
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация отделочных работСодержание книги Похожие статьи вашей тематики
Поиск на нашем сайте
ПОСЛЕПЕЧАТНЫЕ ПРОЦЕССЫ http://www.ukr-print.net/contents/page-836.htm 1. Классификация отделочных работ 2. Технологические процессы и операции обработки печатной продукции 3. Организация процесса послепечатной обработки
КЛАССИФИКАЦИЯ ОТДЕЛОЧНЫХ РАБОТ
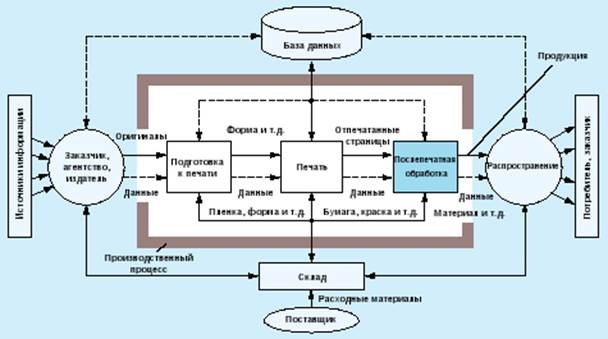
Отделочные (послепечатные) работы — это часть технологического процесса полиграфического производства, в котором отпечатанной продукции придаются требуемые формы и свойства (рис. 1). Во время отделочного процесса продукция принимает законченный вид, отличающийся дизайном (формой) и функциональностью, зависящими от объема информации. Многообразие продукции отделочного производства отображено на рис. 2. В брошюровочно-переплетных цехах обрабатываются следующие виды продукции (в расчет не берется объем):
Рис. 1 Производственный поток материалов и данных для создания печатной продукции
Рис. 2 Печатная продукция, получаемая в результате отделки
Печатная продукция, в особенности книги в твердом переплете, является обычно сборным изделием, состоящим из нескольких отдельных частей, изготовленных независимо друг от друга. Этими частями являются:
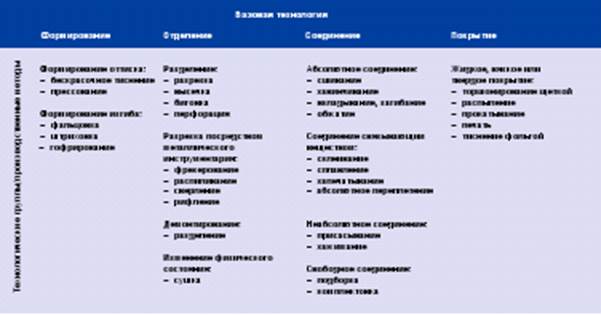
Чтобы проанализировать организацию обработки, очень полезно разделить процесс на отдельные операции. Каждая операция отличается состоянием материала (полуфабриката) в соответствии с требуемым результатом обработки. Для наименования обработки используется единая, в своем роде, терминология, уходящая своими корнями в прошлое. Раузендорф предложил классификацию брошюровочно-переплетных процессов (табл. 1). Она может быть также использована для других отделочных процессов. В основе лежит эта же классификация, поэтому содержание отражает, главным образом, производство твердых книжных переплетов и брошюр.
Таблица 1 Общая классификация брошюровочно-переплетного процесса
На участках обработки производятся следующие операции:
Разрезка рулонов и листов Бумажные рулоны или листы разрезаются до формата, который нужен для последующей обработки.
Листы или комплект листов фальцуются один или несколько раз, соединение сфальцованных листов или комплектов листов производится по сгибам.
Обработка тетрадей включает в себя все операции по их обработке на участке соединения листов и тетрадей.
· Операции разделения или формирования производятся на полуфабрикатах, чтобы подготовить процессы обработки:
· перфорирование линейным пуансоном для отрыва, проклейка или загибание кромок, · пробивка отверстий для операции точного соединения, · биговка, рифление, окатка для фиксации кругленого корешка.
Комплектовка блоков книги или брошюры из отдельных тетрадей в правильной последовательности.
Временное или постоянное скрепление сложенных в нужном порядке сфальцованных тетрадей/листов в блок.
Обрезка блоков Блоки обрезаются по конечному формату с трех сторон.
