
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
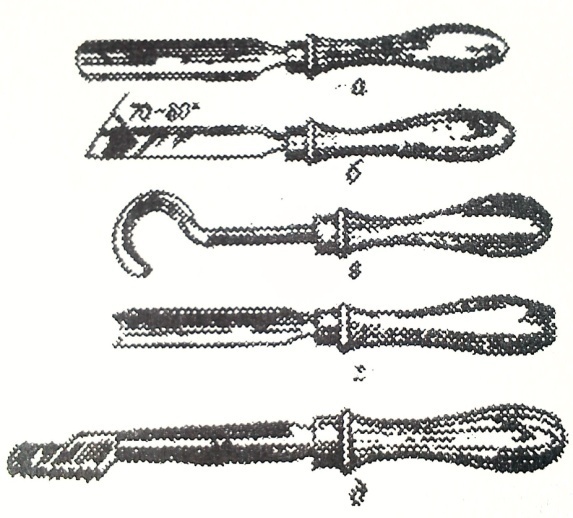
А – стамеска з напівкруглим лезом (рейер), б – стамеска з прямолінійним лезом (мейсель), в – гачок, г – стамеска заточена з вигнутого боку, д – гребінкаСодержание книги
Поиск на нашем сайте
Матеріалів Для виготовлення даного виробу ми використовуємо деревину бука. Деревина бук має твердість та міцність, що не поступається такій породі як дуб. В чистому вигляді бук не має яскраво виділеної текстури, але на тангенціальному та радіальному розрізах його деревина дуже красива. Ці її декоративні якості використовуються при облицюванні меблів струганим шпоном. Бук деревина гігроскопічна, і тому її не використовують для виробів, які знаходяться у вологому середовищі. Деревина швидко сушиться і не коробиться. Бук легко пилиться і обробляється ріжучими інструментом; добре гнеться у пропареному вигляді; погано полірується. Ця деревина з усіх використовується нітро та поліферними лаками воскуванням, фарбується в різних розчинах та відбілюється. Бук є теплолюбною породою м’якого клімату. Він утворює чисті і мішані з (грабом, смерекою, ялицею, березою) деревостани у межах висоти 300-1300 м.н.р.м. Бук - це тіневитривала, порода яка може знаходитись у пригніченому стані до 50 років. У мішаних лісах бук росте у другому ярусі під шаром смерек. Пролісок у букових лісах виражений слабо черес сильне затінення. З трав переважно поширені ті, котрі вегетують ранньою весною, до розпускання листя на деревах. Це анемони, підсніжники, білоцвіти. Листя дерева біля 6 см довжини і 4 см ширини, яйцевидної форми, без зазубринь по краям. Листки довго не гниють через високий вміст дубильних речовин в них. Кора сріблясто-сіра, гладенька, товщина 1-1.5 см. Цвіте дерево у квітні – травні. Цвіт малопомітний. Плід бурий гострогранний горошок, до 1.5 см довжини, достигає у вересні, опадає на землю у жовтні листопаді. Врожайні роки трапляються через 3-5 років, тоді з одного дерева можна зібрати 300 кг горішків. Вони є хорошим кормом для лісових тварин. Також з горішків виготовляють борошно. У Карпатах його додають до хліба. Вживати горішки у їжу можна тільки підсмаженими, бо сирі горішки містять отруйні речовини. Бук починає плодоносити пізно аж у 40 років, а у густих лісах у 60. Бук має надзвичайно важливе значення. Важко переоцінити його роль у виділенні кисню очищанні повітря, збереженні вологи у грунті. Деревина бука міцна, тверда, має гарну текстуру, моло поступається дубові по міцності. Використовується для виготовлення меблів, фанери, шпону, паркету, музичних інструментів. Відзначається надзвичайною водостійкістю, тому здавна використовувались для виготовлення млинових коліс. Іншою особливістю є відсутність запаху, тому деревина придатна до контакту з харчовими продуктами, для виготовлення тари. Деревина більш як на половину складається з целюлози, і з неї виготовляють, целофан, штучну шкіру. Крона дерева добре піддається формуванню тому бук широко застосовують у парковому будівництві, для виготовленні живоплотів.
Та опис інструментів Для виготовлення стола журнального ми використовуємо різний різальний інструмент, який представлений нижче: Різальний інструмент для токарних робіт поділяють на обдирний, частковий та спеціальний. Як обдирний інструмент для токарних робіт застосовують стамеску з напівкруглим лезом (рейер) 6-50 мм завширшки. Такі стамески застосовують для чорнової обробки деталей. Для чорнового обточування деталей застосовують стамески з прямолінійним лезом (мейсель). Кромка леза мей-селя скошена під кутом 70-80 до осі. Залежно від виду обточування порвд кут загострення лез має становитфяи 20 – 30 Скіс леза стамески з боку тупого кута використовують для обточування заокруглень, а з боку гострого кута - для підрізання торців і відрізування обточених виробів. Серединою скошеного леза стамески обточують опуклі поверхні. Ширина стамесок з прямолінійним лезом така сама, як з напівкруглими.
