Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типы нефтеперерабатывающих заводовСодержание книги
Поиск на нашем сайте
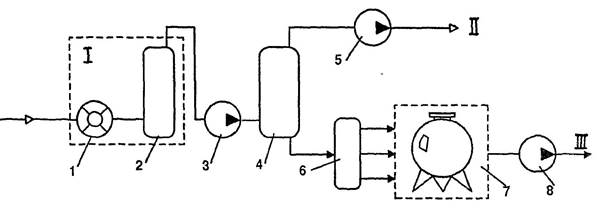
Ни один завод не может вырабатывать всю номенклатуру нефтепродуктов, в которых нуждаются близлежащие потребители. Это связано с тем, что современные установки и производства проектируются на большую производительность, т.к. в этом случае они более экономичны. Недостающие нефтепродукты завозятся с НПЗ, расположенных в других регионах. Нефтеперерабатывающие заводы (НПЗ) бывают пяти основных типов: 1) топливный с неглубокой переработкой нефти; 2) топливный с глубокой переработкой нефти; 3) топливно-нефтехимический с глубокой переработкой нефти и производством нефтехимической продукции; 4) тошшвно-масляный; 5) энергонефтехимический. На заводах первых двух типов вырабатывают в основном различные виды топлива. При неглубокой переработке нефти получают не более 35 % светлых нефтепродуктов, остальное -топочный мазут. При глубокой переработке соотношение обратное. Это достигается применением вторичных методов переработки нефти каталитического крекинга, коксования, гидрокрекинга и др. На заводах топливно-нефтехимического типа вырабатывают не только топлива, но и нефтехимические продукты. В качестве сырья используют либо газы, получаемые при глубокой переработке нефти или бензиновые и керосино-дизельные фракции первичной перегонки нефти. На заводах топливно-масляного типа наряду с топливами вырабатывают широкий ассортимент масел, парафины, битум и другие продукты. Заводы энергонефтехимического типа строят при ТЭЦ большой мощности или вблизи нее. На таких заводах в процессе перегонки нефти отбирают бензиновые, керосиновые и дизельные фракции, а мазут направляют на ТЭЦ в качестве топлива. Полученные фракции светлых нефтепродуктов используют в качестве сырья для нефтехимического производства. ПЕРЕРАБОТКА ГАЗОВ Исходное сырье и продукты переработки газов Легкие углеводороды содержатся в природных горючих газах (чисто газовых, нефтяных и газоконденсатных месторождений), а также в газах, получаемых при переработке нефти. Природные горючие газы состоят в основном из смеси парафиновых углеводородов. Кроме того, в их состав могут входить азот, углекислый газ, пары воды, сероводород, гелий. Природные горючие газы перерабатывают на газоперерабатывающих заводах, которые строят вблизи крупных нефтяных и газовых месторождений. Предварительно газы очищают от мехпримесей (частиц пыли, песка, окалины и т.д.), осушают и очищают от сероводорода и углекислого газа. Продуктами первичной переработки природных горючих газов являются газовый бензин, сжиженные и сухие газы, технические углеводороды: этан, пропан, бутаны, пентаны. Газы, получаемые при первичной и вторичной (особенно там, где используют термокаталитические процессы) переработке нефти, кроме предельных парафиновых углеводородов содержат и непредельные - олефины. Этим они отличаются от природных горючих газов. Основные объекты газоперерабатывающих заводов На газоперерабатывающих заводах (ШЗ) с полным (законченным) технологическим циклом применяют пять основных технологических процессов: 1) прием, замер и подготовка (очистка, осушка и т.д.) газа к переработке; 2) компримирование газа до давления, необходимого для переработки; 3) отбензинивание газа, т.