Кругление блоков Формирование книжных блоков таким образом, чтобы корешок блока был круглым и передний обрез имел вогнутую форму в направлении корешка блока.
Один или больше обрезов блока закрашиваются краской или покрываются фольгой.
Соединение сторонок крышек Изготовление переплетной крышки посредством соединения сторонок крышки.
Печать или тиснение на переплетных крышках или суперобложках.
Кругление крышек Кругление корешка крышки посредством операции обжима в соответствии с кругленым корешком блока.
Крышку Операция соединения книжного блока и крышки.
Обжим продукции Включает процедуры стабилизации клеево го соединения и обжима блока.
Заключительные операции по обработке издания Они включают покрытие суперобложкой, вкладывание приложений и наклейку этикеток на переплетную крышку или на суперобложку.
Продукция упаковывается отдельно или в пачки; размещается для транспортировки упаковок (упаковка на паллете). Для иллюстрации технологических процессов операциям обработки присвоены графические символы (пиктограммы).
На рис. 3 показан процесс изготовления твердых переплетных крышек для книг, украшенных орнаментом. На практике различают разные категории книжной продукции, такие, как книги, украшенные орнаментом, издания в простых обложках, школьные учебники, детские книги и т.д. Каждая категория книжной продукции имеет определенную степень сложности изготовления и объема работы, затраченной на отделку переплета. Все обрабатывающие операции в красных прямоугольниках необходимы для производства твердых переплетных крышек и отображают процесс изготовления простых сброшюрованных изданий.
Рис. 3 Отделочные операции при изготовлении книг, украшенных орнаментом
На рис. 4 показан процесс изготовления брошюр. Становится очевидным, что сборка блока и крышки происходит одновременно со скреплением блока. Все технологические операции в красных прямоугольниках необходимы для изготовления брошюр. Технологические операции в зеленых прямоугольниках типичны для изготовления журналов. В описании технологического процесса изготовления газет операции скрепления блоков, обрезки и изготовления крышек отсутствуют.
Сборка несброшюрованных листов в файле описана в другом примере (рис. 5). В основном выполняются те же операции, как и в предыдущих примерах. Подготовка к дальнейшей обработке включает пробивку переплетных отверстий на корешке файла и перфорирование блока для точного соединения с файлом посредством механизма соединения.
Чтобы оценить технологическую операцию, необходимо изучить технические средства (инструментарий), используемые для преобразования полуфабриката. Способ изменения материала техническими средствами относится к технологии производства. Набор методов обработки представлен в табл. 2. Технологическая операция изготовления блока может быть осуществлена с помощью брошюровки, склеивания или скрепления; технологическая операция отделки поверхности переплетной крышки — печатью или тиснением фольгой.
Рис. 4 Операции изготовления брошюр
Рис. 5 Технологические операции изготовления файлов с ассортиментом несброшюрованных листов
Таблица 2 Обзор производственных технологий, применяемых в отделке
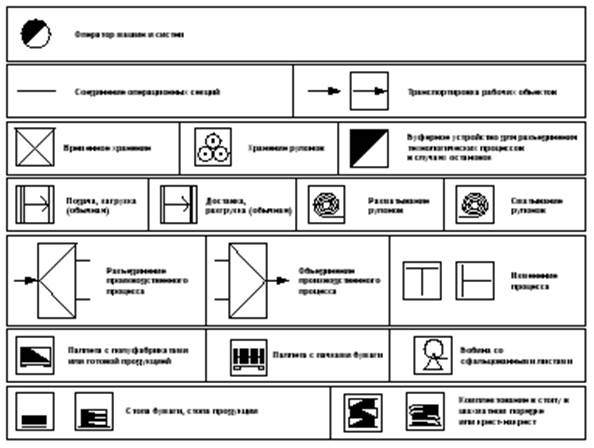
Рис. 6 Применяемые символы для структуризации процессов
Описание производственных операций позволяет сравнить отделку с другими технологиями, поскольку эти технологии используют такие, например, как биговку, высекание, фрезерование, сварку, напыление. Существуют однако производственные операции, такие, как фальцовка, гофрирование, брошюровка или комплектование тетрадей, которые имеют место только в полиграфической промышленности. Для описания отделочных процессов необходимо учитывать логистику процессов (загруз ку, разгрузку машин, транспортировку, временное хранение полуфабрикатов и продукции). Для лучше го понимания технических процессов зачастую используются символы для составления схем логистики, изображенные и описанные на рис. 6.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ Разрезка и высекание Характеристика процессов
Процедура разрезки осуществляется в нескольких отделочных процессах: Разрезка бумаги. Она включает разрезку стопы запечатанных листов на листы нужного формата. Разрезка бумаги относится к сквозному разрезанию. Разрезка рулона. Запечатанный бумажный рулон разрезается в рулонных печатных машинах или в отдельных устройствах для продольной разрезки рулона на части или листы. Обрезка. Трехсторонняя обрезка книг и брошюр после скрепления блока относится к отделке. Раскрой переплетного покровного материала по размеру. Картон, картонные листы, а также листы и рулонные ленты переплетного покровного материала разрезаются по размеру для изготовления книжных крышек или суперобложек.