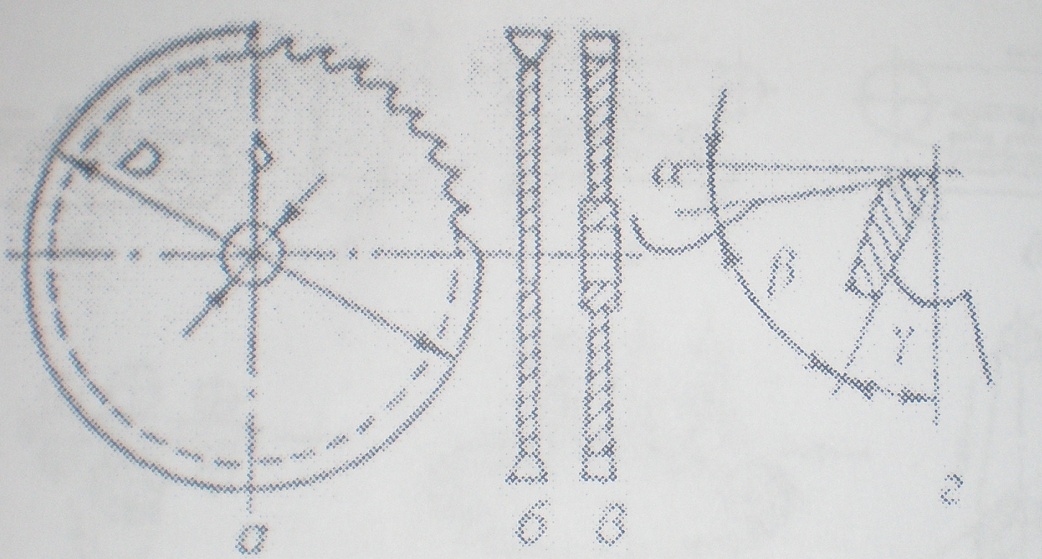
Різальні інструменти для токарних робіт: А – стамеска з напівкруглим лезом (рейер), б – стамеска з прямолінійним лезом (мейсель), в – гачок, г – стамеска заточена з вигнутого боку, д – гребінка Різальні інструменти для розкроювання деревини, інструментом для круглопилкових верстатів є круглі (дискові) пилки діаметром до 500 мм і до 2,8 мм завтовшки. Вони можуть бути плоскими в яких товщина диска однакова по всьому перерізу, і стругальними, з яких периферійна частина товщина на величину розводу зубців. На сучасних підприємствах найчастіше застосовують плоскі дискові пили, на сучасних підприємствах найчастіше застосовують плоскі дискові пили, на кінцях зубців яких напаяні пластинки з твердого сплаву.
Круглі (дискові) пили: Г —комбінована, д — кінцева Дискові фрези для обробки вушок аналогічні за конструкцією шипорізальним фрезам (див. рис. 106, а), їх роблять з різною шириною різців: б, 8. 12 і 14 мм. Загострюють різці в зборі по задній поверхні леза. По передніх їх загострювати неможна, бо вони мають задні кути в січній площині, нормальній до допоміжних різальних кромок і під час загострювання зменшується розмір по ширині вушка, що неприпустимо. Різці дискових фрез оснащують пластинами з твердого сплаву. Аналогічні за конструкцією дискові збірні фрези для виконання вирубних операцій, а також фасонної обробки заплечиків шипа. При цьому в диску укріплюють фасонні різці, форма різальної кромки яких збігається з формою фасонного заглиблення на деталі. Для встановлення різців на одному колі різання служать регулювальні гвинти. Якщо необхідно одночасно обробляти кілька вушок, на шпинделі встановлюють відповідну кількість збірних дискових фрез. Можна встановлювати також і фрези, складені зі збірних дискових фрез, круглих пилок і фрез інших І конструкцій.
