
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Стан поверхні металу (включаючи первинніСодержание книги
Поиск на нашем сайте захисні плівки) десяті долі вольта (0.1-0.3 В)
Адсорбція атомів і молекул на поверхні соті та десяті до вольта металу (особливо газів
Механічні деформації та напруження тисячні та десяті долі вольта (0.001 -0.15 В) \1
Хімічна природа і концентрація робочого розчину десяті долі вольта і вольти (0.3 - 1 В)
Температура (зміна на кожні 100С) соті долі вольта (0.01-0.02В)
1/ В місцях локалізації механічних деформацій і напружень (зварні з'єднання тощо) може бути значна мікроелектрохімічна гетерогенність металу (0.10-0.15 В).
Вплив залишкових напружень на анодну поляризаційну криву локальних ділянок зварного з'єднання показано на рисунку 1.2. Анодна поляризаційна крива для ділянки з максимумом напружень значно відрізняється від кривої для основного металу, який не зазнав зварювання. Ділянка кривої, яка відповідає області активного розчинення, зсунута в бік негативних потенціалів на величину 70 мВ, область пасивного стану зменшилась з 440 мВ для ненапруженого металу до 47 мВ; густина струму пасивації підвищилась на порядок.
Такий значний зсув потенціалу пасивації в бік негативних значень для біляшовної зони веде до особливої небезпеки локального порушення пасивного стану в тих робочих середовищах, де неіржавіюча сталь, при відсутності напружень, має високу корозійну тривкість. За цих умов підсилюється локальна корозія (в тому числі корозійне розтріс-кування) внаслідок наявності корозійних гальванопар на поверхні зварного з'єднання, таких як активна біляшовна зона - пасивна поверхня. Інтенсивність корозії зварних з'єднань, зумовлену електрохімічною неоднорідністю, можна спрогнозувати [8] через визначення різниці потенціалу між основним металом, швом І зоною термічного впливу (ЗТВ). Для визначення електродного потенціалу використовують широко розповсюджений метод, заснований на вимірюванні локальних електродних потенціалів в краплях електроліту, який наносять на досліджувану область поверхні. Також використовують модель, засновану на врахуванні впливу кожного легуючого елементу на загальний потенціал сталі. Будь-який хімічний елемент в залежності від електродного потенціалу і процентного вмісту, підвищує або знижує потенціал основи - заліза на величину j = [[ XFe = 100 - де n - число легуючих елементів в сталі з відповідним потенціалом; Після підстановки значень потенціалів легуючих елементів, які визначали в морській воді відносно водневого електроду, формула (1) набуває вигляду: j = [(-7,4 Mn – 0,46 Si + 2,53 Ni + 2,52 Cr + 3,25 Cu + 0,53 Nb + 3,22 Al + 3,8 Mo) 10-2 – 4,99 Fe 10-3 ] K Розраховані та експериментальні значення різниці потенціалів DЕ між металом шва та основним приведені в таблиці 1.1. Таблиця 1.1-Розраховані та експериментальні значення різниці потенціалів DЕ між металом шва та основним металом [8]