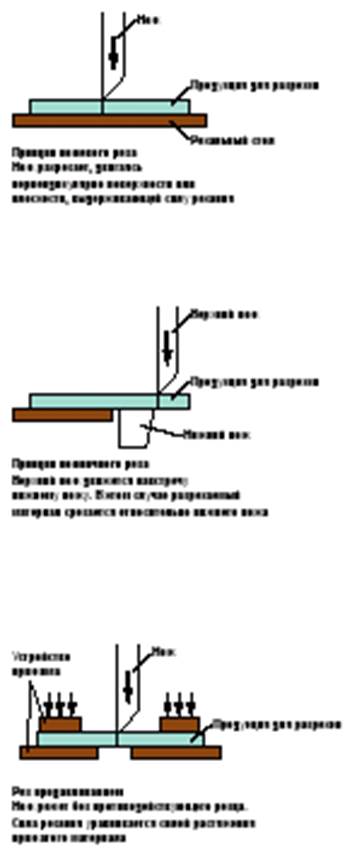
В отделочных процессах разрезание (обрезка) — это механическое разделение материална под действием силы резания. На рис. 1 отображено общее представление о процессе резания в послепечатной обработке. Листы, рулоны и картон разрезаются, главным образом, ножничным резом с использованием специальных и дисковых ножей. С другой стороны, при разрезании стоп и блоков для надреза используются, главным образом, плоские ножи (рис. 2).
Рис. 1 Общее представление о процессе резки
Рис. 2 Принципы разрезки Характеристика резки рулонов и листов
Разрезка рулонов Устройства для резки бумажных рулонов предназначены для разрезки полотна на полосы, листы или обрезки чистого или запечатанного полотна. Устройства обычно работают в линии с рулонными машинами. Наряду с этим существуют специальные устройства для поперечной или продольной резки полотна. Продольная резка рулонов
Резка осуществляется параллельно боковой кромке полотна. Полотно разделяется на две или более полос. Принцип продольной разрезки прост: направление движения бумаги и направление реза совпадают. Используются дисковые ножи (рис. 9), которые работают по принципу ножничного или ножевого реза. Ножевое режущее устройство служит для продольной разрезки. Ширина резания (среза) устанавливается передвижением дискового ножа по ножевому валу. Принцип ножевого реза используется, в частности, при разрезке полотна на узкие полосы в машинах для продольной разрезки. Ножничное режущее устройство используется для продольной разрезки. Принцип ножничного реза состоит в том, что верхний дисковый нож надвигается на нижний нож, и в результате воздействия срезающего усилия полотно разделяется. Для установки ширины резания (среза) дисковые ножи перемещаются вдоль ножевого вала. Принцип ножничного реза используется для разрезания полотна. Окружная скорость дисковых ножей примерно на 10—15% выше, чем скорость полотна, таким образом возникает тянущий эффект при резке. Помимо методов, показанных на рис. 9, продольная разрезка может также производиться посредством продавливающего реза. При продавливающей разрезке не используются средства противодавления ножу. Усилие разрезания достигается за счет натяжения ленты. Разрез лезвием — пример продавливающего реза. Поперечный разрез рулонов
Резка осуществляется поперек боковой кромки полотна на листы. Разрезка производится перпендикулярно направлению движения. Чтобы можно было выполнить точный рез, лента должна быть неподвижной во время разрезки или двигаться вместе с ножом. Для обработки бумаги используются оба метода. Преимущественно используется принцип ножничного реза. Часто также используются варианты поперечного реза, представленные на рис. 10. Простое листорезальное устройство. Во время выполнения разрезки полотно должно быть остановлено под ножом. Это достигается с помощью плавающего валика, перемещение которого противоположно движению полотна. Во избежание неровных резов по всей ширине полотна ножа проходит под углом к направлению движения полотна. Вследствие этого разрезка осуществляется постепенно. Такой способ резки используется, главным образом, для разрезания медленно движущейся ленты. Ротационное листорезальное устройство. Разрезпроизводится во время движения полотна. В данном примере вращающийся верхний нож взаимодействует с неподвижным нижним ножом. Точность разрезки достигается за счет установки верхнего и нижнего ножей, под углом друг к другу (от 0,5 до 2,0°). Ротационные листорезальные машины предназначены для резки быстро движущегося полотна.
