією площиною, а тільки зовнішнім обідком 20 -25 мм завширшки.
Шипорізний та фрезерний інструмент. Для шипорізальних робіт використовують круглі пилки 1 різні фрезерні інструменти загального або спеціального призначення. Безліч варіантів конструктивного виконання інструмента Я визначається різноманітністю шипових з'єднань і прийомів обробки їх окремих елементів. Круглі пилки описано раніше (Суцільні насадні фрези для фрезерування шипів показано на рис. 105.) Довжина різальної головної кромки леза суцільних насадних дво- зубних фрез для обробки ящикових прямих шипів повинна дорівнювати ширині вирізуваного вушка (рис. 105, а). Діаметр фрез 200 мм, а ширина В - 6, 1 8, 10, 12, 18 мм. Фреза суцільна двозуба однорядна для обробки клинових шипів показана на (рис. 105. б.) Бокові допоміжні кромки зубів викривлені й утворюють клин, допоміжні різальні кромки якого формують западину на торці заготовки.
Зуби фрез можуть бути оснащені-пластинами з твердого сплаву. Однорядні фрези застосовують для фрезерування шипів завдовжки понад ЗО мм. Для роботи необхідно мати набір таких фрез або комплект загальною висотою, що дорівнює ширині оброблюваної заготовки. Суцільна насадна багаторядна фреза для обробки клинових шипів (рис. 105, б) виконана з однієї заготовки легованої сталі і має затиловані зуби. З метою збереження потрібних значень передніх кутів і профілю шипів, які формуються, зуби загостроюють по передній поверхні леза. Фрези насадні збірні (шипорізальні) для обробки шипів бувають двох типів; для торцевого та поперечного фрезерування. У корпусі 1 (рис. 106, а) шипорізальної фрези для торцевого фрезерування укріплені розпірними болтами 2 чотири фасонних різця 3. виконаних разом з клином. Фасонний різець має дві різальні кромки: головну 4 для фрезерування заплечика та допоміжну 5 для обробки площини шипа. Різці в корпусі не регулюють і не знімають до повного спрацювання, їх загостроюють у зборі по заданій поверхні леза головної та допоміжної різальних кромок. В інших конструкціях фрез для торцевого фрезерування (рис. 106. б) застосовують два ножа 6 і два підрізуючі різця 7, котрі кріплять болтами за допомогою притискних клинів 8. Ножі призначені для формування заплечиків шипа, а підрізуючі різці забезпечують потрібну шорсткість граней шипа. Фрези шипорізальні для поперечного фрезерування бувають круглі і гриножові з тонкими ножами та крильчасті двоножові з товстими ножами. Крильчасті головки небезпечні і створюють великий шум, тому їх замінюють круглими (рис. 106, в). Ножі до корпусу кріплять накладками 9. Для запобігання сколам деревини до головок приробляють підрізуванні різці10 які І прикріплюють на торці корпусу головки. Різальні кромки різців мають виступати за коло різання основних різців на 0,5 мм.
Рис. 1. Види фрез: А — суцільна, б — складена, в — збірна із знімними ножами,
Г —комбінована, д — кінцева Дискові фрези для обробки вушок аналогічні за конструкцією шипорізальним фрезам (див. рис. 106, а), їх роблять з різною шириною різців: б, 8. 12 і 14 мм. Загострюють різці в зборі по задній поверхні леза. По передніх їх загострювати неможна, бо вони мають задні кути в січній площині, нормальній до допоміжних різальних кромок і під час загострювання зменшується розмір по ширині вушка, що неприпустимо. Різці дискових фрез оснащують пластинами з твердого сплаву. Аналогічні за конструкцією дискові збірні фрези для виконання вирубних операцій, а також фасонної обробки заплечиків шипа. При цьому в диску укріплюють фасонні різці, форма різальної кромки яких збігається з формою фасонного заглиблення на деталі. Для встановлення різців на одному колі різання служать регулювальні гвинти. Якщо необхідно одночасно обробляти кілька вушок, на шпинделі встановлюють відповідну кількість збірних дискових фрез. Можна встановлювати також і фрези, складені зі збірних дискових фрез, круглих пилок і фрез інших І конструкцій.
Фрези кінцеві бувають циліндричні (для обробки ящикових І прямих шипів) і фасонні з кутом конуса (для ящикових шипів «ластівчин І хвіст»). Кінцеві циліндричні фрези виготовляють з легованої сталі Х6ВФ. Фрези бувають затиловані, незатиловані та з гострокінцевими зубами, їх кріплять на верстаті за допомогою різьбового хвостовика, який вгвинчується в різьбовий отвір шпинделя. Шипорізальні фрези працюють при високій частоті обертання, тому вони повинні бути відбалансовані. Балансування проводять на спеціальних пристроях або балансувальних верстатах. Перед установленням інструмента на шпиндель верстату треба перевірити якість його підготовки. Тріщини, забоїни та викришування на поверхні різців фрез не допускаються. Точність установлення різців на одному колі різання досягається регулюванням під час складання їх у спеціальних контрольно- установочних пристроях Інвентар для шліфування. Шліфування здійснюється безконечною шліфувальною стрічкою, натягнутою на шківи. Між тумбами станини розміщений робочий стіл, який рухається по напрямних за допомогою роликів. У верстата ШлПС-2 стіл нерухомий і розміщений горизонтально, а у ШлПС-2В — стіл і стрічка розміщені вертикально. Між шківами верстата з рухомим столом розміщений циліндричний стержень, що направляє утюжок, яким шліфувальна шкурка притискується до площини.