Для врахування впливу погонної енергії зварювання на електродний потенціал шва можна використати залежність [8]: jШ = j – (Q – 8,38) (1.3) де, j - потенціал. В, визначений за формулою (1.2) при К=0,91; Q - погонна енергія зварювання, кДж/см. Методи захисту зварних з'єднань від корозії - це перед усім зниження електрохімічної гетерогенності зварного з'єднання, для чого використовують такі засоби: 1. Термообробка зварного з'єднання (як до зварювання так і після) -проводиться для зниження рівня залишкових напружень та електрохімічної гетерогенності зварного з'єднання яка обумовлена рядом факторів, в т. ч. нерівномірним розподілом легуючих елементів; одержання термодинамічно стійкої структури металу шва і зони термічного впливу, тощо. 2. Раціональне легування металу шва - хімічний склад металу шва повинен максимально наближатися до хімічного складу основного металу. 3. Вибір оптимальної технології зварювання (І, U, Q тощо) - яка повинна забезпечити мінімальний рівень залишкових напружень, зменшення розмірів зони термічного впливу та шва, оптимальну структуру в зварному з'єднанні з мінімальною електрохімічною гетерогенністю, тощо. 4. Механічна обробка зварного з'єднання - утворення на поверхні зварного з'єднання напружень стиску та ін. 5. Використання інгібіторів корозії. 6. Використання захисних покриттів. 7. Раціональне конструювання зварної конструкції, яке повинно забезпечити відсутність: зон застою корозійного середовища, контакту різнорідних матеріалів, тощо (рисунок 1.3-1.5).
а б Рисунок 1.3 - Приклади ємності з нижнім зливом а - не раціональне, б - раціональне
а б в Рисунок 1.4 - Конструкції зварних стикових з'єднань труб а і б - піддаються щільовій корозії, в - не піддаються щільовій корозії
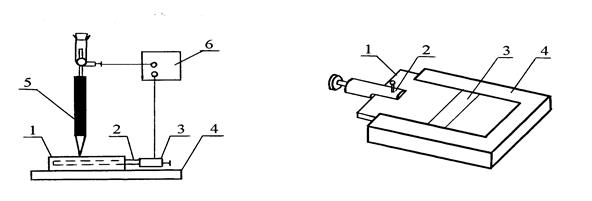
Рисунок 1.5 - Приклад конструкції, де інтенсивна корозія виникає внаслідок контакту вузлів, які виготовлені з різних матеріалів 1 - стальна балка; 2 - алюмінієвий бак; Експериментальна частина Вимірювання електродного потенціалу характерних зон зварного з'єднання проводимо за допомогою потенціометра. Схема експериментальної установки приведена на рисунку 1.6.
Рисунок 1.6 - Схема установки Рисунок 1.7 - Закріплення для вимірювання потенціалів на зразка в пластмасовій опорі зварному з'єднанні 1 - зразок 1 - пластмасова підставка 2 - клема 2 – зразок 3 - зварний шов 3 – клема 4 - пластмасова підставка 4 - рухомий столик 5 - електрод порівняння 6 - потенціометр Серед електродів порівняння найбільш часто використовують: Водневий електрод - стандартний потенціал водневого електроду 1. Хлоридсрібний електрод - 2. Каломельний електрод - в залежності від концентрації розчину КСl розрізняють: а) насичений каломельний електрод - заповнений насиченим розчином КСl б) нормальний каломельний електрод - заповнений 1н розчином КСl в) децінормальний каломельний електрод - заповнений 0.1 н розчином КСl Для перерахунку на водневу шкалу електродних потенціалів, які визначені по відношенню до інших електродів порівняння, треба до потенціалу j i (визначеному експериментально) додати значення потенціалу електроду порівняння за водневою шкалою
|
||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 202; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.48.72 (0.007 с.) |

 i
i  ) (0.01 -0.2 В)
) (0.01 -0.2 В)

 (
( ), де (
), де ( - потенціал заліза (в морській воді дорівнює - 0.499 В); (
- потенціал заліза (в морській воді дорівнює - 0.499 В); ( потенціал і -го елемента. В; Хі - процентний вміст і -го елемента в сталі. Підсумовуючи вміст всіх елементів, отримують залежність:
потенціал і -го елемента. В; Хі - процентний вміст і -го елемента в сталі. Підсумовуючи вміст всіх елементів, отримують залежність: (jFe - jXi)×Xi] - jFe XFe]×K; (1.1)
(jFe - jXi)×Xi] - jFe XFe]×K; (1.1) Xi (1.2)
Xi (1.2) - процентний вміст заліза в сталі;
- процентний вміст заліза в сталі; 







 (1.4)
(1.4)