Конструкции ротационных листорезальных устройств различны. Характерные их особенности состоят, например, в следующем: · Геометрия режущей кромки: Верхний нож установлен на линии поверхности ротационного цилиндра (перпендикулярно боковой кромке полотна). — Нижний нож имеет спиралевидную или V-образ ную форму, верхний нож имеет спиралевидную форму. — Нижний нож устанавливается перпендикулярно боковой кромке полотна; · Движение ножа. Возможны два варианта: — неподвижный нижний нож и вращающийся верх ний нож; — вращающиеся верхний и нижний ножи. · Скорость движения ножа: — окружная скорость вращающихся цилиндров и скорость движения полотна одинаковы (синхронизированные листорезальные устройства); — окружная скорость вращающихся цилиндров выше скорости движения полотна (опережающие листорезальные устройства).
Посредством увеличения окружной скорости режущего цилиндра по отношению к скорости движения полотна может быть уменьшен размер листа. В полиграфической промышленности устройства для продольной и поперечной разрезки обычно объединеныс печатными машинами или машинами по обработке печатной продукции. Кроме того, отдельные рулонно-резальные машины используются в бумажном производстве при отделке бумаги или изготовлении упаковочных средств: · Машины для продольной разрезки производят узкие рулоны (шириной 5—50 мм). При этом чрезвычайно сложно соблюдать ровное наматывание полотна и постоянную плотность намотки. Разрезка полотна обеспечивается режущими дисками, установленными на заданном расстоянии друг от друга. Полосы наматываются на разные валы. Скорость их движения достигает 10 м/с. · Ротационные листорезальные машины используются для получения из бумажных рулонов листов с точно определенными размерами. Для этого требуются устройства как для продольной, так и для поперечной разрезки. Одновременно обрабатывается несколько рулонов для получения продукции, отвечающей обычным требованиям к уровню качества. На рис. 11 представлена схема одновременной разрезки четырех рулонов. Листы, к которым предъявляются определенные требования к уровню качества (отсутствие пятен, дырок, сгибов, слипшихся участков), обрабатываются на сортировальных листорезальных машинах. Каждый размотанный рулон подвергается оптическому сканированию, разрезается, и листы с дефектами автоматически отсортировываются.
Высечка штампом
Высекание штампом можно отнести к одному из важнейших методов обработки печатной продукции, так как достаточно большое количество изделий и полуфабрикатов обрабатывается этим методом. В отличие от процессов разрезки и об резки, где используется прямолинейное разрезание материала, высекание — это процесс, при котором продукция разрезается по определенному шаблону. Обычно при производстве этой продукции используются системы с замкнутой режущей кромкой. Иногда, однако, используется открытый штамп, например при круглении уголков книжных блоков, игральных карт и т.д., а также для высечки индексов (вырез для кончика пальца на обрезе справочного издания и т.д.). Перфорация также относится к операции высечки.
Рис. 11 Ротационная листорезальная машина для одновременной разрезки 4 рулонов
Различия в назначении операций процесса высекания штампом представлены на рис. 12. В обоих случаях замкнутый рез на полуфабрикатах производится с помощью высекального инструмента (штампа). Высекание, при котором сохраняется внешняя форма изделия используется для подготовки сервисных зон продукции, таких, как линии отрыва, боковые отверстия, смотровые окна и т.д.; вырезанный материал идет в отходы. Типичная продукция: · отрывные календари с перфорацией; · бесконечный формуляр с линейной перфорацией; · конверты и папки со смотровыми окнами; · файлы с боковыми отверстиями; · брошюры, скрепленные проволочной гребнеобразной скобой или спиралью, и т.д. (перфорация для вставки блока в переплетную крышку).