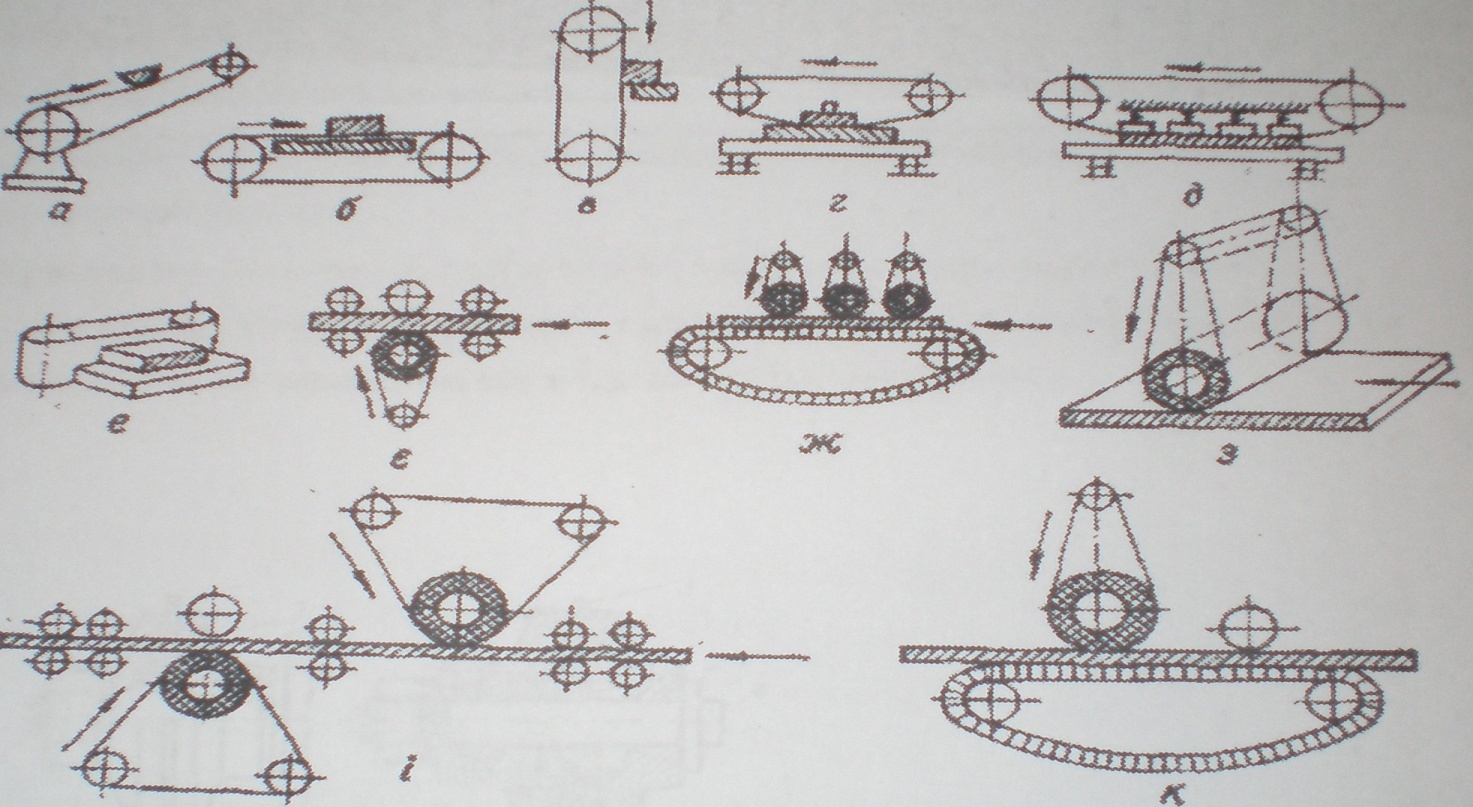
Фрези кінцеві бувають циліндричні (для обробки ящикових І прямих шипів) і фасонні з кутом конуса (для ящикових шипів «ластівчин І хвіст»). Кінцеві циліндричні фрези виготовляють з легованої сталі Х6ВФ. Фрези бувають затиловані, незатиловані та з гострокінцевими зубами, їх кріплять на верстаті за допомогою різьбового хвостовика, який вгвинчується в різьбовий отвір шпинделя. Шипорізальні фрези працюють при високій частоті обертання, тому вони повинні бути відбалансовані. Балансування проводять на спеціальних пристроях або балансувальних верстатах. Перед установленням інструмента на шпиндель верстату треба перевірити якість його підготовки. Тріщини, забоїни та викришування на поверхні різців фрез не допускаються. Точність установлення різців на одному колі різання досягається регулюванням під час складання їх у спеціальних контрольно- установочних пристроях Інвентар для шліфування. Шліфування здійснюється безконечною шліфувальною стрічкою, натягнутою на шківи. Між тумбами станини розміщений робочий стіл, який рухається по напрямних за допомогою роликів. У верстата ШлПС-2 стіл нерухомий і розміщений горизонтально, а у ШлПС-2В — стіл і стрічка розміщені вертикально. Між шківами верстата з рухомим столом розміщений циліндричний стержень, що направляє утюжок, яким шліфувальна шкурка притискується до площини.
