Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Этапы построения диаграммы разброса (рассеивания)Содержание книги
Поиск на нашем сайте
1. Соберите парные данные (х, у), между которыми вы хотите исследовать зависимость, и расположите их. Данные для построения диаграммы разброса (рассеивания)
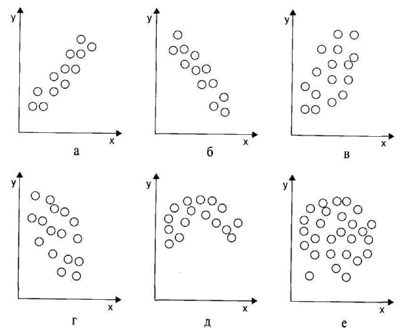
2. Найдите максимальные и минимальные значения для х и у. Выберите шкалы на горизонтальной и вертикальной осях так, чтобы обе длины рабочих частей осей х и у получились приблизительно одинаковыми (чтобы они уместились на экране компьютера или на стандартном листе бумаги), тогда диаграмму будет легче читать. При определении масштабов возьмите на каждой оси от 3 до 10 градационных делений и при обозначении этих делений используйте (для облегчения чтения) круглые числа. Если одна переменная — фактор, а вторая — характеристика качества, то выберите для фактора горизонтальную ось х, а для характеристики качества — вертикальную ось у. 3. На экране компьютера (на отдельном листе бумаги) начертите график и нанесите на него данные. Если в разных наблюдениях получаются одинаковые значения, покажите эти точки, либо рисуя концентрические кружки, либо нанося вторую точку рядом с первой. 4. Нанесите на диаграмму все необходимые обозначения, например: а) названии е диаграммы; б) интервал времени сбора данных; в) число пар данных; г) названия и единицы измерения для каждой оси; д) дата составления диаграммы; е) имя (и прочие данные) человека, который составлял эту диаграмму. Убедитесь, что перечисленные выше данные, отраженные на диаграмме, понятны любому человеку, а не только тому, кто строил диаграмму. Типичные виды диаграмм разброса (рассеивания) приведены на рис.После построения диаграммы рассеивания необходимо изучить связи между х и V, но для установления силы связи в количественных терминах полезно вычислить коэффициент корреляции в соответствии со следующим определением:
где n — число пар данных; хi, yi — собранные статистические данные; — средние арифметические значения соответствующих факторов х и у; г — коэффициент корреляции, который принимает значение из диапазона -1 ≤ г ≤ 1. Если абсолютное значение г окажется больше 1, то совершенно ясно, что произошла ошибка и вы должны пересчитать результат.
\ Контрольная карта — это графическое средство принятия решений относительно стабильности или предсказуемости любого процесса, что определяет способы управления соответствующим процессом. Теория контрольных карт различает два вида изменчивости. Первый вид - случайная изменчивость, вызываемая "общими" или "случайными" причинами. Она обусловлена широким набором таких причин, которые присутствуют постоянно, которые нелегко или экономически нецелесообразно в данный момент выявить, и среди которых нет заметно преобладающих. Однако в целом сумма всех этих причин создает то, что можно считать системной изменчивостью (вариабельностью) процесса. Предотвращение или уменьшение влияния обычных причин требует управленческих решений, направленных в первую очередь на изменение системы. Второй вид изменчивости представляет собой случайные вмешательства в процесс таких причин, какие не свойственны процессу внутренне, не принадлежат системе и могут быть обнаружены и устранены, по крайней мере теоретически. Эти причины принято называть "специальными" или "особыми" причинами вариабельности. К ним, например, могут быть отнесены недостаточная однородность материала, поломка инструмента, ошибки персонала, невыполнение процедур, и т.п. До тех пор, пока в процессе присутствуют спецальные причины вариаций, он, по определению, предложенному Шухартом, является не стабильным, или не управляемым. Поэтому Цель контрольных карт - определить, стабилен ли процесс. Если нет, то главная задача - приведение процесса в стабильное состояние, для чего нужно найти коренные причины вмешательства в систему и устранить их. Если в процессе присутствуют только общие причины вариабельности, то он находится в статистически управляемом состоянии. Важно иметь в виду, что границы контрольных карт Шухарта рассчитываются по данным о самом процессе, не имеют отношения к допускам, и не являются линиями каких-либо вероятностей. Контрольные карты по количественным признакам - это, как правило, сдвоенные карты, одна из оторых изображает изменение среднего значения процесса, а другая - разбросса процессами. Разброс может вычисляться на основе размаха процсса R (разница между наибольшим и наименьшим значением) или на основе среднеквадратического отклонения процесса S.
Контрольные карты по качественным признакам включают следущие виды: 1) Карта для доли дефектных изделий p-карта В p-карте подсчитывается доли дефектных изделий в выборке. Она Применяется, когда объем выборки переменный; 2)карта для числа дефектных изделий pn-карта В np-карте подсчитывается чиисло дефектных изделий в выборке. Она применяется, когда объем выборки постоянный; 3)карта для числа дефектов в выборке с-карта В с-карте подсчитывается число дефектов в выборке; 4)карта для числа дефектов на одно изделие u-карта В u-карте подсчитывается число дефектов на одно изделие в выборке. При построении контрольных карт, в качестве ориентира- проводится центальная линия (ЦЛ) - прямая, параллельная ос абсцисс и определяющая среднее процесса. Её расстояние от оси абсцисс соответствует заданному нормативной или техничесской документации номинальному значению контролируемого параметра, например, центру поля допуска, математичесскому ожиданию знаачений выборочной хпрпктеристики, значению параметра, полученному в ходе предварительного иследования процесса, находящегося в статистичесски управляемом состоянии, или же оценочному значению, прогназируемому по результатам изучения предыстории процесса. Параллельно ЦЛ на контрольной карте наносятся две линии - верхняя (ВКГ) и нижняя (НКГ) контрольные границы, называемые иногда границами регулирования. По существу, контрольные границы, указывающие момент разладки процесса, ограничивают диапазон неизбежного разброса значений выборочной характеристики, т. е. разброса, обусловленного неустранимыми в настоящее время обычными причинами, и позволяют судить, находится ли процесс в статистичесски управляемом состоянии, или он подвергнут влиянию особых причин. Вид контрольной карты:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 434; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.63.107 (0.009 с.) |