Рис. 12 Назначение операций процесса высечки: а высечка заданного образца на материале б высечка материала, идущего в отходы, непосредственно на заданном образце;
Рис. 13 Схема процесса высекания
При высекании заданного образца из основы изделие приобретает новую геометрическую форму. Типичная продукция, не имеющая угловых кромок: · этикетки с закругленными краями, этикетки особой конфигурации; · подставки для стаканов или бутылок; · игральные карты, иллюстрации, переводные картинки, составные картинки-загадки; · гирлянды, развлекательные изделия; · заготовки для складных картонных коробок и другой упаковочной продукции; · вырубленные уступы на обрезе справочного издания.
Технологические методы реализации заданий по высеканию штампом имеют отличия. Схема на рис. 13 представляет основные варианты отделочных операций. Для высекания на бумаге, картоне главным образом используется ножевой метод реза, так как изготовление инструментов для ножевого реза проще и поэтому дешевле, чем изготовление инструментов для ножничного реза. При использовании средств для ножничного реза шаблон, штамп и противодействующее устройство должны быть точно подогнаны друг к другу, а для вертикального перемещения штампа к нижнему режущему инструменту требуется сложная направляющая система. Инструменты для перфорации должны быть разработаны с учетом длительного срока эксплуатации. Плоскостная разрезка ножничного типа для отрывной перфорации и для вставки несброшюрованных листов в переплетные крышки осуществляется посредством перфорирующих гребенок. Движения пробивающих элементов (например, игл) регулируются особым способом. Пробивка контурных отверстий бесконечного формуляра производится непосредственно в ротационных высекальных машинах, на печатных машинах с ротационным высекальным устройством ножничного типа. Они оборудованы штамподержателем, на котором крепятся пуансоны, и штамповочным цилиндром, на котором смонтированы нижние ножи (матрицы). Во время перфорирования пуансоны движутся циклически, погружаясь в отверстия матриц. Поэтому глубина погружения штампа незначительна (< 0,5 мм). Поворот нижнего цилиндра с матрицами осуществляется во время рабочего хода пуансонов. Таким образом, несколько пуансонов перемещаются в соответствующие отверстия в матрице нижнего цилиндра. Для вырубки раскроек и вырезок с неправильной формой при ножевом методе резки применяется преимущественно следующее оборудование: · машины для высечки колонного и мостового типа используются при разрезке продукции в стопе; · пробивные автоматические высекальные машины со встроенным штанцевальным инструментом для вырубки продукции в стопе; · автоматические вертикальные высекальные машины и тигельные высекальные машины для вырубки листов; · ротационные высекательные устройства в качестве модулей в рулонных офсетных печатных машинах для высечки из рулонов.
Машины для высечки колонного и мостового типа
Колонные высекальные прессы просты в устройстве, на них оператор проводит загрузку и разгрузку продукции вручную. В большинстве таких конструкций стопа кладется на стол, и резальный инструмент размещается поверх стопы вручную в соответствии с положением заготовки или контрольной меткой. Затем устанавливается рычаг сверху инструмента и начинается процесс вырубки. По окончании рычаг отводится назад, отходы удаляются и вырезанная заготовка выводится из машины. Эти операции могут быть автоматизированы, пример такой автоматической высекальной машины колонного типа показанна рис. 14.
Рис. 14 Пример высекального устройства: а схема высекального устройства; б высекальная машина (Busch)
Штампы (рис. 12) являются инструментами с внутренней или внешней заточкой краев. Ножи соответствуют форме вырезаемого образца, и угол фаски находится между 15 и 18°. Они сделаны либо как инструменты проходного типа, либо оборудованы выталкивателем продукции в случае незначительной глубины вырубки. Изготовление штампов является очень трудоемким, так как процесс производства сложно механизировать. Мостовые высекальные прессы (рис. 15) имеют две или четыре колонны. Продукция кладется на стол пресса под штанцевальную плиту. Во время процесса вырубки плита опускается в направлении стола пресса. Для загрузки и разгрузки продукции стол передвигается в сторону, так что блок высечки становится доступным. Вертикальный тигельный высекальный пресс
В высекальных прессах такого типа продукция высекается из запечатанных бумажных или картонных листов. Листы разделяются в обычном плоскостапельном самонакладе и транспортируются через машину посредством цепи с захватами. В вертикальных тигельных высекальных прессах листы вырубаются по одному; отходы удаляются и заготовки выкладываются по отдельности. Принцип работы представлен на рис. 16.