е. извлечение из него нестабильного газового бензина; 4) разделение нестабильного бензина на газовый бензин и индивидуальные технически чистые углеводороды (пропан, бутаны, пентаны, н-гексан); 5) хранение и отгрузка жидкой продукции завода. Газоперерабатывающее производство может быть организовано не только как ГПЗ, но и как газоотбензиниваюшая установка в составе нефтегазодобывающего управления (НГДУ) или нефтеперерабатывающего завода (НПЗ). Это делается когда количество исходного сырья невелико. Принципиальная технологическая схема ГПЗ приведена на рис. 9.1. Газ поступает на пункт приема под давлением ОД 5...0,35 МПа. Здесь сначала производят замер его количества, а затем направляют в приемные сепараторы, где от газа отделяют механические примеси (песок, пыль, продукты коррозии газопроводов) и капельную влагу. Далее газ поступает на установку очистки газа 2, где от него отделяют сероводород и углекислый газ. Компрессорная станция 1-й ступени 3 предназначена для перекачки сырьевого («сырого») газа. Сжатие осуществляется в одну, две или три ступени газомоторными компрессорами (10 ГК, 10 ГКМ, 10 ГКН) или центробежными нагнетателями (К-380, К-980). На отбензинивающих установках 4 сырьевой газ разделяют на нестабильный газовый бензин, отбензиненный газ и сбросной газ. Нестабильный бензин направляют на газофракционирующие установки 6. Отбензиненный («сухой») газ компрессорной станцией П-й ступени 5 закачивается в магистральный газопровод или реализуется местным потребителям. Сбросной газ используют для топливных нужд котельной и трубчатых печей. Газофракционирующие установки 6 предназначены для разделения нестабильного бензина на газовый (стабильный) бензин и индивидуальные технически чистые углеводороды: этан, пропан, бу-таны, пентаны и н-гексан. Получаемые продукты газоразделения откачивают в товарный парк 7, откуда впоследствии производится их отгрузка железнодорожным транспортом или по трубопроводам. Отбензинивание газов Для отбензинивания газов используются компрессионный, абсорбционный, адсорбционный и конденсационный методы. Компрессионный метод Сущность компрессионного метода заключается в сжатии газа компрессорами и последующем его охлаждении в холодильнике. Уже при сжатии тяжелые компоненты газа частично переходят из газовой фазы в жидкую. С понижением температуры выход жидкой фазы из сжатого газа возрастает. Компрессионный метод применяют для отбензинивания «жирных» газов, в которых содержится более 1000 г/м! тяжелых углеводородов. Оптимальным для нефтяных газов является давление компримирования 2...4 МПа.
Рис. 9.1. Принципиальная технологическая схема ГПЗ: 1 - узел замера количества газа; 2 - установка очистки газа; 3 - компрессорная станция; 4 - отбензиниваюшие установки; 5 - компрессорная станция 2-й ступени; 6 - газофракциоиирующие установки; 7 - товарный парк; 8 - пункт отгрузки жидкой продукции. I - пункт приема газа; II - сухой газ потребителям; III - жидкая продукция потребителям
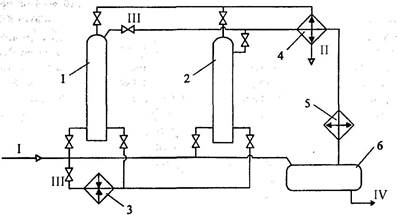
Абсорбционный метод Сущность абсорбционного метода состоит в поглощении тяжелых углеводородов из газовых смесей жидкими поглотителями (абсорбентами). В качестве таких поглотителей могут быть использованы керосин, дизельный дистиллят, масла. При физической абсорбции поглощаемые углеводороды не образуют химических соединений с абсорбентами. Поэтому обычно физическая абсорбция обратима, т.