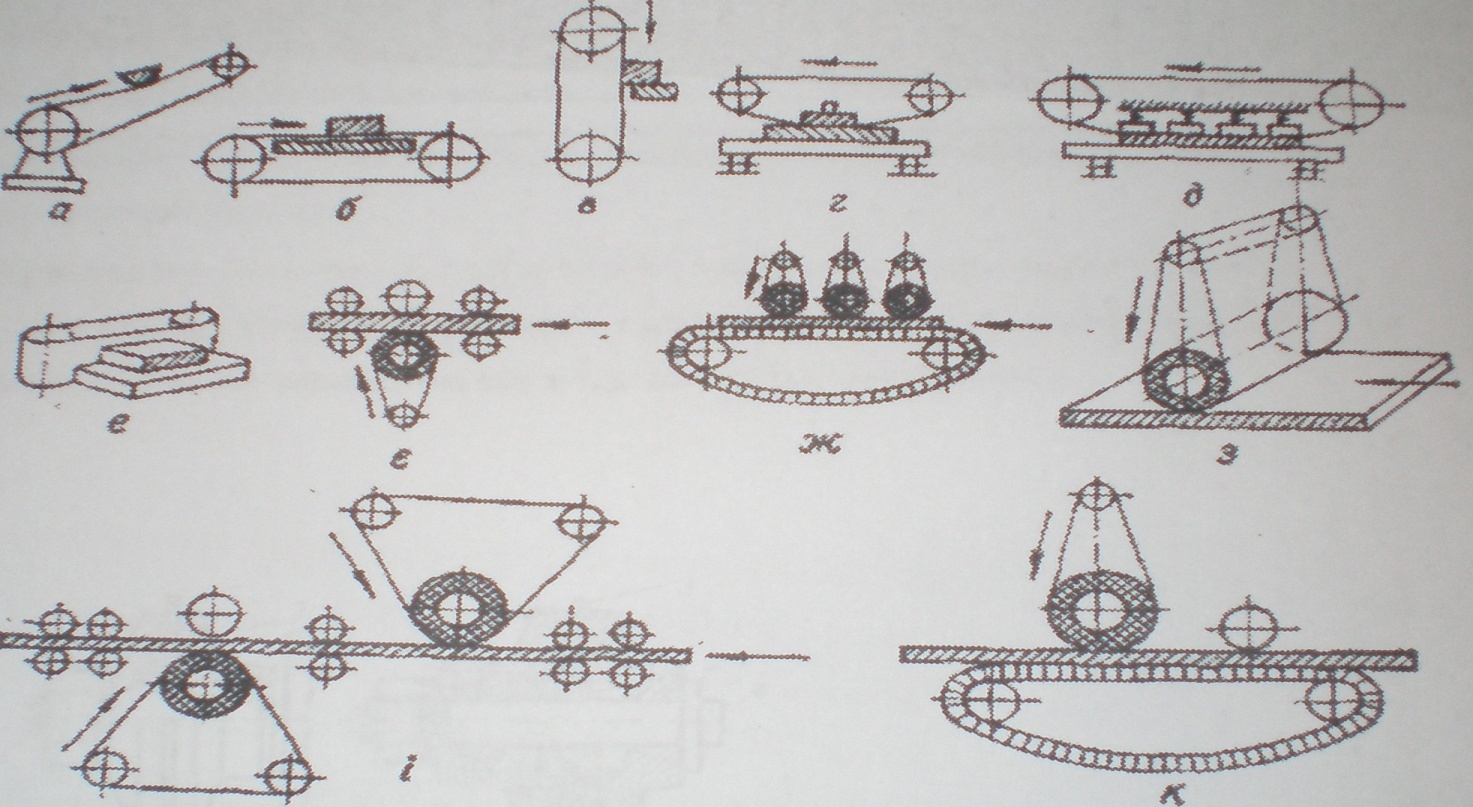
Схема шліфувальних верстатів: А – з вільною стрічкою, б – з горизонтальним нерухомим столом, в – з вертикальним нерухомим столом, г – з рухомим столом і коротким утюжком, д – з рухомим столом і довгим секційним утюжком, е – з стрічкою розмішеною на ребро, є – з контактними барабанами одно стрічковий, ж – багато стрічковий, з – широко стрічковий з контактним барабаном одно стрічковий. і – теж двострічкови, к – теж комбінований з барабаном і шліфувальним циліндром.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 223; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.134.78.106 (0.006 с.) |