Рис. 15 Гидравлический плоскостный высекальный пресс с реверсивным мостом (Модель 6100В, Schon & Sandt)
Тигельный высекальный пресс работает по принципу ножевого реза. Высекальный штамп монтиру данные, что и при разработке высекаемой продукции и для раскладки листа. Разделяющий материал, сделанный из резины, прижимает лист к столу при подведении штампа (рис. 18,а). Далее после операции лист транспортируется выровненным в секцию удаления облоя. Штампы со стальными линейками можно также использовать для создания надрезов и биговки продукции. Для надрезания используются более короткие инструменты, чем в случае разрезки. Стальные линейки для биговки закругляются в верхней части. Биговальная матрица служит в качестве механизма противодавления (рис. 18,а).
Рис. 16 Принцип работы вертикального высекального пресса
Специально оборудованные вертикальные высекальные прессы могут выполнять операции тиснения или создания рельефа. Для тиснения фольгой плита должна быть нагреваемой (с регулируемой температурой), а машина должна быть оснащена наматывающим и разматывающим устройством для фольги.
Рис. 17 Высокоскоростной высекальный пресс (Bobst)
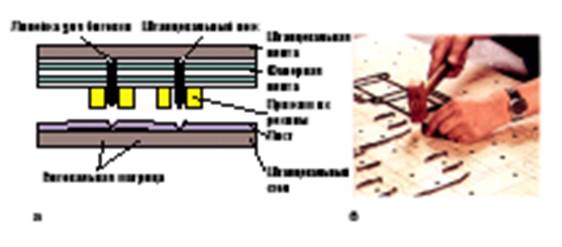
Рис. 18 Структура штампов со стальной линейкой: а схема; б изготовление инструмента (штампа)
Рис. 19 Установка стальной линейки в фанерную основу Магнитные высекальные штампы представляют собой альтернативу инструменту стальной линейки, в особенности для разрезки картона (толщина < 0,3 мм). Тигельный высекальный пресс должен быть оснащенмагнитной плитой. Магнитные пластины высекального штампа имеют нормативную толщину, равную 0,44 мм (более толстые стальные пластины используются в особых случаях). Для выполнения разреза, биговки, микроперфорации и создания надрезанных контуров пластина гравируется. При этом применяются те же самые способы, как при производстве формы глубокой печати. Затем высекальные линейки устанавливаются на управляемый компьютером фрезерный станок для получения правильной геометрии режущего инструмента. Для повышения срока службы режущая кромка и профиль ножа могут быть закалены с помощью лазерной технологии. Характерные особенности магнитных высекальных пластин: точность контура, длительный срок службы инструментов и незначительное время настройки. Ротационные высекальные прессы
Бесконечный формуляр, самоклеящиеся этикетки, конверты и подобная продукция при больших тиражах преимущественно печатаются на рулонных офсетных печатных машинах малого формата (узкий рулон). Для обработки полотен эти машины могут быть оборудованы такими устройствами, как ротационные высекальные устройства дополнительно к фальцевальному аппарату и устройствами перфорации и разрезки. Применяемый высекальный штамп работает по принципу ножевого реза, он состоит из: · высекального цилиндра, на котором крепится штамп. Этот цилиндр может быть заменен при обработке продукции другого формата; · опорного цилиндра; это ровный цилиндр с неизменной длиной окружности; · устройством извлечения, которое утилизирует отходы вырубки.
Рис. 20 Устройство послепечатной обработки для бесконечных формуляров (Muller Martini)
На рис. 20 показана отделочная система печатной машины, которая может быть использована при обработке бесконечных формуляров. Устройство вырубки (первое устройство) может быть заменено: устройством пробивания отверстий в файлах. Магнитные высекальные пластины могут быть использованы в качестве инструментов вырубки. Высекальный цилиндр в этом случае должен быть спроектирован как магнитный цилиндр. Для очень больших тиражей также могут использоваться компактные цилиндры со вставкой инструмента.