е. поглощенные компоненты можно выделить из абсорбентов. Этот процесс называется десорбцией. Чередование процессов абсорбции и десорбции позволяет многократно применять один и тот же поглотитель. Количество поглощенных газов при абсорбции увеличивается с повышением давления и понижением температуры. Чем больше молярная масса компонентов газа, тем в большем количестве он поглощается одной и той же жидкостью. Принципиальная схема абсобционно-десорбционного процесса приведена на рис. 9.2. Исходный (сырьевой) газ I подается в нижнюю часть абсорбера 1. Поднимаясь вверх, газ контактирует с абсорбентом, стекающим по тарелкам абсорбера вниз, в результате чего (вследствие массообмена) целевые компоненты из газа переходят в жидкость. Очищенный газ II выходит из верхней части абсорбера, а насыщенный абсорбент IV - из нижней части. Насыщенный абсорбент поступает в гидравлическую турбину 7, где совершает полезную работу, приводя в действие насос 3. В результате его давление снижается от давления абсорбции до давления десорбции. Далее насыщенный абсорбент нагревается в подогревателе 5 и поступает в верхнюю часть десорбера 6. В нижнюю часть десорбера 6 подается горячий десорбирующий агент (острый водяной пар) VI. В результате нагрева насыщенного абсорбента происходит процесс десорбции. Испарившиеся целевые компоненты V выходят через верхнюю часть десорбера, а регенерированный абсорбент - через нижнюю часть. Регенерированный абсорбент после рекуперации теплоты в теплообменнике 5 через промежуточную емкость 4 и холодильник 2 насосом 3 возвращается в абсорбер 1. Применение абсорбционного метода наиболее рационально для отбензинивания газов, содержащих от 200 до 300 г тяжелых углеводородов в 1 м3. Адсорбционный метод Адсорбцией называется процесс поглощения одного или нескольких компонентов из газовой смеси твердым веществом - адсорбентом. Процессы адсорбции обычно обратимы. На этом основан процесс десорбции - выделение из адсорбента поглощенных им веществ. В качестве адсорбентов применяются пористые твердые вещества, имеющие большую удельную поверхность - от сотен до десятков сотен квадратных метров на грамм вещества. Другой важнейшей характеристикой адсорбентов является их адсорбционная активность (или адсорбционная емкость) равная количеству целевых компонентов (в масс. %, граммах и т.п.), которое может быть поглощено единицей массы адсорбента. Адсорбционная активность адсорбентов зависит от состава газа, давления и температуры. Чем выше молярная масса газа и давление, а также чем ниже температура, тем адсорбционная активность выше. В качестве адсорбентов при разделении газовых смесей используют активированный уголь, силикагель и цеолиты. Принципиальная схема отбензинивания газов адсорбционным методом приведена на рис. 9.3. На отбензинивание подается газ, от которого предварительно отделена капельная влага. Это связано с тем, что попадание капельной жидкости в слой адсорбента вызывает его разрушение и снижение адсорбционной активности. Пройдя слой адсорбента, например, в адсорбере 1, сырьевой газ очищается от целевых компонентов. Для регенерации адсорбента в адсорбере 2 отбирается поток регенерационного газа III в количестве 15...30 % от расхода сырьевого газа. Регенерационный газ нагревается в подогревателе 3 и поступает в адсорбер 2, где адсорбированные компоненты переходят из слоя адсорбента в нагретый газ. По выходе из адсорбера регенерационный газ охлаждается: сначала потоком отбензинен-ного газа в холодильнике 4, а затем водой в холодильнике 5. Выпадающий при этом конденсат собирается в конденсатосборни-ке 6, а отбензиненный газ направляется на доочистку в работающий адсорбер 1. По мере насыщения адсорбента в адсорбере 1 он выводится на регенерацию, а в работу включается адсорбер 2. Для регенерации адсорбента применяют также пропарива-ние адсорберов острым водяным паром с последующим охлаждением выходящего влажного пара и отделением углеводородов. Адсорбционный способ отбензинивания углеводородных газов применяют при содержании тяжелых компонентов от 50 до 100 г/м;).
