Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Регламентацию сварных швов по их положению в пространствеСодержание книги
Поиск на нашем сайте
Сварные швы
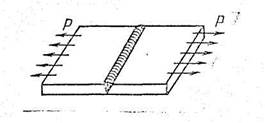
По назначениюшвы бывают рабочие, связующие и подварочные. Из рисунка (рис 2.6) можно понять принцип, положенный в основу этой классификации. Две металлические полосы соединены стыковым швом, расположенным перпендикулярно направлению действия растягивающих соединение сил.
Рис 2. 6. Рабочий шов
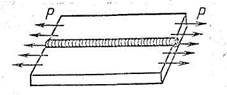
В этом случае разрушение сварного шва приведет к разрушению всей конструкции. Сварные соединения и швы, разрушение которых влечет за собой выход из строя конструкции, называют рабочим, а напряжения, возникающие в них, рабочими напряжениями. На рисунке (рис 2.7) приведен вариант связующего шва, в котором при приложении усилий, параллельных оси шва, возникают напряжения той же величины, что и в основном металле. Такие напряжения вследствии их совместной работы с основным металлом не опасны для прочности конструкции и называются связующими. Соответственно так же называют соединения и сварные швы.
Рис 2. 7. Связующий шов
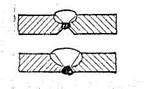
Подварочный шов представляет собой меньшую часть двухстороннего шва, выполняемую предварительно для предотвращения прожогов при последующей сварке или накладываемую в последнюю очередь в корень шва для обеспечения высокого качества (рис 2.81)
Рис 2. 8 Подварочные швы
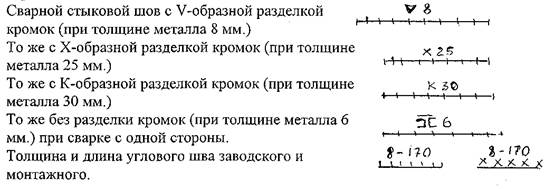
Стыковые швы наиболее рациональны, так как имеют наименьшую концентрацию напряжений, но они требуют дополнительной разделки кромок. При сварке элементов, толщиной более 8 мм для проплавления металла по всей толщине сечения необходимы зазоры и обработка кромок изделия. В соответствии с формой разделки кромок швы бывают V, U, X и К - образные. Для V и U-образных швов, свариваемых с одной стороны, обязательна подварка корня шва с другой стороны для устранения возможных непроваров, являющихся источником концентрации напряжений. По месту выполнениясварные швы разделяют на заводские и монтажные, осуществляемые на месте монтажа конструкции. Заводские швы сваривают, как правило, при помощи механизированных и автоматизированных способов сварки, что позволяет получить швы достаточно высокого качества при высокой производительности процесса. Монтажные соединения выполняют преимущественно ручной дуговой сваркой, что предъявляет повышенные требования к квалификации рабочих сборщиков и сварщиков. По протяженностисварные швы могут быть непрерывными и прерывистыми, с промежутками по длине. Разделение по протяженности относится к угловым швам. В свою очередь прерывистые швы тавровых соединений разделяются на цепные и шахматные (рис 1.9). Цепным является двусторонний прерывистый шов таврового соединения, у которого промежутки расположены по обеим сторонам стенки один против другого.
рис 2. 9,
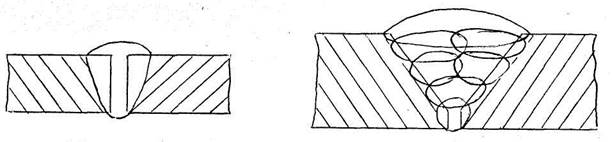
У шахматного шва, в отличии от цепного, промежутки на одной стороне стенки расположены против сваренных участков шва ее другой стороны. По количеству слоев, наложенных при сварке, швы могут быть однослойными (однопроходными) и многослойными (многопроходными) (рис2. 10). Первые выполняются одним проходом сварочной дуги, вторые -несколькими.
рис 2. 10
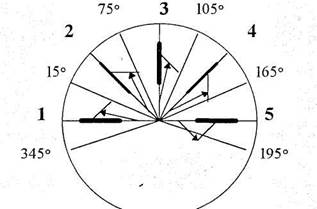
осуществляет ГОСТ 11969 - 79*, в соответствии с которым различаются, в частности, следующие положения : нижнее "в лодочку" (условное обозначение Нл), нижнее угловое (Ну), нижнее стыковое (Не), горизонтальное (Гр), вертикальное (Вр), полупотолочное (Ппт), потолочное (Пт). Различные положения при сварки наглядно представлены на рисунке 2.11
Рис 2.11. Положение швов в пространстве.
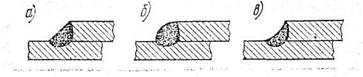
На рисунке цифрами указаны следующие положения: 1. Нижнее. 2. Полувертикальное. 3. Вертикальное. 4. Полупотолочное. 5. Потолочное. По внешней формесварные швы делятся на нормальные, т.е. с плоской поверхностью, выпуклые, т.е. усиленные, вогнутые (рис2.12) Выпуклые швы характерны для ручной дуговой сварки. К вогнутым угловым швам прибегают в целях повышения сопротивления сварных соединений усталости (вогнутость стыковых швов является браком). Вогнутость и плоская поверхность швов достигается регулировкой режима сварки или специальной механической обработки.
Рис 2.12 Очертания швов, а - нормальное; б - выпуклое; в - вогнутое
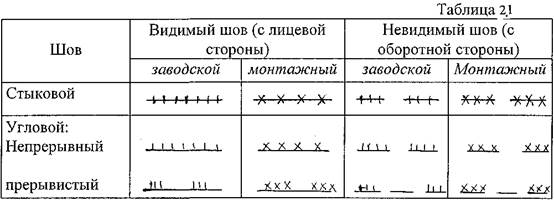
Для нахлесточных сварных соединений характерна классификация сварных швов в зависимости от их расположения по отношению к направлению действующих на соединение сил. Швы, направленные перпендикулярно усилию, называют лобовыми, а швы направленные параллельно, - фланговыми. Косые швы направленны к усилию под некоторым углом, а комбинированные представляют собой сочетание лобовых, фланговых и косых швов. По назначениюсварные швы разделяют на : а) прочные - обеспечивающие только требуемую прочность соединения; б) плотные - обеспечивающие только плотность соединения; в) прочно - плотные - обеспечивающие одновременную плотность и прочность соединения. Условное изображение сварных швов на строительных чертежах по ГОСТ 21.107 - 78 представлено в таблице 2.1
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 42; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.009 с.) |