ФАЛЬЦОВКА Характеристика процессов Фальцовка — это сгибание бумажных полотен или листов под давлением по подготовленной или неподготовленной прямой линии сгиба в соответствии с требуемыми размерами и расположением фальца. В технологии переплетного дела линия фальцовки называется фальцем. Материалы/полуфабрикаты для обработки — это полотно и листы. Термин "переплетный" лист выбран для листа, который должен быть сфальцован (рис. 21). Варианты фальцовки отображены в табл. 4. Новая продукция, создаваемая с помощью фальцовки, дана в табл. 5.
ПО ОБРАБОТКЕ ТЕТРАДЕЙ Характеристика процессов Предварительная обработка тетрадей
Тетради, листы или вкладки соединяются каким-либо подходящим материалом (например, склеиваются) или вставляются свободно без склейки в тетрадь.
После предварительных работ по обработке тетрадей осуществляется подборка в блок печатных полуфабрикатов, например:
· тетрадей, основных тетрадей этапа производственного процесса; · тетрадей из бумаги одного сорта и формата, что и основная тетрадь; · тетрадей из бумаги другого сорта и/или формата, чем основная тетрадь; · листов из бумаги другого сорта и формата, чем основная тетрадь; · карт, почтовых отправлений прямой рассылки; · проб товаров. Для соединения различных частей тетрадей, используются, главным образом, дисперсионные клеящие вещества (например, поливинилацетатная дисперсия). Для приклеивания почтовых отправлений и пробных образцов подходят клеи в виде расплавов и клеи, чувствительные к давлению. В табл. 9 представлены варианты брошюровочно-переплетных работ, а в табл. 10 — изготовленная продукция.
КОМПЛЕКТОВКА Характеристика процессов
Упорядочивание частей изделия выполняется также: · при монтаже печатных форм; · в процессе производства газет из нескольких бумажных полотен; · в цифровых печатных системах. К подлежащим обработке материалам и полуфабрикатам относят: · несфальцованные и сфальцованные запечатываемые полотна; · печатные листы или сфальцованные листы (тетради); · неподготовленные и подготовленные сфальцованные тетради; · листы. В обычном печатном процессе принято, что тетради или листы обрабатывают в необрезном формате издания. Принципиально возможно собирать несфальцованные и сфальцованные листы и затем производить фальцовку в последовательности сигнатур. Для комплектовки тетрадей в блок существуют два основных принципа (табл. 11). Изготовленные путем комплектовки продукты перечислены в табл. 12. Перед комплектовкой должны быть в наличии все изготовленные независимо одна от другой тетради одного издания. Каждая тетрадь промежуточно хранится на собственном устройстве для складирования. Затем следуют элементарные процессы: · извлечение одинаковых количеств тетрадей из самонакладов (табл. 13); · размещение тетрадей для изготовления блока в подборочном устройстве (табл. 13); · транспортировка и подача отделенных тетрадей; приведение в действие самонаклада или включение подборочной машины (рис. 49).
Таблица 11 Основные принципы сборки блоков из тетрадей и листов
Таблица 12 Продукты, изготавливаемые подборкой
Таблица 13 Основные принципы машинной подборки и сортировки
Рис. 49 Схематическое построение подборочной машины Процесс "подборка/вкладка" — это сборка с переходом к очередному этапу обработки (n тетрадей — 1 книжный блок). Здесь возникают как организационные, так и проблемы размещения, а также промежуточного хранения при переменном числе сигнатур в следующих один за другим заказах. Комплектовка может выполняться вкладкой и подборкой.
ИЗГОТОВЛЕНИЕ БЛОКА Характеристика процессов
Изготовление блоков — это процесс разъемного или неразъемного скрепления подобранного книжного блока путем применения методов скрепления с силовым геометрическим и сплошным замыканием. Подлежащими обработке материалами и полуфабрикатами являются: · подобранные многотетрадные блоки и блоки листов; · вставленные однотетрадные блоки; · тетради.