Рис. 9.2.Принципиальная схема абсорбционно-десорбционного процесса; 1 — абсорбер; 2 - холодильник; 3 - насос; 4 - промежуточная емкость; 5 -подогреватель; 6 - десорбер; 7 - гидравлическая турбина. I- сырьевой газ; II - газ, освобожденный от целевых компонентов; Ill-регенерированный абсорбент; IV- насыщенный абсорбент; V - целевые компоненты; VI - десорбирующий агент
Рис. 9.3 Принципиальная схема абсорбционного отбензинивания газовой смеси: 1, 2 - абсорберы; 3 - подогреватель; 4, 5 - холодильники; 6 - конденсато-сборник I - отсепарированный от жидкости сырьевой газ; II- отбензиненный газ; Ш-регенерационный газ; IV- сконденсированные тяжелые углеводороды;
Конденсационный метод Сущность конденсационного метода заключается в сжижении тяжелых углеводородных компонентов газа при отрицательных температурах. Применяют две разновидности конденсационного метода отбензинивания газов: низкотемпературная конденсация (НТК) и низкотемпературная ректификация (НТР). Процесс низкотемпературного отбензинивания состоит из 3-х стадий: а) компримирования газа до давления 3...7 МПа; б) охлаждения сжатого и осушенного газа до температуры -Ю...-80°С; в) разделения образовавшейся газожидкостной смеси углеводородов на нестабильный газовый бензин и «сухой» газ. Две первые стадии процесса при применении НТК и НТР одинаковы. Отличие между ними заключается в третьей стадии. В схеме НТК (рис. 9.4) газожидкостная смесь под давлением 3...4 МПа проходит систему холодильников 1-3 после чего разделяется в сепараторе 4. Образовавшийся конденсат после использования в качестве хладагента в холодильниках 1,2 подается в деэтанизатор 5, а сухой газ - в газопровод. В конденсате кроме высококипящих углеводородов (C.(HS + высшие) присутствуют метан и этан, которые при его хранении, транспортировании и переработке, являются нежелательной примесью. Метан и этан отгоняют от углеводородного конденсата в деэтанизаторе 5 путем нагрева в кипятильнике 6. Углеводородные пары, отходящие с верха деэтанизатора, частично конденсируются в пропановом холодильнике 7 и направляются в рефлюксную емкость 8. Отсюда несконденсировавшийся газ отводится потребителям, а жидкая фаза насосом 9 закачивается в верхнюю часть деэтанизатора в качестве орошения. Деэтанизированный нестабильный бензин с низа деэтанизатора направляют на газофракционирующую установку. В схеме низкотемпературной ректификации в отличие от схемы НТК в ректификационную колонну (деэтанизатор) поступает вся газожидкостная смесь, образовавшаяся в результате компримирования и охлаждения сырьевого газа. То есть сепаратор 4 из схемы, изображенной на рис. 9.4, исключен.
Рис. 9.4 Принципиальная схема получения деганизированного бензина в установке НТК: 1-3 - холодильники; 4 - сепаратор; 5 - деэтанизатор; 6 - кипятильник; 7 -пропановый холодильник; 8 - рефлюксная емкость; 9 - насос I - сырьевой газ; II - сухой газ; III - нестабильный бензин; IV- деэтаиизи-рованный нестабильный бензин
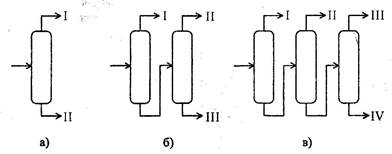
Рис. 9.5 Принципиальные схемы газофракционирования: а) - двухкомпонентная; б) - трехкомпонентная; в) - четырехкомпонентная
Процесс НТК по сравнению с процессом НТР имеет следующие преимущества: 1) благодаря предварительному отбору газовой фазы в сепараторе 4, деэтанизатор и другие аппараты установки имеют меньшие размеры; 2) вследствие относительно небольшого содержания метана и этана в сырье деэтанизатора конденсацию паров в холодильнике 7 можно осуществлять при сравнительно высоких температурах -5...-10 °С. Недостатками схемы НТК является то, что часть целевых компонентов теряется с газом, отбираемым из сепаратора 4. Этот недостаток устраняется более глубоким охлаждением сырьевого газа перед сепаратором, что требует больших затрат энергии. Считается, что схема НТР наиболее рациональна при извлечении пропана в пределах 50 % от потенциала, а схема НТР экономичнее при извлечении свыше 70 % пропана, содержащемся в исходном газе.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 849; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.156.226 (0.01 с.) |