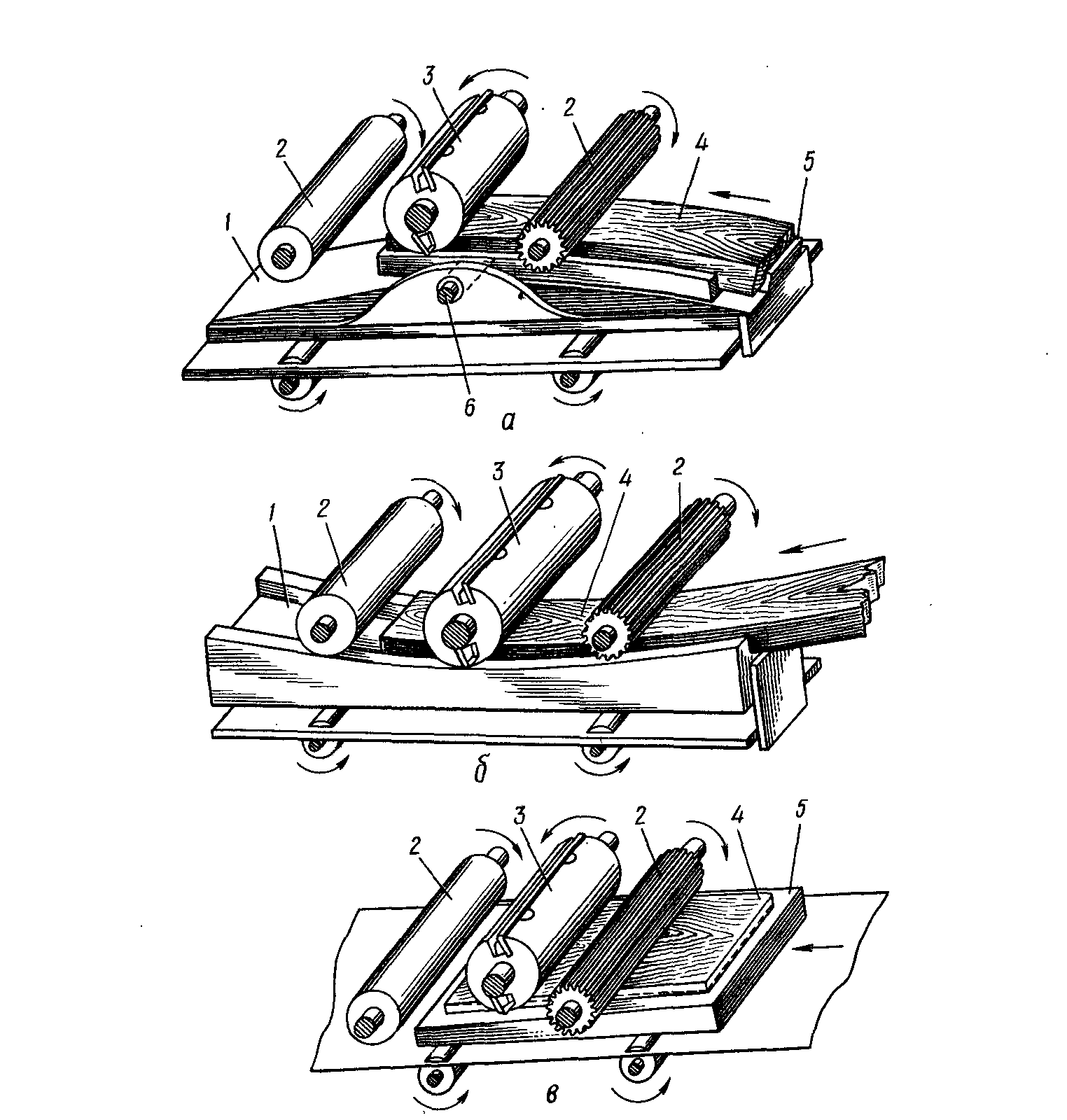
Схема шліфувальних верстатів: А – з вільною стрічкою, б – з горизонтальним нерухомим столом, в – з вертикальним нерухомим столом, г – з рухомим столом і коротким утюжком, д – з рухомим столом і довгим секційним утюжком, е – з стрічкою розмішеною на ребро, є – з контактними барабанами одно стрічковий, ж – багато стрічковий, з – широко стрічковий з контактним барабаном одно стрічковий. і – теж двострічкови, к – теж комбінований з барабаном і шліфувальним циліндром. А – технологічна схема роботи верстата, б – схема роботи секційного валика нижній задній валець, 1-2 – нижній передній валець. 3 – етіл. 4 – гребінка проти викидання. 5 – вал переднього верхнього подавального вальця. 6 – притискував – підпір. 7 – ножовий вал. 8 – задній притискач. 9 – секційне кільце. Заготовки
Пристрій для простругування заготовки на рейсмусових верстатах з поверхнею: Робочого місця Робоче місце - це частина простору, пристосована для виконання працівником (групою працівників) свого виробничого завдання, первісна ланка будь-якого підприємства. Відповідно під робочим місцем співробітника органів внутрішніх справ слід розуміти зону трудової діяльності, що оснащена необхідними організаційно-технічними засобами, зв'язком, обладнанням та іншими спеціальним приладдям для виконання ним своїх обов'язків. У загальному плані щодо сфери матеріального виробництва робоче місце включає: основне і допоміжне виробниче обладнання (верстати; механізми; агрегати; засоби, що забезпечують безпеку праці; захисні прилади, які поліпшують санітарно-гігіснічні умови праці; енергетичні установки; комунікації); технологічне і організаційне оснащення (установочні та інші пристосування» інструмент, контрольно-вимірювальні пристрої, столи, верстати, інструментальні тумбочки, стелажі, шафи, стільці, крісла). Розрізняють робочі місця робітників (основних, допоміжних, обслуговуючих), інженерно-технічного і адіміністративно-управлінського персоналу. Організація робочого місця тісно по-п'язана з організацією праці і виробництва на підприємстві. Вдосконалення робочого місця має на меті створення такої матеріальної обстановки праці, яка б забезпечувала підвищення її продуктивності, сприяла б збереженню здоров'я і розвитку особистості працівника. При організації робочого місця враховуються антропометричні дані, висновки наукової організації праці, рекомендації фізіології, психології і гігієни, вимоги ергономіки, інженерної психології і технічної естетики. Головні цілі вдосконалення організації й обслуговування робочих місць полягають у тому, щоб забезпечити їх раціональне розміщення, розумно розпланувати на обмеженій виробничій члоїці необхідні елементи їх оснащення, створити зручність і комфорт в роботі, для виконавців, захистити їх від можливості шкідливих впливів несприятливих факторів зовнішнього середовища, забезпечити можливість безперебійного обслуговування робочих місць усім потрібним для успішного виконання виробничих завдань. Рівень організації та обслуговування робочих місць значно впливає на ступінь важкості стомливості й привабливості праці. Чим раціональніше організоване робоче місце, чим воно зручніше, чим краще забезпечене всім необхідним для безперебійної та ритмічної роботи, тим менш утомливою буде праця, тим більша її привабливість, тим вищі працездатність працівника і рівень продуктивності його праці. Різноманітність та специфіка робочих місць різних сфер діяльності не дають єдиного рецепта їх раціональної організації. Однак існує ряд загальних принципів проведення цієї роботи. Перед тим, як приступити до їх викладення, слід розглянути існуючу класифікацію робочих місць за однорідними ознаками. Залежно від рівня механізації праці виконавців розрізняють три види робочих місць: робочі місця ручної праці, де один або декілька виконавців виконують операції за допомогою різних знарядь праці; механізовані робочі місця, де виконавець впливає на предмет праці за допомогою механізованого інструмента або машини, праця котрих визначається і спрямовується робітником; автоматизовані робочі місця, де робота здійснюється механізмами, виконуючими усі технологічні