Рис. 60 Подборочно-швейный агрегат для производства журналов (Ferag)
Изготовление блока во многих случаях осуществляется путем нескольких элементарных процессов. При этом обычным является как соединение элементарных процессов в поточные линии (например, бесшвейного скрепления), так и автономное проведение процесса (например, ниткошвейное скрепление). Применяют следующие вспомогательные материалы: · текстильные нити или проволока в качестве соединительных материалов для скрепления с геометрическим замыканием; · клеи для сплошного скрепления. Обычно ниткошвейные способы обеспечивают дополнительное скрепление многотетрадных блоков; · полоски окантовочного материала из бумаги, текстильных материалов (тканей) или соединительных материалов для закрывания клеевого скрепления и повышения его прочности. Окантовка служит также для стабилизации формы скрепления; · как спирали из проволоки и пластмассы, кольца, шнуры и даже винты системы скрепления листовых изданий используют в качестве геометрически замыкаемых вспомогательных средств, другие элементы; · как шинообразные металлические или полимерные скобы или зажимы вспомогательные способы с силовым замыканием. Способы скрепления могут также различаться: · расположением соединительного материала в корешке тетрадей, или на корешковом поле (например, при ниткошвейном книжном скреплении, бесшвейном клеевом скреплении и при проволочном шитье внакидку), перед корешком сквозь поверхность листов (шитье втачку). В качестве примера можно назвать боковое проволочное скрепление (втачку); · дифференцированием скрепления сфальцованных тетрадей и блоков. Обычным является одинаковое и одновременн
|
||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 592; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.219.239.111 (0.015 с.) |



 Фальцовка
Фальцовка Обработка тетрадей
Обработка тетрадей Подготовка к дальнейшей обработке
Подготовка к дальнейшей обработке Комплектовка блоков
Комплектовка блоков Скрепление блоков
Скрепление блоков
 Закрашивание обрезов
Закрашивание обрезов Отделка поверхности крышек
Отделка поверхности крышек

 Упаковка продукции
Упаковка продукции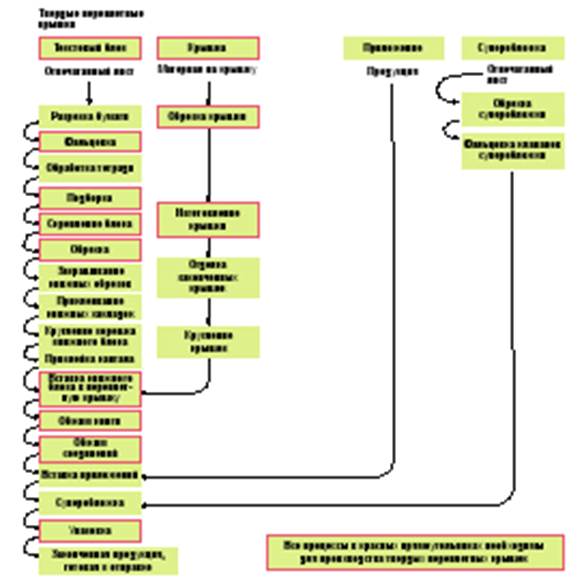


 Разрезание материалов по размеру осуществляется в процессах изготовления переплета, соединения дополнительных частей и упаковки.
Разрезание материалов по размеру осуществляется в процессах изготовления переплета, соединения дополнительных частей и упаковки.
 Запечатанные рулоны или листы разрезаются отдельно или в стопах по размеру, требуемому для дальнейшей обработки, или по окончательному размеру. В табл. 1 и 7.2-2 дан обзор материалов/полуфабрикатов, подлежащих обработке, и продукции, полученной в результате ее.
Запечатанные рулоны или листы разрезаются отдельно или в стопах по размеру, требуемому для дальнейшей обработки, или по окончательному размеру. В табл. 1 и 7.2-2 дан обзор материалов/полуфабрикатов, подлежащих обработке, и продукции, полученной в результате ее.









 Комплектовка является операцией сборки блока путем набора в заданной последовательности сфальцованных тетрадей, отдельных листов или полотен в окончательно сформированный книжный блок.
Комплектовка является операцией сборки блока путем набора в заданной последовательности сфальцованных тетрадей, отдельных листов или полотен в окончательно сформированный книжный блок.