операції у заздалегідь встановленій послідовності. Роль виконавця тут - регламентувати робочий процес згідно із заданою технологією. Залежно від кількості виконавців робочі місця розподіляються на індивідуальні, які обслуговуються одним працівником, та колективні, що призначаються для групи працівників (бригади). За ступенем спеціалізації розрізняють спеціалізовані робочі місця, де виконується певна операція або обмежене число однотипових робіт (такі робочі місця є типовими для серійної та масового виробництва), і універсальні робочі місця, котрі призначені для виконання різних робіт Залежно від кількості обслуговуваного обладнання робочі місця можуть бути і одноверстатні (одноагрегатні, багатоапаратні) та багатоверстатні (багатоагрегатні, багатоапаратні). За просторовим розміщенням робочі місця можуть бути поділені на стаціонарні, тобто такі, що не змінюють свого розміщення в просторі, і пересувні, які змінюють своє просторове розміщення згідно з характером та габаритами обладнання, технологією і потребами виробництва (наприклад, робоче місце маляра, який мурує стіни з цегли: робоче місце експерта криміналіста на місці події). У масовому виробництві повторюваність операцій дуже значна. У зв'язку з цим робочі місця оснащуються тут вузькоспе-ціалізованим обладнанням, пристосуваннями для виконання якоїсь однієї операції. Такі робочі місця забезпечуються обмеженою кількістю видів інструменту при його високій спеціалізації, тому відпадає необхідність в інструментальних шафах.
Визначення Норм часу праці В даний час на підприємствах використовують системи норм праці, які відображають різні сторони трудової діяльності. Найбільш широко застосовуються норми часу, виробки, обслуговування, чисельності, управляємості, нормовані завдання. Норма часу - визначає необхідні затрати часу одного працівника чи бригади (ланки) на виконання одиниці роботи (продукції). Вимірюється в людино- годинах (людино-хвилинах). Норма виробітку - визначає кількість одиниць продукції, яка повинна бути виконана одним працівником чи бригадою за даний відрізок часу. Вимірюється в натуральних одиницях (штуках, метрах і т.д.). Норма обслуговування визначає необхідну кількість станків, робочих місць, одиниць виробничої площі та інших виробничих об'єктів, закріплених для обслуговування одним працівником чи бригадою. Норма чисельності визначає чисельність робітників необхідних для виконання певного обсягу роботи. Норма керованості визначає кількість робітників, яка повинна бути безпосередньо підпорядкована одному керівнику. Нормоване завдання визначає необхідний асортимент і обсяг робіт, які повинні бути виконані одним працівником чи бригадою за даний відрізок часу. На відміну від норм виробки вимірюється не тільки в інструментальних одиницях, айв нормо-гривнях, нормо-годинах. Всі названі види норм встановлюються виходячи з необхідних затрат часу на здійснення елементів виробничого процесу. Але робота по встановленню норм праці не зводиться лише до норм праці. В загальному вигляді нормування праці і це вид діяльності по управлінню виробництвом, направлений на встановлення необхідних затрат і результатів праці, а також необхідним співвідношення між чисельністю працівників різних груп і кількістю одиниць обладнання. Отже, названі види норм праці не терплять всіх характеристик трудового процесу,
регламентація яких об'єктивно необхідна. При аналізі таких характеристик слід передусім виходити з оцінки трудового процесу по його ефективності, тобто по співвідношенню між затратами і результатами праці. Об'єктивно існує дві форми затрат праці: затрати робочого часу і норми затрат енергії працівників. Норми затрат робочого часу встановлюють час для виконання одиниці чи певного обсягу роботи одним чи декількома працівниками. До норм затрат робочого часу відносяться: норми подовженості і трудоємкості робіт і норми чисельності. Норми подовженості визначають час, за який може бути виконано одиницю роботи на одному станку чи робочому місці Норма трудоємкості операцій визначає необхідні затрати часу одного чи кількох робітників на виконання одиниці роботи чи виготовлення одиниці продукції по даній операції.
Розрахунок норм часу праці на виготовлення кришки Обладнання: торцування на універсальному верстаті Ц-6 Розрахункова формулв Де: Т – тривалість зміни за, хв. Kg – 0.9 Km – 0.9 N – кількість M – додаткові різні вирізування дефектних місць і торцування Приклад розрахунку
Обладнання: повздовжній розкрій на універсальному верстаті Ц – 6 Розрахункова фомула Де: Kk – 0,9 Kg – 0,9 Km – 0,9 L – довжина пропилу в м… Mp – кількість різців на одній заготовці T – тривалість зміни хв. Приклад розрахунку
Обладнання: фугування в кут на верстаті СФ6 – 1 розрахункова формула
Де: Kk – 0,9 – 0,92 Kg – 0,9 – 0,88 Km – 0,9 0,8 L – довжина пропилу в м… N – кількість заготовок
T – тривалість зміни хв. Приклад розрахунку
Обладнання: рейсмусовий верстат CP–8 Розрахункова формула: Де: Kk – 0,88 – 0,9 Kg – 0,8 – 0,93 Km – 0,9 – 0,8 L – довжина зоготовок в м… n – кількість заготовок що одночасно обробляєтбся T – тривалість зміни хв M – середня кількість проходів при фугуванні (в середньому 2) Приклад розрахунку.
Обладнання: Фезерний внрстат ФС – 1 Розрахункова формула Де Kg – 0,9 – 0,93 Km – 0,5 – 0,8 (при лінійці 0,5 – 0,8) L – довжина заготовки Приклад розрахунку
Обладнення: стрычкопилковий верозрахунковарстат ЛС-80 Розрахункова формула:
Де: Kg – 0,9 Km – 0,3 – 0,6 L – довжина заготовкив м n – кількість отворів одного отвору за один робочий хід T= T=60 T=60 Приклад розрахунку:
Обладнання: стрічко шліфувальний верстат ШлПС-2 Розрахункова формула Де: Kg – 0,8 – 0,85 Km - 0,8 – 0,9 Тц – час циклу (беремо середній час) N – кількість заготовок. Приклад розрахунку.
До сучасних меблів ставлять утилітарні, техніко-економічні і естетичні вимоги. Утилітарні вимоги передбачають проектування та виготовлення функціонально оправданих меблів, які за своєю номенклатурою, форми і розмірів забезпечували б потреби сім'ї та були зручні у використанні. Тобто, це найбільша їх практичність в умовах експлуатації. Номенклатура меблевих виробів тісно пов'язана з площею помешкань, планування та обстановкою квартир, кількісним та віковим складом сім'ї, яка мешкас. На ряду з появою новацій в сфері квартир, поглядів на інтер'єр, змінюється і номенклатура, відповідно вимоги щодо її змісту. Форма виробів меблів повинна максимально відповідати їх функціональному призначенню. Форми виробів меблів дозволяти організовувати інтер'єр в відповідності з його функціональним призначенням. Меблі доповнювали гармонійно одні одних створюючи одну композицію в раціональному та максимально зручному розташуванні. Враховуючи планування квартири, або іншого помешкання, та вікові і індивідуальні особливості мешканців. Щодо конструювання дитячих меблів, то слід дуже сірого ставитися до утилітарних вимог. Ці меблі потрібно конструювати з таким розрахунком, щоб вона сприяла правильному фізіологічному розвитку дитини. Меблі повинні також відповідати певним вимогам гігієни. Сучасні меблі виготовляють з гладкою, рівною поверхнею, без зайвих заглиблень, зазорів та виступів, щоб на її поверхні менше накопичувалося пилу і вони були І зручні для протирання. Дотримуючись гігієнічних вимог, меблі, призначені для лікарень, фарбують у світлі кольори, так як на світлих тонах добре помітні забруднення, а також застосовують таке облагородження, яко витримало обробку дезинфікуючими засобами. Утилітарні вимоги визначаються також вагою меблів, яка повинна бути оптимальною, так як дуже важкі вироби незручні при транспортуванні, а дуже легкі при експлуатації. Техніко - економічні вимоги, які впровадженні до сучасних меблів, заключаються в тому, щоб їх конструкція відповідала індустріальним способам виробництва, означає, що меблі повинні конструюватися з сучасних матеріалів і бути технологічним. Меблі повинні бути міцними та довговічними. Для того, щоб при бережному ставленні та сучасному ремонті меблі були довговічними, служили довгий термін. Тому одним головних вимог щодо меблів є те, щоб меблі в процесі своєї експлуатації зберігали свою міцність. Для цього слід раціонально розробити конструкцію виробу вірно підібрати кутові з'єднання, підібрати розміри деталей. Якщо при виготовленні виробів з'єднання не можуть забезпечити достатню міцність з'єднання то вводять додаткові кріплення: металеві або пластмасові кутники, стяжки, бобишки. При конструюванні меблів слід враховувати їх вартість. Меблі будуть дешевші, якщо їх конструкція буде простішою і не дорогий матеріал, який використовується при виготовленні. Слід також раціонально використовувати цей матеріал. Напри-лад, вбудовані меблі вимагають менше затрат матеріалів ніж звичайні. Також меблі повинні відповідати вимогам діючих на них технічних вимог. Естетичні вимоги до меблів-це їх зручність у використанні, що також дозволяє гарно обставити квартиру у відповідності з сучасними естетичними поглядами та поняттями, якими найчастіше потребами користуються люди. Естетичні вимоги передбачають створення виробів з гарним опорядженням, виразними формами та пропорціями або виробів, нейтральними по формі та опорядженні. Естетика меблів і її зручність, цілеспрямованості, прості форми, високим
рівнем використання, гармонійному поєднанні з інтер'єром. При виготовленні виробу слід врахувати, що він повинен відповідати функціональним розмірам, а також вірно підібрати матеріал для його виготовлення. Щоб матеріал не містив дефекти: сучків, тріщин, темних плям, При виконанні опорядження необхідно застосовувати не токсичні матеріали (барвники, лаки, грунтівки, тощо). Клей повинен мати добру адгезію, швидко висихати, рівномірно наноситися на поверх-полотно. Лак при висиханні не повинен розтріскуватися, не повинен утворювати потоків. Відповіно з умовами експлуатації лак створює захисну оболонку для виробу, від дій навколишнього середовища де використовується той чи інший виріб.
Охорона праці Охорона праці - це комплекс заходів, спрямований на охорону робітників від виробничих травм, шкідливої дії отруйних речовин та усунення причин, що викликають травматизм. Під виробничою травмою розуміють те чи інше тілесне пошкодження працюючого, яке зчинилось на виробництві, по дорозі на роботу (або з роботи), на території підприємства, протягом робочого дня внаслідок якого тимчасово втрачається працездатність. Побутова травма включає усі нещасні випадки, що зчинилися поза виробництвом і не пов'язані з ним. Заходами, спрямованими на створення безпечних умов праці, усунення випадків травматизму, професійних отруєнь і захворювань, займаються установи ПОСП. Техніка безпеки є невід'ємною частиною комплексу заходів по охороні праці. До виробничого травматизму належать: пошкодження кісток, зв'язок, м'язів, шкіри, порізи, переломи, вивихи, струс мозку, ураження електричним струмом. До нещасних випадків, що зчинилися на виробництві і розслідуються, належать також випадки обморожування, гострого отруєння і теплові удари. Під професійним захворюванням розуміють порушення здоров'я працюючого, що виникло внаслідок повільно діючої отруйної пари або газів, пилу, шуму, вібрації тощо. Усі виробничі травми з втратою працездатності більше ніж на один робочий день розслідуються і реєструються; майстер одержавши звістку про нещасний випадок зобов'язаний терміново сповістити про це директора підприємства, або голову завкому, а потім разом із громадським старшим інспектором по ОП протягом 24 годин розслідувати причини того що сталось І скласти акт. На місці де трапився нещасний випадок із смертельним кінцем, забороняється працювати до початку розслідування, або змінювати робоче місце; тільки після закінчення розслідування або лише з дозволу комісії, яка Іпроводить розслідування можна починати роботу. Усі хто працює на підприємствах будівельної індустрії зобов'язані засвоїти безпечні методи робіт і добре знати правила техніки безпеки. Кожний робітник може бути допущений до роботи, тільки після проведення вступног інструктажу з техніки безпеки, інструктажу по безпечних методах робіт на робочому місці і після проходження курсів з техніки безпеки. Вступний інструктаж проводить інженер з техніки безпеки з кожним робітником, який приступає до роботи шляхом бесіди і показу наочного приладдя. Проведення вступного інструктажу реєструють у журналі, який знаходиться у інженера з техніки безпеки або головного інженера підприємства. Вступний інструктаж знайомить робітника із причинами, що викликають травматизм: несправність обладнання, інструменту, проблеми в електромережі, неправильні методи роботи, тощо. Робітник знайомиться також з правилами поведінки на території підприємства при навантажувально-розвантажувальних роботах. Крім того кожен працюючий повинен знати організацію свого робочого місця, методи безпечної роботи на машинах та з інструментами, розглянути питання електробезпеки і ознайомитись з правилами особистої гігієни на виробництві. На робочому місці інструктаж проводить майстер, який докладно пояснює обов'язки, порядок утримання робочого місця, будову механізму, правила пуску, зупинки і зміщування верстатів тощо і правил техніки безпеки. Робітник повинен знати, як поводитись з матеріалом, готовими виробами, як підновити матеріали і укладати їх, правила користування захисними обладнаннями, робочим одягом. Для правильної експлуатації д/о устаткування кожний працюючий повинен знати призначення, технічну характеристику і будову верстата, порядок встановлення різального інструменту, налагодження правила і режим роботи на верстаті, правила техніки безпеки, види дефектів. Знаючи будову верстата можна більш раціонально використовувати його за призначенням, точно визначати розміри оброблювальних деталей. Залежно від швидкості подачі, різання і потужності привода встановлюється режим обробки, крім цього працюючому треба знати будову різального інструменту, способи його установлення і налагоджування. Правильність добору і підготовки різального інструменту має велике значення для одержання якісних виробів. Процес налагодження і регулювання верстата включає обладнання річильного інструменту, регулювання направляючих упорів, обмежувачів і притискачів, механізмів подачі. Швидкість подачі і різання залежить від розмірів оброблюваних деталей, глибини і профілю обробки, породи дерева й інших факторів. Правила експлуатації устаткування передбачають перевірку вправності механізмів подачі, різання, керування, огороджуючих мастильних і гальмівних пристроїв, пуск і зупинку верстата, вмикання і вимикання подачі, правильне визначення установлення інструменту, притисків, упорів, направляючих. Після закінчення роботи верстат і пристрої повинні бути очищеними від стружки, тирси і бруду. Якщо у процесі роботи верстата були виявлені дефекти, про це необхідно сповістити майстра. Пожежі завдають народному господарству великі збитки. Основні причини пожеж — це невміле поводження з вогнем, куріння у пожежо-небезпечних місцях, несправності в електромережі, неправильне зберігання легкозаймистих матеріалів тощо. Для попередження пожеж необхідно щоденно дотримуватись і протипожежних правил. Треба систематично перевіряти електромережу своєчасно усувати її несправності. У місцях відведених для куріння, слід поставити діжки з водою і ящики з піском для недокурків. Для подачі сигналів про пожежу майстерня повинна мати пожежну сигналізацію - електричну і світлову. Для забезпечення боротьби з пожежами і профілактики пожеж на кожному підприємстві із складу працюючих створюються добровільні пожежні дружини. На кожній зміні повинна бути мінімально необхідна кількість робітників пожежної дружини. На круглопилкових верстатах для поперечного розкроювання слід дотримуватись таких правил: І. Пилка має бути добре підготовлена, встановлена і захищена автоматично діючим пристроєм; не можна стояти поблизу пилки проти напрямку обертання І пилкового диска 2. Подавати заготовки можна лише тоді, коли пилка у вихідному положенні; перед подачею до пилки кінці заготовки можна вирівнювати на відстані від передніх зубців пилки, не меншій ніж 0,5 м. Якщо заготовку підрівнюють на каретці, то її можна відтягнути від пилки і закріпити собачкою або гачком, щоб вона знову не прокотилась до пилки: каретка для і подавання матеріалу мас буги забезпечена щитками, які б закривали передню частину пилки, що виходить за упор. На круглопилкових верстатах для поздовжнього розкроювання необхідно керуватись такими правилами: 1. При ручній подачі частина пилки, розміщена над столом, має бути захищена надійним кожухом, який автоматично опускається на розпилювальний матеріал будь-якої товщини і закриває всі зубці; нижню частину пилки (під столом) захищають двома щитами, які розміщені один від одного на відстані не більш як 100 мм і виступають за лінію вершин зубців не менше ніж на 100 мм. Ці " захисні пристрої не повинні утруднювати зміну пилки і видалення тирси. 2. Розклинювальний ніж встановлюють за пилкою на відстані, не меншій ніж 10 мм від її зубців, а по висоті — на 10—15 мм вище від зубців пилки. овщина розклинювального ножа має бути на 0,5 мм більша, ніж ширина розводу зубців. 3. На верстаті з ручною подачею при допилюванні кінців дощок потрібно користуватися колодкою-штовхачем. 4. При поперечному розпилюванні на універсальних верстатах каретка має І бути забезпечена надійними затискачами, а стіл — упорами, що обмежують рух каретки.
На фугувальних не регатах слід дотримуватись таких правил: 1. На верстатах з ручною подачею необхідно закривати ножовий вал автоматично діючим віяловим захистом, який у процесі фрезерування відкриває тільки ту частину ножового вала, по якій проходить заготовка. 2. Па краях плит стола, що біля ножового вала, мають бути сталеві накладки па відстані 3 – 5 мм від кола, що описують ножі, для підпору волокон у процесі фрезерування. 3. Мри поздовжньому фрезеруванні деталей, коротших від 400 мм, вужчих від 50 мм і товщих від 30 мм, при ручній подачі матеріалу потрібно користуватися колодкою - штовхачем. 5. Ножі з вала повинні виступати не більш як на 2 мм. 6. Короткі та криволінійні деталі можна фрезерувати тільки застосовуючи спеціальні шаблони. 7. Фугувальні верстати не можна використовувати для профільного фрезерування. На рейсмусових верстатах необхідно дотримуватись таких правил: 1. Одночасне фрезерування двох і більше деталей різної товщини допускається тільки за умови надійного притискування подавальними валиками кожної з них. 2. Запобіжні упори слід встановлювати в усіх верстатах незалежно від наявності подавальних секційних валиків. 3. На передньому краю стола додатково встановлюють завісу із планок. 4. Рифлені валики не повинні мати тріщин, вибитих ребер, спрацьованих і поверхонь. 5. Оброблювані заготовки не повинні бути коротшими ніж відстань між центрами подавальних валиків (передніх і задніх) плюс 50 мм.
На фрезерних верстатах з нижнім розміщенням шпинделя і ручною подачею: 1. Різальний інструмент має бути забезпечений автоматично діючими захисними пристроями. 2. Перед початком роботи слід перевіряти кріплення всіх рухомих частин, особливо фрез і ножових головок. 3. Працюючи по копіру, заготовку необхідно міцно закріпити в цулазі. 4. Фрезеруючи короткі деталі по лінійці, потрібно застосовува
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 349; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.8.2 (0.018 с.) |






 352шт/зм
352шт/зм




 Hмвиличина ходу свердла
Hмвиличина ходу свердла






